Построение «дома качества» начинается с его «левой стены» в форме таблицы, состоящей из полного перечня требований потребителей к качеству продукции, переведенные в ее конкретные технические характеристики и оценке (рейтинга) потребителем каждого из этих требований по десятибальной шкале. Далее строится «правая стена дома». В верхней части «правой стены» указываются свойства продукции, необходимые для удовлетворения требований потребителей. Ниже строится матрица, в которой определяется характер зависимости между требованиями потребителей и свойствами продукции. С помощью условных обозначений (значков) устанавливается степень зависимости (сильная, умеренная, слабая) каждого свойства продукции, указанного «вверху дома», от требований потребителей, указанных в «левой стене дома». Если никакой связи нет, то клетка остается пустой.
Построение «дома качества» завершается возведением над его «правой стеной» треугольной крыши, которая позволяет с помощью символов оценить соотношение (корреляцию) свойств разрабатываемой продукции от требований потребителя. Это позволяет оценить взаимосвязь изучаемых величин, которая может быть полной (положительная корреляция), т.е. функциональной, если переменные одновременно возрастают или убывают, и не полной (отрицательная корреляция), если при возрастании одной переменной другая убывает. Это дает возможность и разработчикам выбрать наилучший вариант проекта решения, переведя «голоса» потребителей в конкретные свойства продукции.
Построенный «дом качества» дает наглядную картину всего комплекса взаимосвязей. В конечном счете, построение «дома качества» помогает сосредоточить внимание именно на том, что интересует потребителей.
С помощью «дома качества» предприятие должно стремиться соединить требования потребителей в возможности предприятия для их реализации.
Заключительным этапом является анализ полученных данных. Построение такого «дома качества» наглядно показывает, какие технологические свойства изделия необходимо улучшать для большей удовлетворенности потребителя данным видом продукции, позволяет сравнить качество своей продукции с продукцией конкурентов и оценить свое место на рынке производства снегоходов по сравнению с данным конкурентом, а также произвести корректировку стоимости своей продукции в зависимости от ситуации на рынке производителей.
Построение «дома качества» производится в 8 этапов.
1.Определение потребительских требований к новой продукции.
2.Ранжирование потребительских требований.
3.Составляется список важнейших инженерных характеристик.
4.Производится оценка степени тесноты парных связей между требованиями и характеристиками.
5.Анализ парных взаимосвязей и определение направления характеристик для обеспечения требований потребителей.
6.Определяется абсолютная и относительная важность каждой инженерной характеристики.
7.Определяются технические и экономические трудности смещения харак-
221
Глава 11. Методы и инструменты менеджмента качества
8.Производится сравнение степени реализации требований потребителей и уровней инженерных характеристик новой продукции с показателями конкурентов (бенчмаркинг).
Будучи набором процедур планирования и взаимодействия QFD фокуси-
рует и координирует потенциал предприятия сначала на проектировании, а затем на производстве и продаже товаров, которые потребители хотели бы потреблять и впредь.
QFD создает основу для тесного взаимодействия специалистов по маркетингу, инженеров–проектировщиков и производственного персонала с того самого момента, когда принято решение о создании новой или модернизации уже существующей продукции.
11.3. Методы Тагути
Главная целевая направленность концепции или, как ее часто называют философии известного японского ученого Генити Тагути – это повышение качества с одновременным снижением его стоимости.
Традиционно в статистических методах качество и стоимость рассматривались раздельно, причем качество считалось главным фактором. Вначале, на этапе проектирования, определялись вредные характеристики качества, исследовался их разброс, и, если он не выходил за установленные пределы, характеристики принимались. Затем на основании полученных характеристик рассчитывалась стоимость изделия. Если она оказывалась выше заданной величины, то методом последовательных приближений уровень качества и стоимость подстраивались так, чтобы стоимость приближалась к расчетной величине.
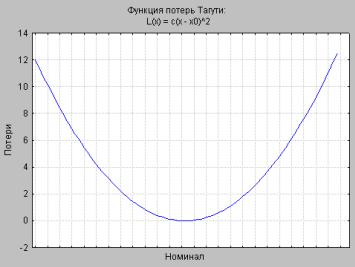
В отличие от этого при расчетах по методике Тагути главным считается экономический фактор (стоимость). Тагути предлагает измерять качество теми потерями, которые вынуждено нести общество после того, как некоторый товар произведен и отправлен потребителю. Стоимость и качество связаны общей характеристикой, называемой функцией потерь качества, причем одновременно рассматриваются потери как со стороны потребителя (вероятность аварий, травм, отказов, невыполнения своих функций и т.д.) так и со стороны производителя (затраты времени, сил, энергии, токсичность и др.). Проектирование осуществляется таким образом, чтобы были удовлетворены обе стороны.
