

11.2. Средства для проверки норм кинематической точности
Комплексным показателем норм кинематической точности является кинематическая погрешность зубчатого колеса. Кинематической погрешностью называется разность между действительным и расчетным углами поворота зубчатого колеса, проворачиваемого ведущим образцовым зубчатым колесом.
Измерение кинематической погрешности зубчатых колес осуществляется на приборах мод. БВ-608к, БВ-5053, УМК-5 и др. Схема и внешний вид прибора БВ-608к приведены на рис. 2.
Измеряемое колесо 1 (рис. 11.2,а) закрепляют на оправке 2. Эталонное колесо 4 посажено на втулку 5, которая имеет возможность углового проворота (проскальзывания) относительно оправки 2. Проверяемое 1 и эталонное 4 колеса одновременно находятся в зацеплении с широким колесом 3. При вращении зубчатых колес из-за наличия кинематической погрешности проверяемого колеса будет происходить проскальзывание втулки 5 с эталонным колесом 4 относительно оправки 2 с измеряемым колесом 1. Величину угла проворота фиксирует датчик 6. Сигнал датчика усиливается и записывается на диаграммной ленте за один оборот колеса (см. рис. 11.2,б).
Величина
кинематической погрешности
![]() определяется как алгебраическая разность
между наибольшим и наименьшим показаниями
прибора за один оборот колеса.
определяется как алгебраическая разность
между наибольшим и наименьшим показаниями
прибора за один оборот колеса.
а
б
в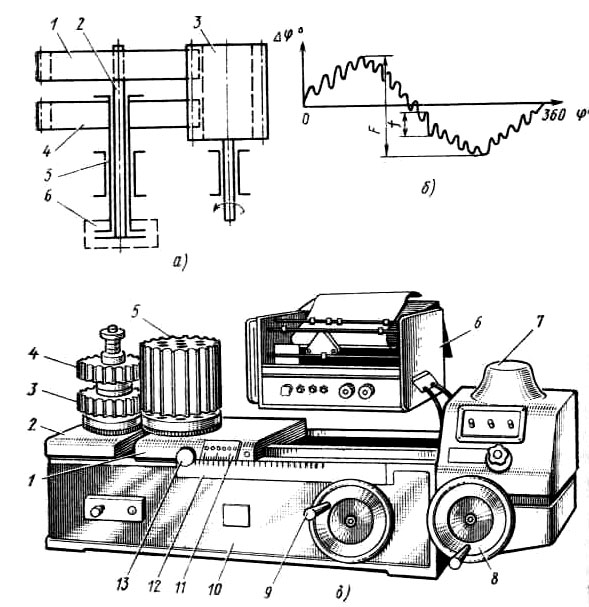
Рис. 11.2. Схема и прибор для измерения кинематической погрешности
зубчатых колес
Прибор БВ-608к (рис. 11.2,в) имеет промежуточное колесо 5, установленное на каретке 7, которая перемещается маховиком 9 вдоль основания 10 и стопорится винтом 13. Соосные шпиндели для установки проверяемого 4 и измерительного 3 колес установлены на неподвижной каретке 2. Номинальное межцентровое расстояние между осями устанавливают по нониусу 11 шкалы 12. При измерении промежуточное колесо вращают вручную маховиком 6 или с помощью привода 7. Самопишущий прибор 6 вычерчивает график кинематической погрешности.
Кинематическую погрешность можно оценить комплексом, который включает радиальное биение зубчатого венца и колебание длины общей нормали.
Радиальное биение зубчатого венца возникает из-за неточного центрирования колеса при зубообработке и из-за кинематической погрешности станка. Радиальное биение Frr определяется как наибольшая разность расстояний от рабочей оси колеса до делительной прямой исходного контура, условно наложенного на профиль зубьев колеса (рис. 11.3):
Frr = Rнаиб. – Rнаим.
