

6.8.2. Спиральный нониус
В поле зрения отсчетного спирального микроскопа (рис. 6.14) одновременно видны:
два-три штриха миллиметровой шкалы с крупными цифрами (на рис. 6.14 - цифры 52 и 53);
неподвижная шкала десятичных долей миллиметра с делениями от нуля до десяти, с двумя продольными сплошными линиями;
десять двойных витков архимедовой спирали с шагом 0,1 мм;
круговая шкала для отсчета сотых и тысячных долей миллиметра.
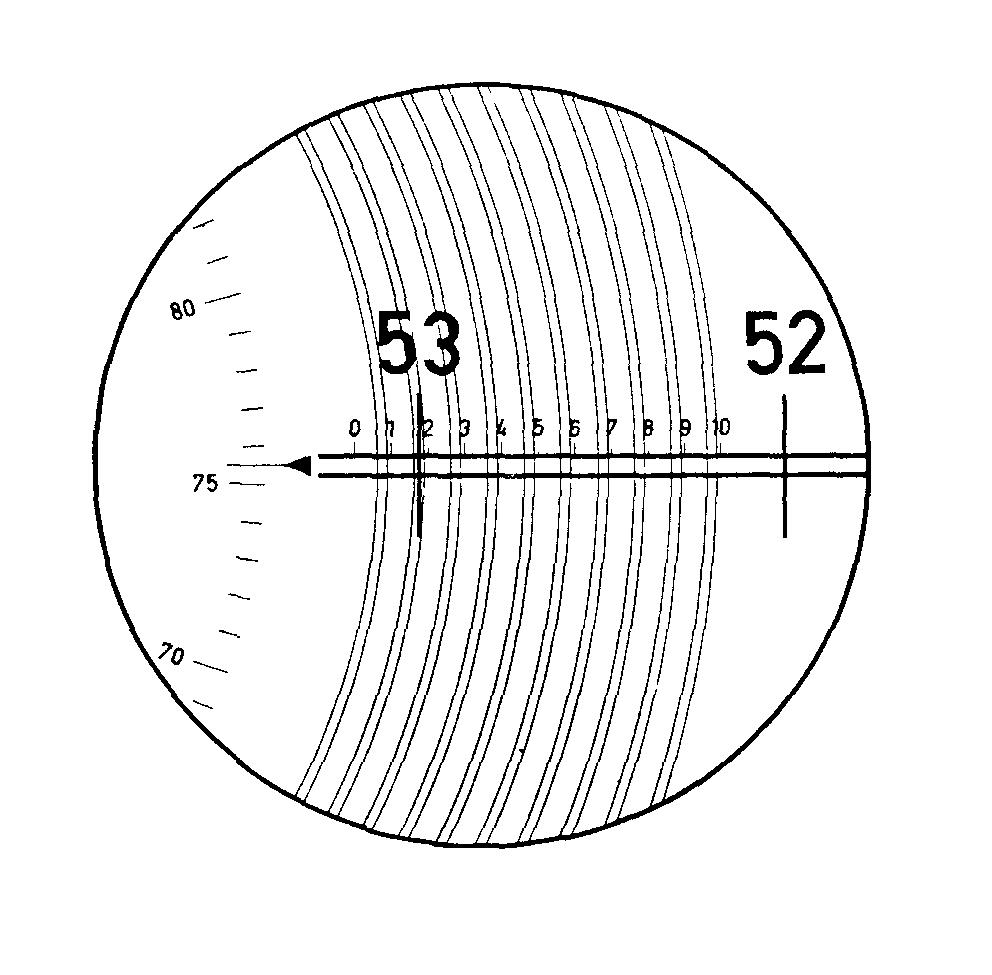
Рис. 6.14. Поле зрения спирального микроскопа
Чтобы произвести отсчет, необходимо вращением маховичка 26 (рис. 6.13) охватить отрезок миллиметрового штриха, находящийся между сплошными линиями десятичной шкалы, витками двойной спирали. На рис. 6.14 миллиметровый штрих 53 остановился между цифрами 1 и 2 десятичной шкалы. Если бы отсчет проводился только до десятых долей миллиметра, то он составил бы 53,1 мм. Отсчет сотых и тысячных долей миллиметра проводят по делениям круговой шкалы, расположенным против стрелки-указателя.