Согласно концепции Тагути (рис. 11.2), качество изделия с параметром, попадающим внутрь поля допуска, зависит от его близости к номинальному значению: когда значение параметра совпадает с номиналом, то потери не только для предприятия-потребителя, но и для всего общества равны нулю; при движении дальше по кривой они начинают возрастать.
Методы Тагути (сам Тагути называет свою концепцию «инжиниринг качества») представляют собой один из принципиально новых подходов к решению вопросов качества. Главное в философии Тагути – это повышение качества с одновременным снижением расходов. Согласно Тагути, экономический фактор (стоимость) и качество анализируются совместно.
222
Раздел II. Системы и инструменты управления качеством
Оба фактора связаны общей характеристикой, называемой функцией потерь. Методология Тагути опирается на признание фактора неравноценности значений показателя внутри допуска. Функция потерь качества является параболой с вершиной (потери равны нулю) в точке наилучшего значения (номинала), при удалении от номинала потери возрастают и на границе поля достигают своего максимального значения — потери от замены изделия. При анализе рассматриваются потери как со стороны потребителя, так и со стороны производителя.
Значение показателя качества откладывается на горизонтальной оси, а вертикальная ось показывает «потери», или «вред», или «значимость», относящиеся к значениям показателей качества. Эти потери принимаются равными нулю, когда характеристика качества достигает своего номинального значения. Математический вид функции Тагути представлен в заголовке графика, где x – измеряемое значение показателя качества; x0 – ее номинальное значение; L(x) – значение функции потерь Тагути в точке х; с – коэффициент масштаба.
Таким образом, потери возникают всегда, когда характеристики изделия отличаются от заданных, даже если они при этом не выходят за границы поля допуска. Чем выше качество, по концепции Тагути, тем меньше потери общества.
Концепция Тагути разделяет жизненный цикл продукции на два этапа. К первому относится все, что предшествует началу серийного производства (научно-исследовательские и опытно-конструкторские работы, проектирование, опытное производство и отладка). Второй этап – собственно серийное производство и эксплуатация. В отличие от принятого подхода, предусматривающего контроль качества главным образом на втором этапе, а точнее – в условиях серийного производства. Тагути, считает, что основы качества закладываются в начале жизненного цикла продукции (и чем раньше, тем лучше). В связи с этим главное в исследовании проблем качества переносится на первый этап жизненного цикла продукции. Подобный подход позволяет построить ра-
223
Глава 11. Методы и инструменты менеджмента качества
боты на данном этапе таким образом, чтобы значения характеристики продукции были в наименьшей степени подвержены разбросу за счет несовершенства технологии, неоднородности сырья, вариации условий окружающей среды и других помех, неизбежных в производстве и эксплуатации.
В качестве критерия робастности, т.е. устойчивости к внешним воздействиям проектируемых объектов, Тагути предложил отношение «сигнал/шум», принятое в электросвязи. Целью разработки, которой добивался Тагути, является продукт, параметры или факторы которого установлены таким образом, что параметры качества этого продукта по возможности нечувствительны по отношению к шумам.
Под шумом понимают с одной стороны рассеяние компонентов продукта и влияний процесса, а с другой стороны, рассеяния влияния окружения и окружающей среды. Соответственно говорят о «внутреннем» и «внешнем» шуме. Отношение «сигнал/шум» – некоторая количественная мера изменчивости процесса при заданном наборе управляемых факторов. Как показал Тагути, все переменные можно разделить на два типа: управляемые факторы, т.е. переменные, которыми можно управлять и практически и экономически (сюда относятся, например, управляемые размерные параметры), и шумовые факторы, т.е. переменные, которыми на практике управлять трудно и дорого, хотя их можно сделать управляемыми в условиях планируемого эксперимента (например, вариация внутри диапазона допусков). Цель такого разделения состоит в том, чтобы найти такую комбинацию значений управляемых факторов (например, переменных конструкции или процесса), которые обеспечат проектируемому объекту максимальную устойчивость к ожидаемой вариации в шумовых факторах.
Чтобы обеспечить робастность производства надо начинать программу работ по качеству уже на стадии предварительного проекта. В ходе проектирования можно позаботиться обо всех видах шумовых факторов. Если же заняться этим только на стадии конструирования или в самом ходе технологического процесса, то останется возможность воздействия лишь на те шумы, которые обусловлены неполадками технологического процесса.
