

11.4. Средства для проверки норм контакта зубьев
Комплексным показателем полноты контакта зубьев является суммарное пятно контакта - часть боковой поверхности зуба колеса, на которой располагаются следы его прилегания к зубьям колеса. Полнота контакта определяется относительными размерами пятна контакта (рис. 11.15):
по длине зуба - (a-c)/b 100%;
по высоте зуба - hm/hp 100%.
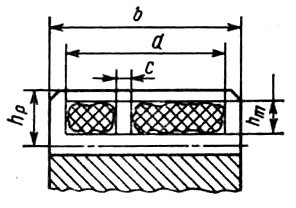
Рис. 11.15. Суммарное пятно контакта
Контроль осуществляется при обкатке проверяемого колеса и измерительного зубчатого колеса, установленных на контрольно-обкаточных станках или специальных стендах. Боковые поверхности измерительного колеса обезжиривают и покрывают слоем краски толщиной 4...6 мкм. При обкатке поверяемое колесо слегка тормозят, чтобы обеспечить непрерывность контакта зубчатых колес.
Отклонение формы и направления контактной линии зуба контролируют на специальных приборах – ходомерах, измеряющих отклонения направления зубьев, и контактомерах, предназначенных для определения погрешности формы и направления контактной линии.
11.5. Средства для проверки норм бокового зазора
Необходимый боковой зазор в зубчатом зацеплении создается путем смещения исходного контура зубонарезного инструмента к оси колес при их изготовлении. Смещение исходного контура Ен и отклонение толщины зуба Ее по постоянной хорде связаны соотношением Ен = Ее /(2tgα) (рис. 11.16,а).
Тангенциальные зубомеры (рис. 11.16,б) предназначены для определения смещения исходного контура относительно наружного диаметра колес. Исходный контур воспроизводится двумя измерительными губками 6 и 8, имеющими угол скоса 20°. Губки расположены на основании 1 симметрично относительно оси индикатора 3 с удлиненным измерительным стержнем 7. Индикатор зажимается винтом 4.
а
б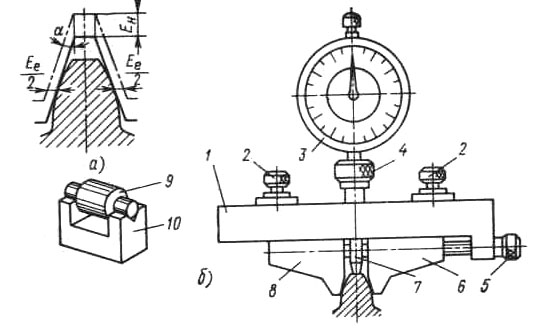
Рис.11.16. Тангенциальный зубомер
Перед измерением зубомер настраивают на номинальное положение исходного контура по калиброванному ролику 9 диаметром dp= 1,2037m, уложенному в призме 10. Зубомер губками устанавливают на ролик. Расстояние между губками регулируют вращением винта 5 таким образом, чтобы стрелка индикатора сделала один-два оборота. Затем положение губок фиксируют винтами 2 и индикатор устанавливают на нуль. При измерении зубомер накладывают губками на проверяемый зуб и легко покачивают вокруг оси колеса. Наибольшее показание индикатора равно смещению исходного материала. Положительные отклонения стрелки указывают на уменьшение толщины зуба, а отрицательные - на увеличение толщины.
Штангензубомерами (рис. 11.17) измеряют толщину зубьев.
Штангензубомеры имеют две взаимно перпендикулярные штанги 1 и 4. По штанге 1 с губкой 7 перемещается нониусная рамка 2 с упором 3, а по штанге 4 - рамка 5 с губкой 6.
Измерения рекомендуется выполнять по постоянной хорде колеса, характеризующей положение исходного контура. При угле зацепления 20° расстояние от постоянной хорды до окружности выступов hс = 0,7458 m, теоретическая толщина зуба по постоянной хорде Sc = 1,387m. Обычно значения hс и Sc находят по заранее составленным таблицам.
|
|
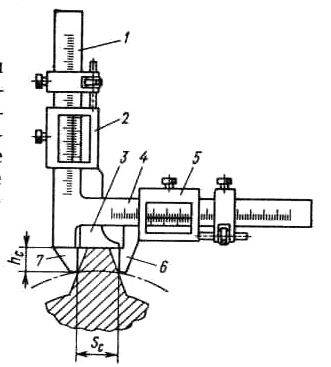
Рис. 11.17. Штангензубомеры
При измерении толщины зуба упор 3 устанавливают по нониусу 2 на расчетное значение hc и затем накладывают на проверяемый зуб. Губки 6 и 7 сдвигают и по нониусу измеряют толщину зуба Sc.