Цена одного деления круговой шкалы равна 0,001 мм. На глаз можно добавочно оценить и долю одного деления. На рис. 6.14 указатель находится после деления 75 приблизительно на 0,5 деления, то есть на 0,0005 мм. Таким образом, окончательный отчет составляет 53,1755 мм.
6.8.3. Осветительная головка для измерений в отраженном свете
В тех случаях, когда необходимо произвести какие-либо измерения на элементах детали, не выходящих к наружному контуру, работу ведут в отраженном свете. Для этого на нижнее кольцо объектива навешивают осветительную головку, изображенную на рис. 6.15. Она состоит из кольцевого корпуса 1 с подпружиненными клеммами 2 и из четырех лампочек 3 напряжением 6 В, мощностью 2,1Вт. При надевании головки на объектив ручки 4 сжимают, затем отпускают. Вилку шнура 5 вставляют в одно из гнезд в станине УИМа.

б
Рис. 6.15. Устройство для измерений в отраженном свете:
а – осветительная головка; б – УИМ с осветительной головкой,
навешенной на объектив
6.8.4. Сменные окулярные головки
Универсальный измерительный микроскоп снабжен сменными окулярными головками:
угломерной;
револьверной;
бинокулярной.
Наибольшее применение при линейных и угловых измерениях находит угломерная окулярная головка, представленная на рис. 6.16, а.
Поле зрения основного окуляра 1 представлено на рис. 6.16, в, а вспомогательного угломерного окуляра 2 – на рис. 6.16, г. Вращение сетки, видимой в основном окуляре, и шкалы угловых градусов производят маховичком 3.
а
б
в
г
5
2
1
3
4
Рис. 6.16. Угломерная окулярная головка
Свет направляется в угломерный окуляр через зеркальце 4. Источником света служит лампочка 6В в специальном патроне 5, крепящемся к корпусу кронштейна (рис. 6.16, б). При установке угловой шкалы на ноль градусов и ноль минут штрих–пунктирная линия в поле зрения основного окуляра, обозначенная буквами Х – Х, совпадает с направлением перемещения стола по координате Х. Линия Y – Y при этом совпадает с направлением перемещения колонки микроскопа вместе с окулярной головкой по координате Y. Координаты Х и Y обозначены на рис. 6.13. Параллельно с линией Y – Y нанесены четыре вспомогательные штрих–пунктирные линии. Тонкие сплошные линии нанесены под углом 60° друг к другу, биссектриса этого угла совпадает с линией Y-Y. Увеличение основного окуляра 10х. Общее наблюдаемое увеличение равно увеличению объектива, умноженному на 10.
Бинокулярная окулярная головка представлена на рис. 6.17, а. При работе с нею используют любой объектив, прилагаемый к микроскопу. Это головка - двойного изображения одного и того же контура детали. Перемещая стол с деталью по координате X и колонку с головкой – по координате Y, добиваются совмещения двух контуров.