Эксперименты в отношении управляемых факторов планируются и проводятся аналогично традиционным экспериментам. К примеру, используются фракционные факторные эксперименты. Отличие от традиционных экспериментов состоит в том, что каждый частный эксперимент проводится не при единых окружающих условиях, а несколько раз при различных окружающих условиях.
Основное отличие концепции Тагути от общепринятых – нацеленность не на устранение причин дисперсии значений, а на выявление контролируемых факторов и обеспечение нечувствительности продукции к влиянию шумов.
Методы Тагути – это целая совокупность методов, направленных на то, чтобы при разработке изделия обеспечить выпуск продукции не только с заданным номиналом, но и с минимальным разбросом вокруг этого номинала, причем разброс этот должен быть минимально нечувствительным к неизбежным колебаниям различных внешних воздействий.
224
Раздел II. Системы и инструменты управления качеством
Кчислу наиболее известных идей Тагути относятся следующие.
1.Качественными считаются только такие изделия, характеристики которых полностью совпадают с их номинальными значениями по чертежу. Любое отклонение приводит к потерям в стоимостном выражении, пропорциональным квадрату этого отклонения. Эта зависимость потерь от отклонений от номинала была названа функцией потерь качества (ФПК) и используется для выбора допусков на продукцию, обеспечивающих равенство производителя и потребителя.
2.При проектировании изделие и процесс производства можно сделать робастными, то есть устойчивыми, нечувствительными к различным помехам при эксплуатации и производстве изделия. Главная ответственность за качество лежит на разработчике изделия, а не на организаторах производства.
3.Критерием правильности проектирования является предсказуемость модели объекта проектирования, которая оценивается отношением сигнал/шум и минимизацией дисперсии выходной характеристики объекта (рассчитывается с помощью дисперсионного анализа).
4.Проектирование изделия и процесса производства следует производить в 3 этапа: системное проектирование; параметрическое или оптимальное проектирование; проектирование допусков.
5.Для идентификации параметров изделия и процесса следует использовать статистическое планирование экспериментов, в том числе ортогональные планы.
Кчислу наиболее важных принципов Тагути в области качества можно отнести следующие.
1.Важная мера качества изделия – общие потери, которые несет из-за него общество.
2.В конкурентной экономике условиями выживания в бизнесе являются одновременные непрерывные улучшения качества продукции и снижение затрат на ее производство и эксплуатацию.
3.Программа непрерывного улучшения качества включает непрерывное уменьшение разбросов выходных характеристик изделия относительно их заданных номинальных значений.
Модели процессов по Тагути. На рис. 11.3 показана блок-схема изделия, которая может быть также использована для представления производственного процесса. Отметим, что данная схема имеет сходство с изображенной на рис.
11.1.
Отклик обозначен как Y. Факторы, влияющие на отклик, могут быть разбиты на 4 следующих класса.
1.Сигнальные факторы, М. Это факторы (выходные параметры), которые устанавливаются пользователем для того, чтобы достичь заданного значения выходной характеристики или выразить желаемый выход.
2.Управляемые факторы, Z. Это набор параметров изделия, за чьи значения ответственен разработчик. Каждый из управляемых факторов может принимать несколько значений, которые называют уровнями. Цель процесса
225
Глава 11. Методы и инструменты менеджмента качества
проектирования – определить наилучшие уровни этих факторов. Для определения наилучших уровней можно использовать разные критерии, например можно максимизировать стабильность и робастность проектирования при поддержании минимальных затрат.
Рис. 11.3. Блок – схема изделия (процесса)
3.Масштабно-выравнивающие факторы, R. Это специальные виды управляемых факторов, которые можно легко регулировать для достижения желаемого функционального соотношения между сигнальным фактором и откликом у. Например, пороговое напряжение в цифровой связи можно легко отрегулировать для того, чтобы изменить относительные ошибки при передаче нуля и единицы.
4.Факторы помех, х. Это неуправляемые факторы, влияющие на отклик у, и их уровни изменяются для разных единиц изделия, условий окружающей среды и моментов времени. Могут быть известны или определены только статистические характеристики факторов помех, но не их действительные значения.
Существуют 3 типа факторов помех.
