

Управление качеством в приборостроении
.pdfРаздел I. Методы и средства управления качеством
____________________________________________________________________
Таблица 6.3 Оценки вероятности обнаружения дефектных изделий
Число дефектных из- |
Вероятность |
Кумулятивная вероятность |
делий |
|
|
0 |
0,2146 |
0,2146 |
1 |
0,3389 |
0,5535 |
2 |
0,2586 |
0,8122 |
3 |
0,127 |
0,9392 |
4 |
0,0451 |
0,9844 |
5 |
0,0124 |
0,9967 |
6 |
0,0027 |
0,9994 |
7 |
0,0005 |
0,9999 |
8 |
0,0001 |
0,999998 |
9 |
0,000001 |
0,999999 |
В правой части табл. 6.3 приведены результаты расчета так называемой кумулятивной вероятности, т.е., накопленной вероятности F(n,z). Величина F(n,z) позволяет оценить накопление дефектных изделий в выборке, их общее число равно:
F(n, z) |
z |
|
P(n, k) , |
(6.4) |
k 0
где k – число дефектных изделий, для которых выполняется расчет. Допустим, что k = 4. Тогда (по данным таблицы):
z
F(30,4) = P(30,4) = 0,2146 + 0,3389 + 0,2586 + 0,1270 + 0,0451 =
k 0
0,9844.
Кумулятивная вероятность показывает тенденцию наполнения выборки негодными деталями. Данные таблицы являются начальной информацией, которая далее позволит полностью определить условия контроля с помощью выборки. На данном этапе это только информация для изучения. Графики плотности вероятности показаны на рис. 6.4.
Рис. 6.4 График плотности вероятности
151
Глава 6. Контроль и испытания приборов
________________________________________________________________________________
Гипергеометрическое распределение. Гипергеометрическое распределение характеризуется следующими зависимостями:
|
Cz Cz |
|
k |
|
|||
P(n, z) |
ND |
N ND |
; F(n, z) P(n, z); |
(6.5) |
|||
CnN |
|||||||
|
|
k 0 |
|
||||
z q n; |
2 n p q |
N n |
. |
|
|||
|
|
||||||
|
|
|
|
N 1 |
|
||
Характер графиков Р(n,z) и F(n,z) не отличается от ранее рассмотренных. Сам закон более точно отражает ситуацию, когда выборка не возвращается в генеральную совокупность, что обычно имеет место на производстве.
Распределение Пуассона. Распределение Пуассона является предельным для биноминального распределения, когда вероятность (z < 0,1) мала, число событий велико, а математическое ожидание z = q×n появления дефектных изделий является ограниченным числом.
Это распределение часто называют законом распределения редких событий. При таких условиях формула
P(n, z) |
n! |
z pn z |
(6.6) |
||
|
|
||||
z!(n z)! |
|||||
|
|
|
|||
заменяется на формулу
|
|
|
P(n, z) |
n q z |
enq ; |
|
(6.7) |
|
|
|
|
|
|
z! |
|
|
|
|
|
причем |
|
|
|
|
|
|
|
|
|
|
|
|
z 2 q n. |
|
|
|
|||
|
|
|
|
|
|
|
|
Таблица 6.4 |
|
|
|
Сопоставление распределений |
|
|
|
||||
|
|
|
|
|
|
|
|
||
|
Число де- |
Вероятность биноминального распределения P(n,z) |
|
|
|||||
|
фектных |
|
|
|
|
|
|
Вероятность |
|
|
изделий |
|
|
|
|
|
|
распределения |
|
|
z |
q = 0,5 |
q = 0,1 |
|
|
q = 0,05 |
q = 0,05 |
Пуассона |
|
|
|
n = 6 |
n = 30 |
|
|
n = 60 |
n = 300 |
|
|
|
0 |
0,156 |
0,0424 |
|
|
0,0461 |
0,0490 |
0,0498 |
|
|
3 |
0,3125 |
0,2361 |
|
|
0,2298 |
0,2252 |
0,2240 |
|
|
10 |
0 |
0,004 |
|
|
0,0006 |
0,0008 |
0,008 |
|
6.3. Выборочный приемочный контроль и качество измерений
Условия выборочного контроля наиболее адекватно отражает гипергеометрический закон распределения, рассмотренный выше. Два других закона используются для упрощенных оценок.
Решение о качестве партии изделий, принимаемой в результате, выборочного контроля, требует определения объема выборки п при заданных уровне дефектности и так называемом браковочном числе Ас.