в
е
д
г
а
б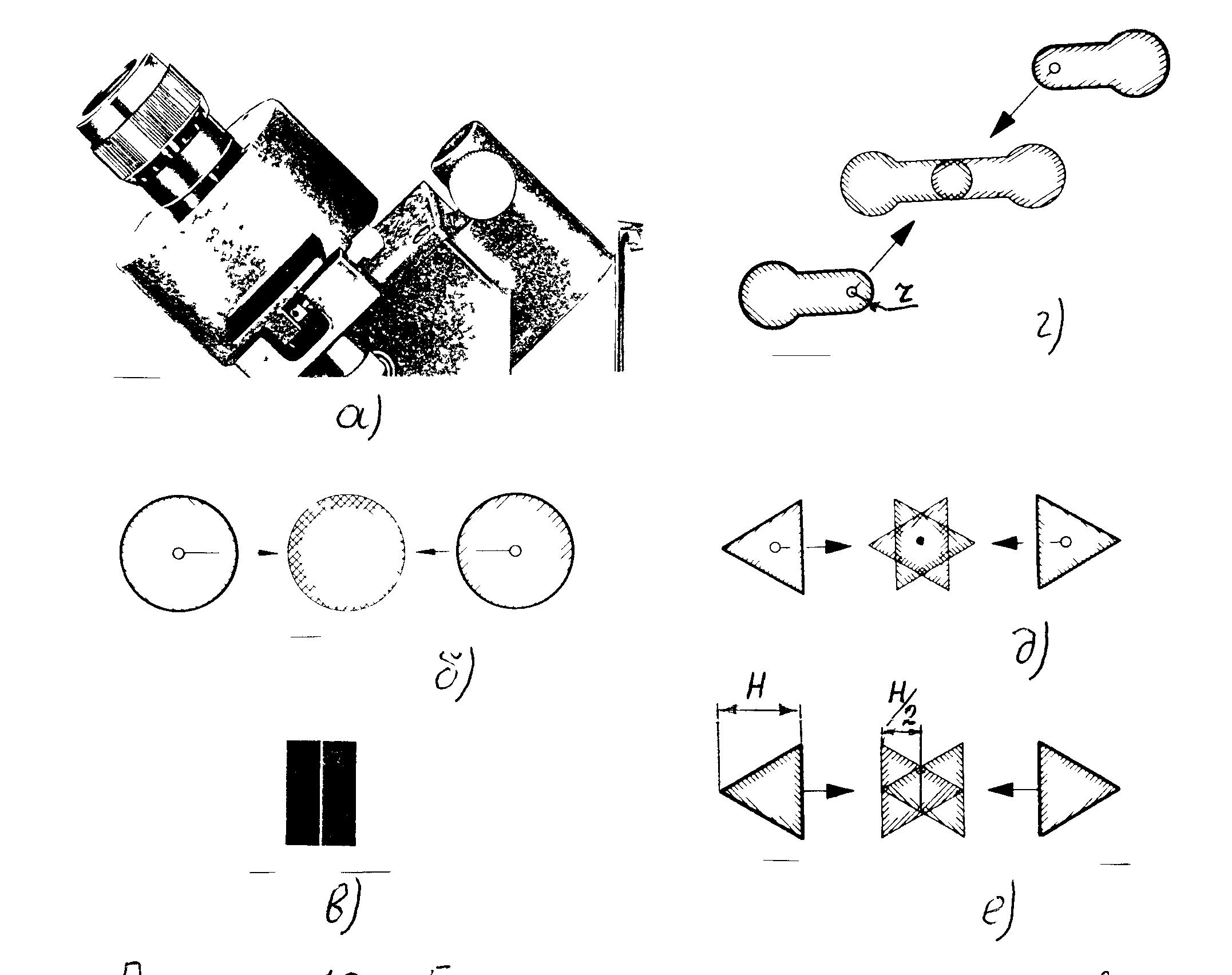


Рис. 6.17. Бинокулярная окулярная головка:
а – общий вид; б-е – схемы определения координат
Таким образом можно найти:
координаты осей отверстия (рис. 6.17, б);
координату граней детали (рис. 6.17, в);
координаты центра радиуса (рис. 6.17, г);
координаты центра тяжести равносторонних однородных геометрических фигур (рис. 6.17, д);
половину высоты фигуры (рис. 6.17, е).
Линия визирования при совмещении контуров совпадает с центром отверстия, с центром равностороннего треугольника и т.п. Отсчет координат X и Y производят по соответствующим спиральным микроскопам. Пример отсчета показан на рис. 6.14.