

6.5. Оптические длинномеры
Оптические длинномеры предназначены для абсолютных и относительных измерений размеров изделий. Длинномеры выпускают трех типов: ДВО – вертикальные окулярные; ДВЭ – вертикальные с проекционным экраном; ДГЭ – горизонтальные с экраном. Принцип действия длинномеров заключается в измерении перемещения образцовой линейной шкалы, установленной на одной оси с измерительным стержнем.
Вертикальный окулярный длинномер ИЗВ–1 (тип ДВО). Миллиметровая стеклянная шкала 3 (рис. 6.5, а) установлена в сквозном отверстии штока 2, на который надет наконечник 1. Шток перемещается в корпусе прибора в шариковых направляющих 5. Он подвешен на гибкой стальной ленте, перекинутой через блоки 7 и 8 и прикрепленной на другом конце к противовесу 11, который перемещается в цилиндре 10, заполненном вазелиновым маслом. Это обеспечивает плавное опускание штока, исключающие возможность ударов и повреждений наконечника 1. Шток поднимают за тросик 9. Шкала 3 освещается лампочкой 12 через конденсор 13. Перемещение шкалы относительно проверяемого изделия измеряют с помощью спирального отсчетного микроскопа 4 с ценой деления 0,001 мм. Длина шкалы равна 100 мм, что соответствует верхнему пределу абсолютных измерений.
Внешний вид вертикального длиномера показан на рис. 6.5, б.
Спиральный микроскоп (рис. 6.6, а) состоит из объектива 5, который фокусирует изображение основной шкалы длиномера в плоскость между поворотной 3 и неповоротной 2 шкалами, и окуляра 1. Ручка 4 служит для вращения поворотной шкалы 3. Винтом 6 окуляр вместе с нониусом перемещается относительно объектива.
На поворотную шкалу 2 нанесена двойная спираль Архимеда с расстоянием между нитями 0,012 мм и шагом спирали 0,1 мм, а также круговая шкала, имеющая 100 делений (рис. 6.6, б). За один оборот поворотной пластины любая точка спирали смещается для наблюдателя на 0,1 мм по радиусу в направлении от центра, а круговая шкала поворачивает от 0–го до 100–го деления. На неподвижную шкалу нанесены два параллельных штриха, равномерная шкала с диапазоном показаний 1 мм и ценой деления 0,1 мм и указатель. В окуляр видны длинные штрихи основной миллиметровой шкалы и спиральный нониус. Для отсчета ручку 4 вращают до тех пор, пока длинный штрих миллиметровой шкалы не окажется между нитями спирали.
а
б
Рис. 6.5. Вертикальный длиномер:
а- схема длиномера; б- внешний вид
а
б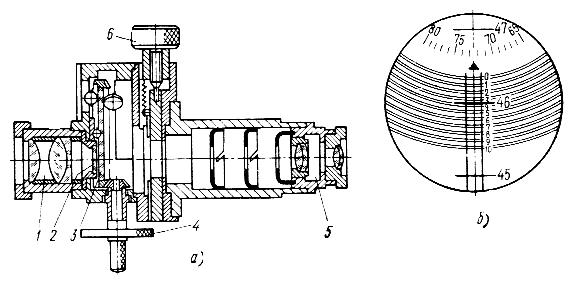
Рис. 6.6. Устройство спирального микроскопа
Цифры этого штриха показывают число миллиметров в размере (46 мм). Десятые доли миллиметра отсчитывают по линейной окулярной шкале относительно длинного штриха (0,3 мм). Сотые и тысячные доли миллиметра показывает на круговой шкале неподвижный указатель (0,072 мм). Отсчет по шкале микроскопа равен 46,372 мм.
Перед началом измерения необходимо настроить вертикальный длинномер на нуль. Для этого ослабляют стопорный винт 4 (см. рис. 6.5, б) и, придерживая за гирьку 9 опускают шпиндель 3 до касания наконечником плоскости стола.
Колесиком 11 (рис.6.5,б) устанавливают круговую шкалу (рис. 6.6, б) на нуль. При этом изображение нулевого штриха миллиметровой шкалы должно расположиться симметрично между линиями двойной спирали.
Если нулевой штрих не находится в таком положении, то, отпустив стопорный винт, находящийся с левой стороны окуляра (на рис. 6.5, б он не показан), вращением маховика 2, устанавливают миллиметровый штрих симметрично между линиями двойной спирали. Стопорный винт зажимают.
При измерении шпиндель 3 поднимают за гирьку 9. На предметный столик 2 устанавливают измеряемую деталь, и шпиндель плавно опускают до касания наконечником измеряемой детали.
Затем, глядя в окуляр 12, вращением колесика 11 охватывают ближайшей двойной спиралью миллиметровый штрих, находящийся в зоне шкалы десятых долей миллиметра. Отсчет снимают по миллиметровой шкале, шкале десятых долей миллиметра и круговой шкале.
На смену оптическим длиномерам «идут» длинномеры с электронным отсчетным устройством как вертикального исполнения (рис. 6.7,а), так и горизонтального (рис. 6.7,б).


а

б
Рис. 6.7. Вертикальные и горизонтальные длинномеры
с электронным отсчетным устройством