С позиции теории, такое решение относят к решениям минимизирующим
152
Раздел I. Методы и средства управления качеством
____________________________________________________________________
риск, и оно требует нахождения оперативной характеристики, которая определяется следующим образом:
F(q) |
z Ac |
|
P(n, z) , |
(6.8) |
z 0
где F(q) – вероятность приемки партии изделий, среди которых доля дефектных изделий составляет q;
Ас – приемочное число (допустимое число дефектных изделий в выборке
n);
Р(n,z) – вероятности появления в выборке бракованных изделий, когда z последовательно принимает значения от 0 до Ас.
Иными словами это кумулятивная вероятность и ее можно определить по формуле:
zAc
P(n, z) P(60,0) P(60,1) P(60,2) P(60,20) ,
z 0
где n для примера принято равным 60, а z заранее неизвестно и принято в диапазоне 0–20.
Оперативную характеристику можно представить в виде графика F(q) = f(q%), зафиксировав значение n, при заданных значениях Ас и N.
Например, используя гипергеометрический закон распределения при q от нуля до 10, при N = 1200; n = 100 и Ас = 3 получим:
z Ac |
|
Ac |
n Ac |
|
3 |
100 3 |
|
P(n, z) |
CN |
CN Nq |
|
C1200 |
C1200 q1200 |
|
|
|
|
|
|
|
, |
||
|
CnN |
|
C1200100 |
||||
z 0 |
|
|
|
|
|
где N = 1200 – объем партии;
Nq = q N – объем дефектных деталей в партии.
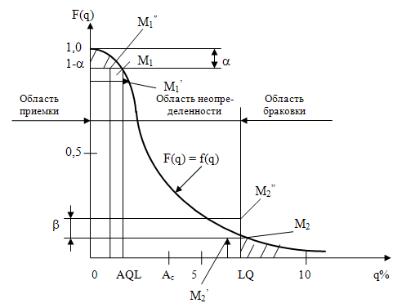
На рис. 6.5 показаны: – риск поставщика; – риск заказчика; АQL – приемочный уровень дефектности (ассерt – принимать; quality – качество; level
– уровень); LQ – браковочный уровень дефектности.
Рис. 6.5 Оперативная характеристика плана приемочного контроля
153
Глава 6. Контроль и испытания приборов
________________________________________________________________________________
На кривой F(q) = f(q) совпадение заданных АQL и (1 – ) в точке M1 и LQ и в точке М2 маловероятно, что и показано на рисунке. Другими словами кривая F(q) = f(q) должна быть согласована с величинами АQL, , LQ и .
6.4. Кривая оперативной характеристики
Вычисление вероятности принятия партии изделий заданного качества при данном плане выборочного контроля иллюстрируется в следующем примере.
Пример 6.3. В плане выборочного контроля N = 50, n = 20 и с = 0. Рассмотрим проблему вычисления вероятности принятия партии изделий, доля брака в которой составляет 4%. Количество бракованных изделий в партии равно
N(p) = (50) (0,04) = 2
Таким образом, партия принимается, когда выборка содержит нуль бракованных изделий при возможном наличии двух дефектных деталей в партии или 20 годных из 48 годных деталей партии.
Используя гипергеометрическую функцию, вероятность принятия партии, обозначаемую Ра, можно определить следующим образом:
|
|
48 |
|
2 |
|
|
|
48! |
|
2! |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
20 |
|
0 |
|
|
|
|
|
|
|
|||||
Pa |
|
|
|
|
|
20!28! |
0!2! |
0,35 |
||||||||
|
|
50 |
|
|
|
50! |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
20 |
|
|
|
|
20!30! |
|
|
||||||
|
|
|
|
|
|
|
|
|
||||||||
Для ускорения вычислений можно использовать таблицы данных, но, тем не менее, эти расчеты являются трудоемкими.
Если N относительно n велико, то вероятность принятия Ра мало, зависит от N, т. е. при данном уровне качества, определенной долей брака в партии, величина Ра зависит главным образом от величины выборки га и показателя приемки с. При большом значении N для расчета приближенной величины Ра можно использовать биноминальную функцию распределения. Кроме того, если р невелико, для расчета приближенной величины Ра можно использовать функцию распределения Пуассона. Данная процедура расчета иллюстрируется следующим примером.
Пример 6.4. План выборочного контроля: n = 30 и с = 1. Необходимо определить вероятность приемки партии изделий при доле брака 4%.