1.Внешние относительно изделия, такие как условия нагружения, температура, влажность, пыль, напряжение питания, вибрации, вызванные работающим рядом механизмом, и ошибки человека при эксплуатации изделия. Внешними относительно процесса факторами являются состояние окружающей среды (загрязнение, влажность, температура, давление и др.), напряжение в электрической сети, вибрации и шум от рядом работающих механизмов и др.
2.Несовершенства производства. К ним относится изменчивость выходных характеристик для различных единиц изделия. Ее возникновение неизбежно в ходе производственного процесса. Примеры несовершенства производства
–низкое качество заготовок и полуфабрикатов, оборудования и оснастки, плохая квалификация исполнителей на рабочих местах, ошибки в проектировании процесса изготовления и др.
3.Деградация. В начале эксплуатации все выходные характеристики изделия могут совпадать с заданными значениями, но год от года значения отдельных характеристик могут изменяться, что приводит к деградации свойств.
226
Раздел II. Системы и инструменты управления качеством
Это имеет место и в отношении оборудования и оснастки в процессе производства.
Пусть зависимость отклика у от сигнальных, управляемых, масштабно выравнивающих и связанных с помехами факторов имеет вид:
y f x,M;z, R
Функция f состоит из двух частей:
1) g(М; z, R) – прогнозируемое и желаемое функциональное отношение между у и М, z, R;
2) е(х, М; z, R) – непрогнозируемая и нежелательная часть этого отношения. Имеем:
y g M;z,R e x,M;z,R
Цель проектирования – максимизация прогнозируемой части и минимизация непрогнозируемой части с помощью подходящего выбора уровней z и R. В качестве комбинированной меры степени предсказуемости используется отношение средних квадратических отклонений для g(М; z, R) и е(х, М; z, R). Степень предсказуемости равна Sg/Se. Она не зависит от масштаба. По аналогии с теорией связи берут 10lgSg/Se и называют эту величину отношением сигнал/шум (S/n). Таким образом, цель обеспечить максимум отношения
S/n = сигнал/шум
Это отношение является выражением квадратичной функции потерь.
Для использования этого отношения в объектах разной физической природы предложено несколько разных вариантов вычисления отношения S/n. Если, например, необходимо минимизировать число дефектов, принимается следующее выражение («меньше – лучше»):
10lg 1 yi2n
где yi – соответствующая характеристика (число дефектов);
n – число наблюдений: чем больше дефектов, тем меньше S/n, а максимизация S/n наоборот, соответствует росту качества.
Для максимизации, например, прочности, используется соотношение «больше – лучше»:
1
1
10lg
y2
n
Этапы и методы проектирования изделий и процессов по Тагути. Тагути ввел трехстадийный подход к установлению номинальных значений параметров изделия или процесса и допусков на них: системное проектирование, параметрическое проектирование и проектирование допусков.
Системное проектирование – процесс применения научных и научных знаний к разработке модели изделия. Модель изделия определяет начальные значения параметров изделия (или процесса). Системное проектирование включает учет как требований потребителя, так и производственных условий.
Параметрическое проектирование рекомендуется выполнять в два эта-
па:
227
Глава 11. Методы и инструменты менеджмента качества
•определение уровней управляемых факторов (Z), которые мини» чувствительность ко всем факторам помех (х). Это собственно параметрическое проектирование;
•оптимизация значений Z в найденной области их изменения с учетом факторов помех. Это оптимальное проектирование.
Проектирование допусков - процесс определения допусков вблизи номинальных значений, которые идентифицированы с помощью параметрического и оптимального проектирования.
Эксперименты с параметрами проектирования можно осуществить двумя способами: физические эксперименты, расчеты на компьютере.
Г.Тагути рекомендует использовать статистическое планирование экспериментов для не менее чем 4 различных целей.
1.Идентификация значений параметров проектирования, при которых влияние источников помех на выходную характеристику минимально.
2.Идентификация значений параметров проектирования, которые уменьшают затраты без ущерба качеству.
3.Идентификация таких параметров проектирования, которые значительно влияют на среднее значение выходной характеристики, но не влияют на ее разброс. Подобные параметры могут быть использованы для изменения среднего значения.
4.Идентификация таких параметров проектирования, влияние которых на выходные характеристики несущественно. Допуски на подобные параметры могут быть ослаблены (уменьшены с уменьшением стоимости).
Заслуга Тагути заключается в том, что он сумел найти сравнительно простые и убедительные аргументы и приемы, которые сделали планирование эксперимента в области обеспечения качества реальностью.
11.4. Методы административного управления. «Семь новых инструментов контроля качества»
Эти инструменты разработаны в Японии (в 1980–1988 годах) и получили название «Семь инструментов управления».
