

2.5. Контроль деталей калибрами
Рассмотрим процесс контроля диаметра вала микрометром. Для этого необходимо проверить правильность установки микрометра на ноль и измерить диаметр (нахождение действительного значения размера – это первичная информация). Затем по справочнику находим предельные отклонения размера (верхнее и нижнее), рассчитываем наибольший и наименьший предельные размеры, сравниваем действительное значение размера с предельными и даем заключение о годности (вторичная информация). Такой путь контроля достаточно трудоемкий, требует много времени и неприемлем для массового и серийного производства. Эти недостатки можно избежать, используя для контроля калибры.
Калибры - это бесшкальные контрольные инструменты, служащие для установления годности детали. При контроле детали калибрами первый этап контроля практически не наблюдается. Вторичная информация позволяет принять решение и отнести деталь к годной или бракованной продукции.
Калибры предназначены для контроля деталей, особенно при массовом и крупносерийном производствах.
Калибры имеют две стороны: проходную ПР и непроходную НЕ, которые ограничивают предельные размеры детали. В отличие от измерения универсальными инструментами калибры позволяют определить лишь годность детали по контролируемому размеру, а действительный размер детали остается неизвестным. Деталь считается годной, если проходная сторона под действием собственного веса калибра проходит в проверяемый размер, а непроходная сторона не проходит. Это условие гарантирует, что действительный размер детали лежит в пределах допуска.
2.5.1. Классификация калибров
По методу контроля калибры делят на нормальные и предельные.
Нормальные калибры представляют собой шаблоны для контроля деталей сложной формы. Они копируют размер и форму контролируемого изделия и применяются, как правило, для контроля деталей сложной формы.
Предельные калибры воспроизводят размеры, соответствующие верхней и нижней границам поля допуска изделий. В этом случае один калибр является проходным, а другой - непроходным.
По полноте охвата контролем калибры делятся на комплексные и дифференциальные.
Комплексные калибры предназначены для проверки нескольких размеров изделий.
Дифференциальные (простые) калибры предназначены – для одного размера.
По назначению калибры делят на рабочие и контрольные.
Рабочими калибрами контролируют детали в процессе их изготовления. Ими пользуются рабочие и контролеры ОТК.
Контрольные калибры служат для контроля рабочих калибров-скоб в процессе их изготовления и эксплуатации.
По форме измерительных поверхностей предельные калибры делятся на пробки для контроля отверстий (рис. 2.2) и скобы для контроля валов (рис. 2.3).
По конструкции предельные калибры делят на односторонние (рис. 2.3,б,в) и двусторонние (рис. 2.3,а), на жесткие (рис. 2.2 и 2.3) и регулируемые (рис. 2.4). В одностороннем калибре проходной и непроходной калибры (стороны) находятся с одной стороны, в двусторонних - по разные стороны. Жесткие калибры предназначены для контроля одного размера, а регулируемые калибры за счет перенастройки позволяют производить контроль различных по величине размеров в определенном диапазоне, что является их преимуществом.
а
б
в
г
1
2
3
1
1
2
Рис. 2.2. Калибры-пробки
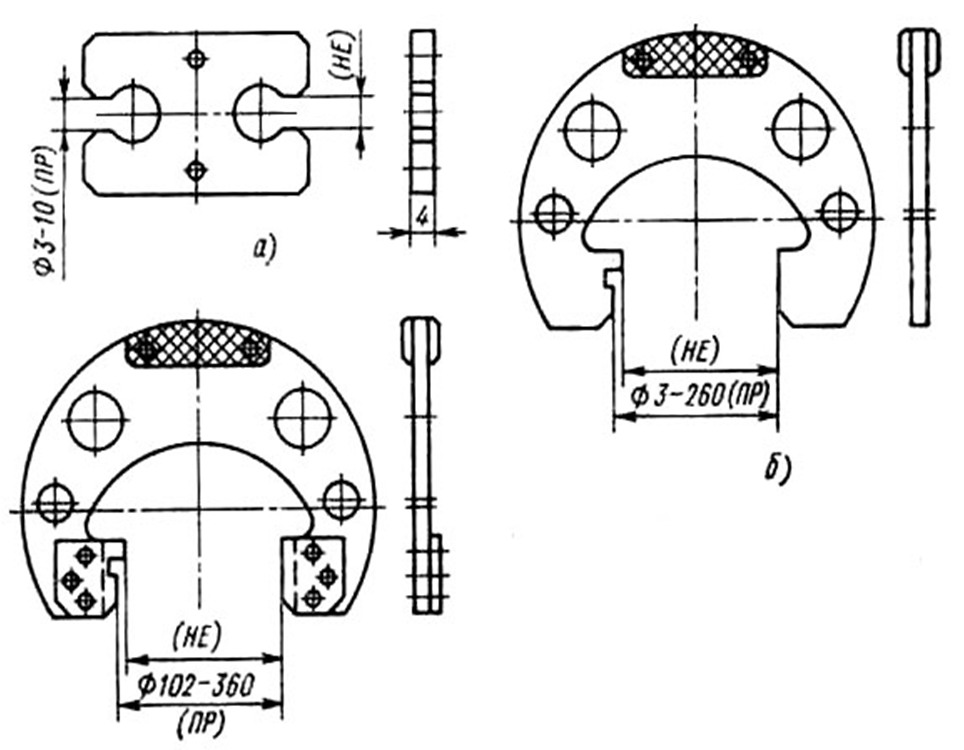
Рис. 2.3. Калибры-скобы
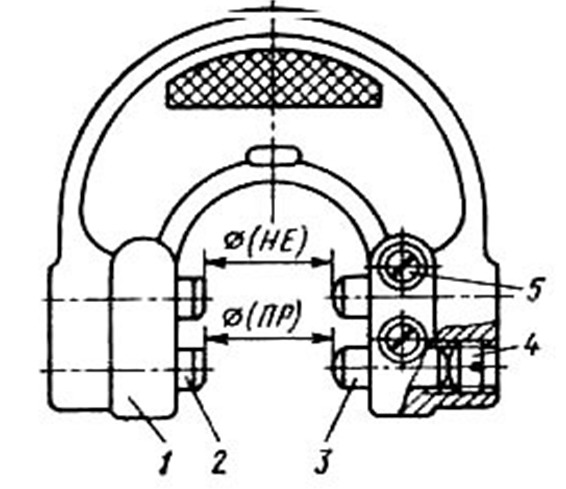
Рис. 2.4. Калибр-скоба регулируемая
Но регулируемые скобы более сложны по конструкции, дороже в изготовлении и имеют меньшую точность и надежность, поэтому их применяют для контроля деталей 8-го и более грубого квалитетов.