Rнаиб
Rнаим
Frr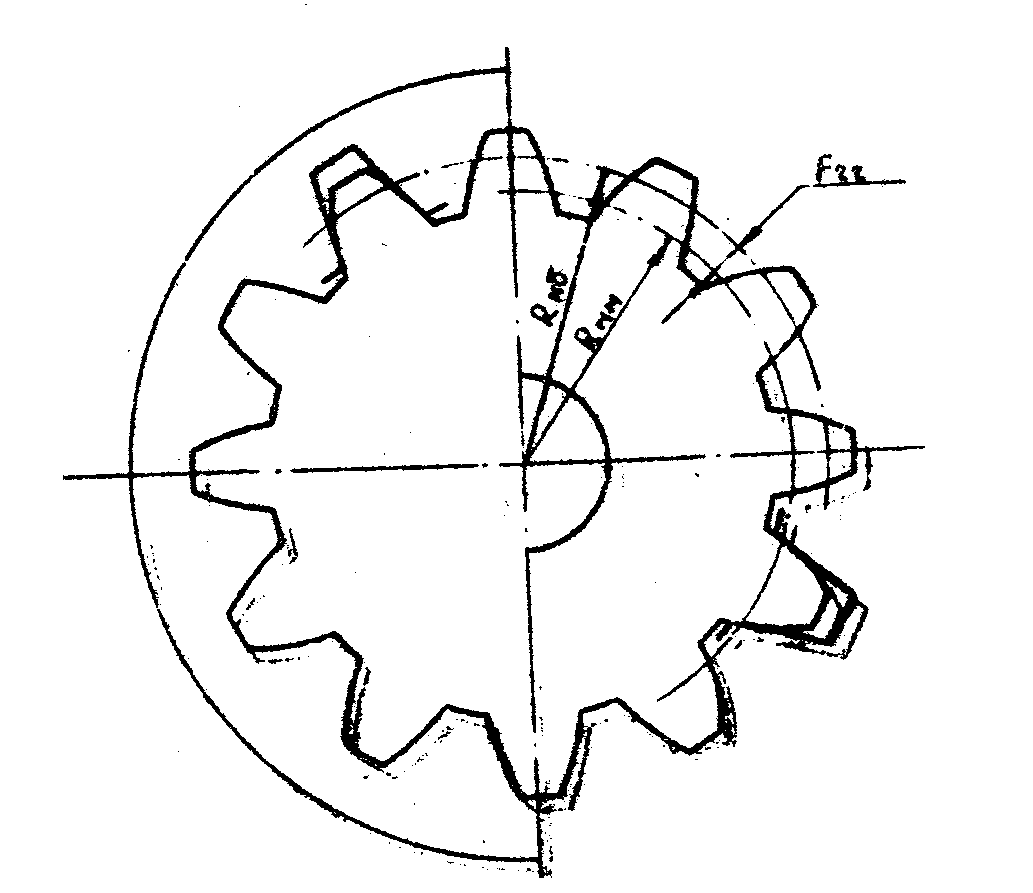





Рис. 11.3. Схема радиального биения
Измерение радиального биения зубчатого венца можно производить на биениемере типа Б10 (рис. 11.4). Положение делительной окружности фиксирует наконечник 1 (см. рис. 11.4,а), поочередно вставляемый во все впадины колеса. Наконечник посредством штока 2 и системы рычагов связан с индикатором 3. Наибольшая разность показаний индикатора за один оборот колеса и равна радиальному биению.
Для того, чтобы наконечник касался колеса по диаметру делительной окружности для зубчатых колес внешнего зацепления, его выполняют в виде усеченного конуса с углом при вершине, равным 2a, где a - угол зацепления.
Длиной общей нормали зубчатого колеса W называется расстояние между двумя параллельными плоскостями, касательными к двум разноименным боковым поверхностям А и В зубьев колеса (рис. 11.5). Колебание длины общей нормали VWr определяется как разность между наибольшей Wнаиб. и наименьшей Wнаим. длинами общей нормали в одном зубчатом колесе:
VWr = Wнаиб. – Wнаим.
Эта погрешность ограничена допуском VW.
