

6.9. Пример проведения линейных и угловых измерений
Рассмотрим пример проведения измерений на микроскопе УИМ с угломерной окулярной головкой. Пусть на детали, изображенной на рис. 6.18,а необходимо измерить ширину В, диаметр Д и угол α. Деталь имеет центровые отверстия, поэтому целесообразно укрепить ее в центрах. Перемещая стол микроскопа с деталью влево или вправо, а колонку с окуляром - вперед или назад, необходимо выставить контур измеряемой детали в поле зрения окуляра. Опуская или поднимая кронштейн с окуляром, добиваются резкого изображения контура детали. На рис. 6.18 грани измеряемой детали обозначены для наглядности цифрами 1, 2, 3, 4, 5, 6.
Для того, чтобы измерить ширину В, необходимо установить угловую шкалу угломерной окулярной головки (рис. 6.16) на нуль. Перемещая стол микроскопа с закрепленной на нем деталью, добиться совмещения вертикальной штриховой линии Y-Y сначала с гранью 1 (рис. 6.18, б) и снять отсчет показаний X1 по отсчетному спиральному микроскопу продольной шкалы. Затем совместить линию Y-Y с гранью 2 и снять отсчет X2. Размер В определить, по разности показаний:
В = X2 – X1 . (6.1)
Для измерения диаметра D необходимо передвинуть колонку с окулярной головкой так, чтобы штриховая линия X - X совпала с гранью 3, потом- с гранью 4 (рис. 6.18, в).
По отсчетному спиральному микроскопу поперечной шкалы снять соответствующие показания Y1 и Y2. Диаметр определяется, но разности этих показаний:
D = Y2 – Y1. (6.2)
Для измерения угла α нужно наклонить штриховые линии окулярной сетки так, чтобы линия Y – Y совпала с гранью 5 измеряемой детали, потом с гранью 6 (рис. 6.18, г). При необходимости следует предварительно слегка передвинуть стол с деталью или колонку с окуляром. По вспомогательному угломерному окуляру снять значения соответствующих углов поворота φ1 и φ2.
При наклоне штриховой линии Y – Y вправо угол φ2 надо определить как разность между 360о и показанием шкалы.
а
б
в
г
В
= X2
– X1
D
= Y2
–
Y1
=
2
+
1
г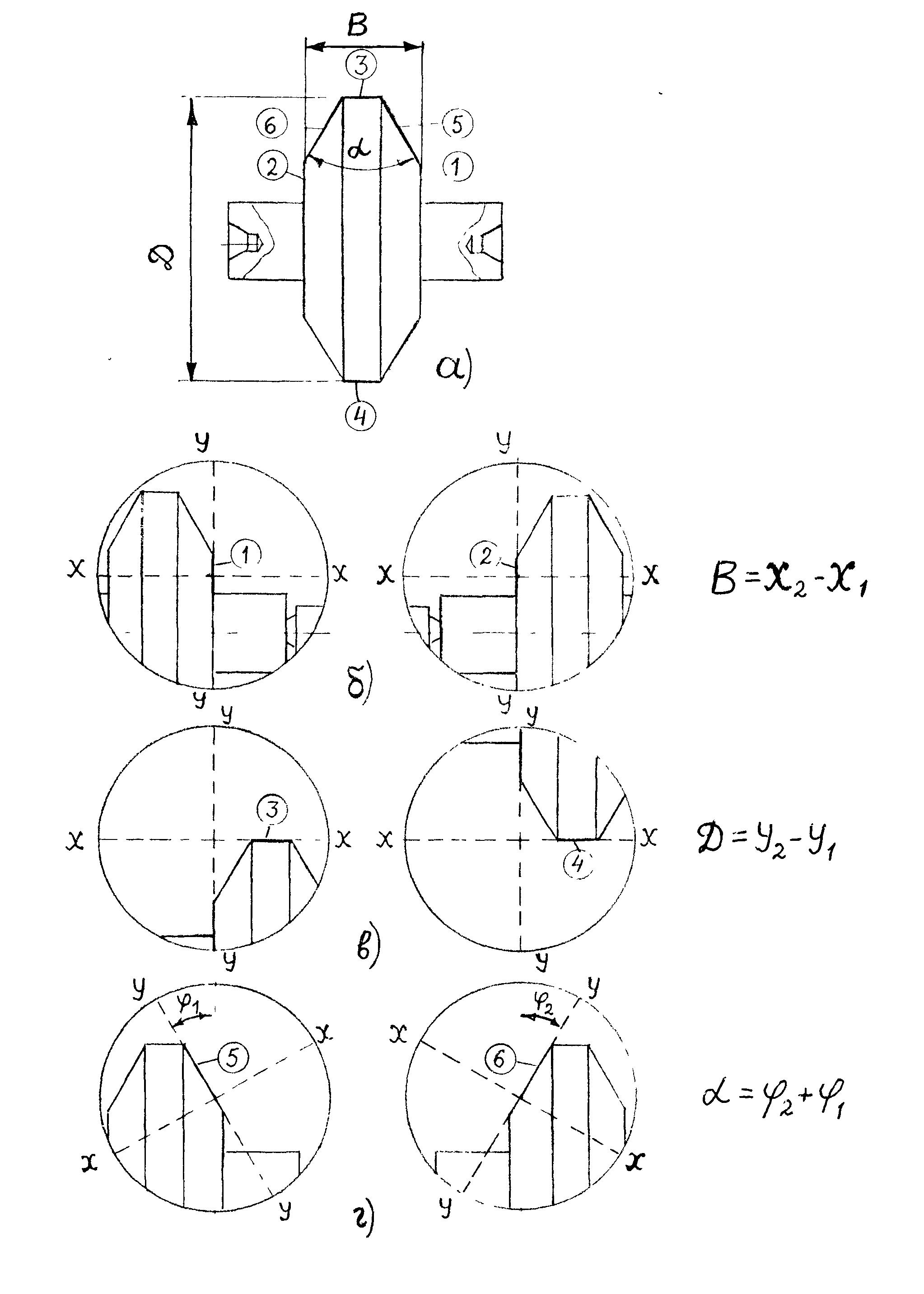
Рис. 6.18. Пример проведения измерений с помощью
угломерной окулярной головки
Например, если мы наблюдаем на шкале 329о40¢, то угол φ2 составит φ2 = 360о – 329о40¢ = 30о40¢. Угол α находят как сумму углов φ1 и φ2, т.е.
α = φ1 + φ2, (6.3)
Подобные измерения можно производить и при других способах крепления детали на столе микроскопа, а не только в центрах.
6.10. Измерительные приспособления микроскопа уим
Универсальный измерительный микроскоп снабжен рядом приспособлений, расширяющих его измерительные возможности.
6.10.1. Центровая бабка с делительной головкой
Одним из таких приспособлений является центровая бабка с делительной головкой, представленная на рис. 6.19. Она устанавливается на стол микроскопа вместо правой простой центровой бабки и служит для отсчета угла поворота измеряемой детали.
Измеряемую деталь, например фрезу 1, плотно насаживают на оправку 2, имеющую центровые отверстия. На оправку надевают хомутик 3. На шпиндель бабки надет поводок 4. Оправку с деталью устанавливают в центрах, при этом палец поводка должен войти в паз хомутика. Вращение детали производят с помощью маховика 5 через поводок и хомутик. Угол поворота отсчитывают через окуляр 6. Поле зрения окуляра показано на рис. 6.19, б.