Диаграмма сродства (affinity diagram). Диаграмму сродства используют для группирования идей (причин, показателей, последствий, проблем и т.п.) объединенных общим характером, природой этих идей. Такая классификация способствует повышению эффективности использования этих идей, поиску новых идей.
Эта диаграмма служит для определения причин нарушения процесса и их систематизации для облегчения поиска мер, направленных на их исключение. Например, важной задачей является нахождение правильных методов осуществления научных исследований и разработок с учетом условий, складывающихся в современном обществе в «эпоху высокоэффективных технологий». При этом важным оказывается вопрос, как изменить существующую систему обеспечения качества, чтобы она соответствовала новым требованиям. Каждая такая тема характеризуется множеством словесных данных. Диаграмма срод-
228
Раздел II. Системы и инструменты управления качеством
ства представляет собой метод систематизации основных проблем, требующих решения, подобранных по принципу сродства того количества словесных данных, которое относится к этим проблемам.
Например, производственные затраты можно сгруппировать по следующей схеме.
назначена для ранжирования родственных факторов (условий, причин, показателей) по силе связности между ними.
1.Причинно-следственная диаграмма позволяет выявить факторы, влияющие на какой-либо параметр процесса.
2.Диаграмма сродства дает возможность сгруппировать их по признаку внутренней общности.
3.Диаграмма взаимосвязей служит инструментом выявления внутри каж-
дой группы наиболее важных, приоритетных факторов.
Эта диаграмма составляется для того, чтобы проблемам, требующим разрешения, зафиксированным в диаграмме сродства, поставить в соответствие основные причины, вызвавшие их появление, например, диаграмма зависимостей, указывающая причины несовпадения параметров опытных образцов изделия по его проекту.
На диаграмме, показанной на рис. 11.4, приведено несколько факторов, которые рассматриваются как первичные и вторичные причины несовпадения: зависимости между ними показаны стрелками.
Рис. 11.4. Пример диаграммы взаимосвязей причин травматизма
229
Глава 11. Методы и инструменты менеджмента качества
Классификация этих причин по важности осуществляется с учетом используемой технологии, числовых данных, характеризующих причины и т.д.
Чтобы оценить значимость взаимного влияния подсчитывают количество входящих и выходящих стрелок на каждом факторе.
Древовидная диаграмма (tree diagram). Диаграмма дерева исследует все возможные причины на основании множества последовательных шагов. После определения с помощью диаграммы взаимосвязей наиболее важных проблем с помощью древовидной диаграммы ищут методы решения этих проблем.
Эта диаграмма используется в качестве метода системного определения оптимальных средств решения возникших проблем и строится в виде многоступенчатой древовидной структуры, элементами которой являются различные средства и способы решения. Как правило, иерархические структуры типа «дерево» применяются для анализа возможности решения некоторой сложной проблемы.
Анализ может осуществляться в разных аспектах, например, для:
•выявления тех подпроблем, совокупность которых отражает сущность сложной исходной проблемы (в этом случае дерево представляет собой дерево проблем);
•определения набора средств, с помощью которых может быть обеспечено решение исходной проблемы (дерево становится деревом средств или деревом мероприятий);
•обозначения или иерархического упорядочения тех целей, для достижения которых выполняется некоторый проект или программа (дерево целей);
•выбора оптимального набора средств, обеспечивающих решение исходной сложной проблемы (дерево решений);
•распространения ресурсов (например, финансовых), выделяемых для решения отдельных подпроблем сложной проблемы (дерево относительных важностей);
•прогнозирование возможности решения отдельных подпроблем сложной проблемы (дерево прогнозов).
Применяются и другие виды деревьев: дерево свойств, дерево показателей, дерево классификационное, дерево дефектов, дерево полезностей, дерево функций, дерево взаимосвязей, дерево ресурсов.
Практически все перечисленные выше виды деревьев могут рассматриваться как частные случаи дерева проблем. Поскольку оно наиболее часто используется на практике, последующий материал будет излагаться на наиболее часто встречающемся дереве проблем.
Всовременных условиях древовидные структуры наиболее часто и широко используются в системном анализе, прогнозировании, квалиметрии и в теории принятия решений.
Основное понятие – свойство (представлено одной из ветвей дерева). Свойства бывают сложные (делимые на менее сложные) и простые (эле-
ментарные, неделимые).
Вдереве проблем аналогом свойства является – проблема, в дереве целей