

39. Последовательная модель надежности

Рис. 25. Схема последовательного соединения элементов ЭС
 при
при
 ,
,
 .
.
40. Параллельная модель надежности эс
Р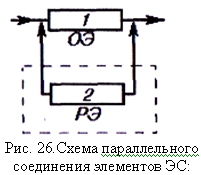 езервирование
-
введение
в изделие дополнительного числа
элементов и связей между ними по сравнению
с минимально необходимым для его
нормального функционирования с целью
повышения надежности. Сущность
резервирования показана на рис.26.
езервирование
-
введение
в изделие дополнительного числа
элементов и связей между ними по сравнению
с минимально необходимым для его
нормального функционирования с целью
повышения надежности. Сущность
резервирования показана на рис.26.
ОЭ - основной элемент принципиальной схемы изделия (конденсатор, резистор, транзиотор, микросхема и т.д.); РЭ - резервный элемент (аналогичный основному элементу) ОЭ и РЭ составляют в совокупности резервную группу. Изделие нормально функционирует до момента отказа ОЭ. После отказа ОЭ с помощью переключающего устройства включается в схему РЭ. Отказом изделия является событие, когда откажет РЭ.
Для замены ОЭ при его отказе требуется переключающее устройство.
Переключающее устройство - совокупность деталей, элементов и т.п., введенная в схему изделия для индикации отказа ОЭ, отключения отказавшего элемента и подключения РЭ. Показатели безотказности переключающего устройства должны быть выше показателей безотказности резервной группы.
Недостатки резервирования - увеличение габаритов, веса и стоимости ЭС.
На практике резервируют ЭС, отказы которых недопустимы по условиям работы (изделия специального назначения).
Виды резервных схем:
Различают общее, поэлементное и смешанное резервирование.
При общем резервировании резервируется все изделие в целом, т.е. в случае отказа оно заменяется аналогичным. При поэлементном - резервируются отдельные электрорадиоэлементы. При смешанном - некоторые подсистемы изделия имеют общее резервирование, а некоторые электрорадиоэлементы - поэлементное резервирование.
Резервирование в зависимости от режимов работы электрорадиоэлементов подразделяется:
на нагруженное, когда РЭ полностью подключен к источникам питания и только не включен в цепь прохождения сигнала;
облегченное, когда на РЭ электрическое питание подается частично;
3) ненагруженное, когда электрическое питание не подается на РЭ.
Резервные
схемы ЭС могут быть с целой или дробной
кратностью. Кратность резервирования
k вычисляется по формуле
 ,
,
где х - общее число элементов резервной группы; (х-у) - общее число РЭ; у - число ОЭ. Например, если число резервных элементов равно m-1, то
 и
и
 целую кратность.
целую кратность.
 при
при
 :
:
 ,
,
41. Основные этапы автоматизации: их характеристики и особенности.
Этапы развития автоматизации
Первый этап - автоматизация цикла обработки с целью получения заданной формы, размеров и качества обрабатываемой поверхности, цикла сборки для фиксации сборочного соединения.
Средства автоматизации - ЧПУ обеспечивающие эффективное использование технологического оборудования только в крупносерийном и массовом производстве.
Второй этап - наряду с автоматизацией цикла обработки (сборки) обеспечивается автоматизация загрузки и разгрузки основного технологического оборудования. Такое оборудование оснащено магазинами заготовок и готовых деталей в виде комплектов под сборку и загрузочными устройствами, приспособленными в обслуживанию определенной номенклатуре деталей, функции загрузки-разгрузки может выполнять ПР, установленный совместно с ЧПУ, который обеспечивает возможность использования оборудования в серийном производстве.
Третий этап - предусматривает автоматизацию контроля за ходом выполнения техпроцесса и его оптимизацию. При этом выделяется 2 вида контроля:
а) проверки соответствия заготовок (комплектующих деталей при сборке), инструмента, состояния технологического оборудования установленным характеристикам с целью внесения коррекции настройкой оборудования или удаления из потока некондиционных деталей.
б) проверка текущего состояния инструмента и оборудования путем измерения силовых, температурных деформаций и сравнения текущих параметров с эталонными.
Таким образом, учитывается влияние случайных и систематических факторов на характер тех. процесса.
Четвертый этап - обеспечивается автоматизация переналадки оборудования на обработку (сборку) объектов производства другого назначения. Это возможно при использовании, к примеру, обрабатывающих и сборочных центров, оснащенными ПР с наборами сменных инструментов, захватных устройств, системы накопителей под номенклатуру обрабатываемых или собираемых узлов (деталей) и оснастки. В этом случае размер изготовляемой партии изделий не имеет значения, ограничивающего гибкость робототехнического производства, классификация (признаки классификации).