а
б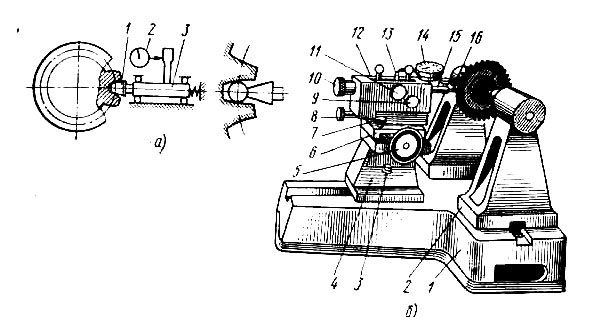
Рис. 11.4. Биениемер
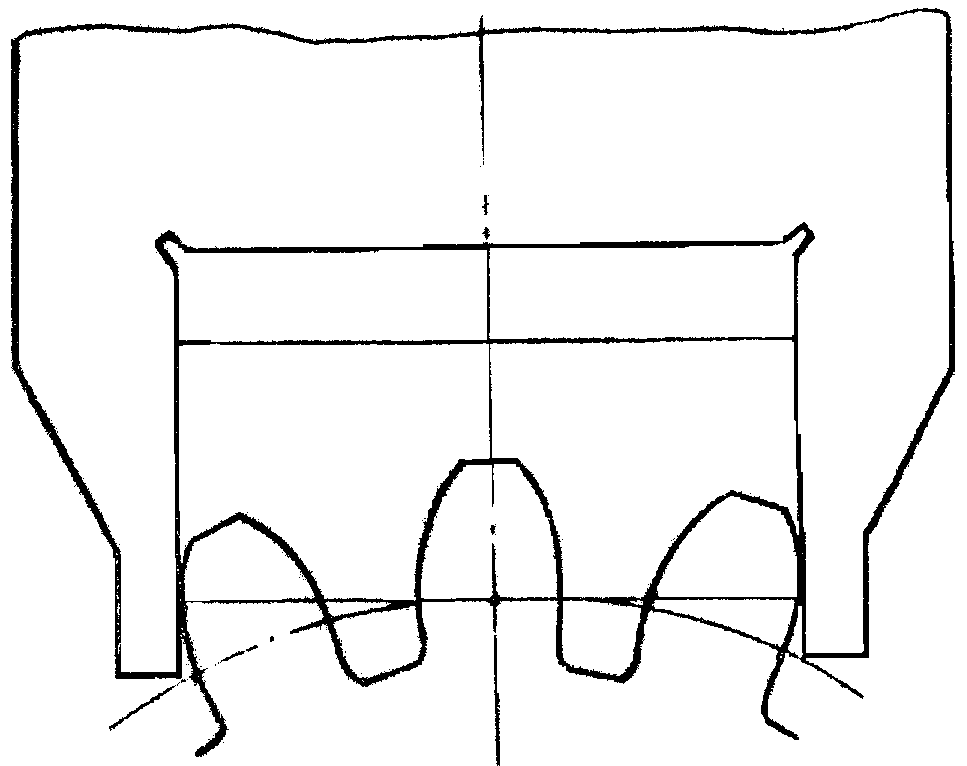
Рис. 11.5. Длина общей нормали
Измерение длины общей нормали производится микрометрическим (рис. 11.6) или индикаторным (рис.11.7) нормалемером.
С микрометрическим нормалемером можно ознакомиться при выполнении лабораторной работы № 32. Индикаторный нормалемер БВ-5045 (рис. 11.7) имеет трубчатую штангу 3 и индикатор 1, связанный с подвижной измерительной губкой 9. Перед измерением кольцо 4 с переставной губкой 8 устанавливают на расчетное значение w по блоку концевых мер и зажимают винтом 5. Тонкое перемещение губки осуществляют гайкой микроподачи 6 при зажатом кольце 7. При измерении губку 9 отводят рычагом 2 и нормалемер устанавливают на зубья колеса. Наименьшие показания индикатора при легком покачивании прибора определяют отклонение длины общей нормали от расчетного значения.

