

8.3. Средства для измерения отклонений формы плоских поверхностей
Измерение погрешностей формы плоских поверхностей интерференционным методом описано в разделе 3. Рассмотрим ряд других средств.
Поверочные линейки изготавливают следующих типов:
1. Лекальные линейки: ЛД – лекальные с двухсторонним скосом (рис. 8.5,а); ЛТ – лекальные треугольные (рис. 8.5,б); ЛЧ – лекальные четырехгранные (рис. 8.5,в).
2. Лекальные линейки с широкой рабочей поверхностью: ШП – с широкой рабочей поверхностью прямоугольного сечения (рис. 8.6,а); ШД – с широкой рабочей поверхностью двутаврового сечения (рис. 8.6,б); ШМ – с широкой рабочей поверхностью, мостики (рис. 8.6,в).
а
б

в
Рис. 8.5. Линейки лекальные
3. УТ – угловые трехгранные линейки (рис. 8.6,г).

а б

в г
Рис. 8.6. Лекальные линейки с широкой рабочей поверхностью и угловые трехгранные
Лекальные линейки выпускают 0 и 1 классов точности. Они предназначены для контроля прямолинейности «на просвет». Размер просвета определяют по образцу просвета или щупом (рис. 8.7).

Рис.8.7. Набор щупов
Линейки с широкой рабочей поверхностью выпускают трех классов точности: 0, 1, 2. Их используют для проверки прямолинейности методом линейных отклонений и для проверки плоскостности узких поверхностей методом «на краску».
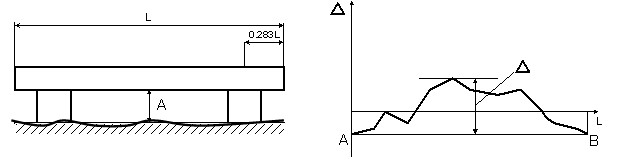
Метод линейных отклонений заключается в следующем. Линейку укладывают рабочей поверхностью на две одинаковые концевые меры длины, установленные на измеряемой поверхности. Измеряемую поверхность или линейку разбивают по длине на 10 частей (можно мелом), измеряют расстояние от рабочей части линейки до измеряемой поверхности и строят график.
а б
Рис. 8.8. Проверки прямолинейности методом линейных отклонений
За величину отклонения от прямолинейности принимают наибольшее расстояние точек кривой от линии АВ (см. рис. 8.8,б). Расстояние А (рис. 8.8,а) измеряют набором концевых мер, щупом или специальными индикаторными приборами.
Для уменьшения погрешности концевые меры устанавливают в точках наименьшего прогиба линейки (точки Эри) на расстоянии 0,233L от краев линейки.
Угловые линейки применяются для одновременного контроля двух пересекающихся поверхностей методом «на краску», например, деталей типа «ласточкин хвост». Линейки выпускают 0, 1 и 2 классов точности с двумя шабреными поверхностями, образующими угол, равный 45, 55 и 60о.
Выбор поверочных линеек в зависимости от точности измеряемой поверхности можно проводить по рекомендациям, приведенным в табл. 8.3.
Таблица 8.3
Рекомендации по выбору поверочных линеек
Тип линейки |
Линейка лекальная |
Линейка лекальная с широкой рабочей поверхностью |
Линейка угловая |
|||||
Класс точности линейки |
0 |
1 |
0 |
1 |
2 |
0 |
1 |
2 |
Степень точности измеряемой поверхности |
2-3 |
4 |
4-5 |
6-7 |
7-8 |
7 |
8 |
8 |
Поверочные и разметочные плиты выпускают двух исполнений:
I – с ручной шабровкой рабочих поверхностей классов точности: 00, 0, 1;
II – с механически обработанными поверхностями классов точности: 1, 2, 3.
Плиты изготавливают из чугуна, гранита или других твердых горных пород.
Плиты классов 00 и 0 применяют для контроля отклонений от плоскостности поверхностей особо точных деталей, а классов тонности 1 и 2 – для деталей нормальной точности. Плиты 3 класса точности используют для разметочных работ.
Плиты предназначены для контроля плоскостности методом «на краску» и методом линейных отклонений.
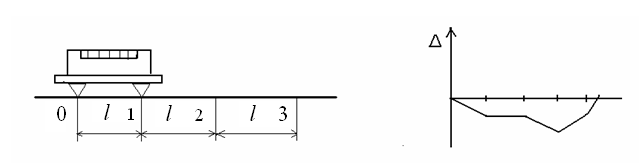
Измерительные уровни предназначены для измерения отклонений от прямолинейности шаговым методом.
а б
Рис.8.9. Измерение прямолинейности уровнем
Уровень устанавливают на подставке с опорами, расположенными на расстоянии l (рис. 8.9,а). Расстояние l должно соответствовать одной десятой от проверяемой длины.
Подставку последовательно устанавливают на участки 0 – 1, 1 – 2, 2 – 3 и т. д. Отклонение от прямолинейности поверхности обуславливает различный наклон ее отдельных участков относительно горизонтальной линии, проведенной через точку 0, принятую за начало отсчета.
Наклон участка определяют по уровню и строят график (см. рис. 8.9,б). Через первую и последнюю точки графика проводят прямую линию, характеризующую общий наклон поверхности. Отклонение от прямолинейности равно наибольшему отклонению точек графика от прямой линии.
Гидростатические уровни применяются для контроля горизонтально расположенных поверхностей большой протяженности. Они основаны на принципе сообщающихся сосудов (рис. 8.10). Уровень жидкости в сосудах 1 и 2 контролируется либо по шкалам, нанесенным на сосуды, либо микрометрическими глубиномерами 3.

Рис. 8.10. Гидростатический уровень
Оптическая линейка предназначена для измерения отклонений от прямолинейности с высокой точностью. В основу положен принцип создания идеальной прямой с помощью оптической оси (рис. 8.11) и измерения отклонений от этой оси кареткой, движущейся по измеряемой поверхности.

Рис. 8.11. Схема оптической линейки