Рис. 11.6. Микрометр зубомерный (микрометрический нормалемер)
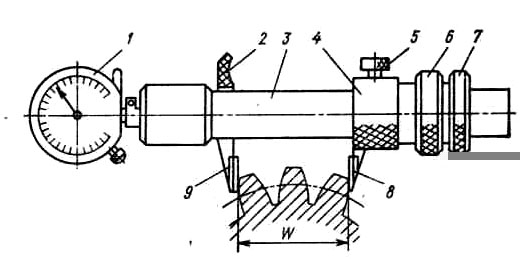
Рис. 11.7. Индикаторный нормалемер
Одной из основных норм кинематической точности зубчатых колес является колебание измерительного межосевого расстояния за один полный оборот колеса Fir¢¢ - это разность между наибольшим и наименьшим действительными межосевыми расстояниями при беззазорном (двухпрофильном) зацеплении измерительного зубчатого колеса с контролируемым за полный оборот последнего.
Схема измерения Fir¢¢ показана на рис. 11.8. Контролируемое колесо 1 закрепляют на оправке неподвижного суппорта 2, а эталонное колесо 3 – на оправке плавающего суппорта 4, перемещения которого фиксируют одноконтактным измерительным прибором 5. Необходимую плотность контакта зубьев, находящихся в зацеплении, обеспечивают пружиной 6. По результатам измерения можно построить график (рис. 11.9). Для оценки годности колеса фиксируют наибольшее колебание измерительного межосевого расстояния Fir¢¢ за полный оборот и сравнивают его с допуском Fi¢¢ для заданной степени точности. По этому же графику можно определить колебание межосевого расстояния fir¢¢, соответствующее повороту колеса на один зуб, используемое для оценки плавности.
Рис.
11.8. Схема измерения Рис. 11.9. Результат
измерения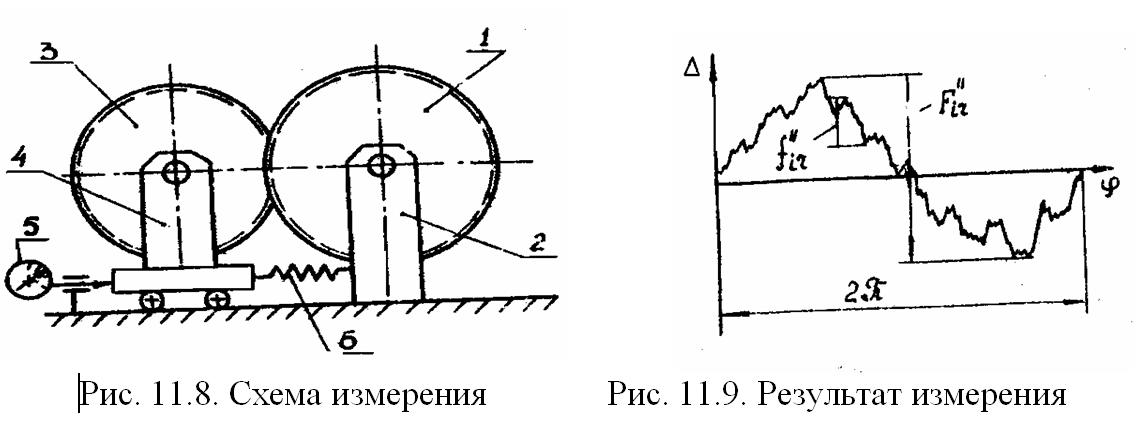
Межцентромер МЦ-400Э класса точности ²В² предназначен для комплексной двухпрофильной проверки зубчатых колес 7-11 степеней точности в условиях серийного и массового производства.
Рис. 11.10. Межцентромер мод. МЦ-400Э
Он позволяет контролировать зубчатые колеса с внутренним и внешним зацеплением, модулем от 1 до 10 мм, диаметром делительной окружности наружного зацепления от 20 до 320 мм, внутреннего – от 60 до 310 мм, с номинальным межцентровым расстоянием – от 50 до 320 мм.
Колебание измерительного межосевого расстояния за один оборот колеса практически равно кинематической погрешности Fir¢, так как вызвано совокупностью основных факторов: накопленной погрешностью шага Fpr, радиальным биением зубчатого венца Frr и погрешностью профиля зуба ffr. Допуск Fi¢¢ = 1,4 × Fr и близок к допуску Fi¢ на кинематическую погрешность.