Пусть d означает количество брака. Используя модель биноминального распределения, получаем:
|
|
n |
1 |
|
30 |
0,04 d 0,96 30 d 0,96 30 |
|
30! |
|
0,04 0,96 29 |
|
||||
Pa |
c |
|
|
pd qn d |
|
|
|
|
|
|
|
|
0,661 |
||
|
|
|
|
|
|||||||||||
|
d |
d 0 |
|
d |
|
|
1!29! |
|
|
||||||
|
d 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Используя модель распределения Пуассона, получаем
154
Раздел I. Методы и средства управления качеством
____________________________________________________________________
Pa |
c |
np np d |
|
1 |
1,20 1,20 d |
e |
d! |
e |
0,663. |
||
|
d 0 |
|
d 0 |
d! |
Основной целью при выборе плана выборочного контроля является получение плана, обеспечивающего определение партий изделий, которые могут быть приняты без дальнейшей проверки, и партий, которые должны быть подвергнуты 100-процентному контролю для определения брака.
Эта проблема является прежде всего экономической проблемой. Основную помощь при принятии ршения о плане выборочного контроля оазывает кривая оперативной характеристики (кривая ОХ).
Построение кривой ОХ включает вычисления вероятностей приемки для различных значений p. Эти расчеты были показаны ранее.
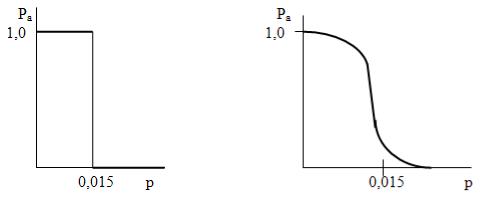
План выборочного контроля должен обеспечивать выявление партий изделий, находящихся в области рентабельного уровня качества. Например, если стоимость контроля единицы изделия 0,15 руб. и издержки на единицу изделия, связанные с необнаруженным браком, составляют 10 руб., то рентабельный уровень качества продукции равен 0,15 руб./10 руб. или 0,015. Теоретическая идеальная кривая ОХ приводится на рис. 6.6 Партии изделий с уровнем качества выше, чем р = 0,015, имеют вероятность приемки, равную 1,0. Партии изделий с уровнем качества ниже, чем р = 0,015, имеют вероятность приемки, равную нулю.
Любой план выборочного контроля включает возможные ошибочные решения. Таким образом, идеальной кривой ОХ не существует. Однако анализ теоретической кривой ОХ показывает, что план выборочного контроля с хорошим выделением области безубыточного уровня качества имеет крутую кривую (см. рис. 6.7.
Улучшить распознавание плана выборочного контроля можно путем пропорционального увеличения величины выборки п и приемочного числа с. Увеличение n приводит к увеличению крутизны кривой оперативной характеристики, а приемочного числа – к изменению кривой по направлению ближе или дальше от начала координат.
Рис. 6.6 Идеальная кривая |
Рис. 6.7 Оптимальная кривая |
оперативной характеристики |
оперативной характеристики |
155
Глава 6. Контроль и испытания приборов
________________________________________________________________________________
6.5. Качество измерений
Напомним, что в соответствии с положениями теоретической метрологии измерение может выполняться с использованием шкалы порядка (уровней), шкалы интервалов и шкалы отношений.
Во втором и третьем случаях результат измерения является случайной величиной и может записываться выражением:
Q = X + , или Q = Х + , (6.9)
где X – показание средства измерения;– поправка.
Величина X характеризует правильность показаний, а поправка – точность измерений. По этим параметрам измерительная техника разделяется на классы точности в соответствии с допускаемой погрешностью измерений.
Приведенная погрешность измеряется в процентах от верхнего предела измерений, относительная погрешность – от результата самого показания.
Используется ряд классов точности, в том числе: 0,1, 0,2, 0,5, 1,0, 1,5, 2,5, 4,0. Характеристикой класса является относительная погрешность, указываемая в процентах: 0,1, 0,5, 4,0.
Правильность результата измерения обеспечивается совпадением среднего значения измерений со значением измеряемой величины.
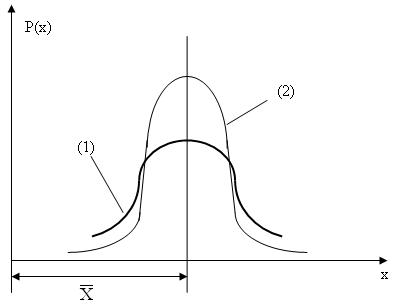
Значение X – величина случайная, поправка 0 не является случайной, она характеризирует относительную погрешность измерения.
На рис. 6.8 показано распределение плотности вероятности при точных измерениях (1) и менее точных (2).
Рис. 6.8 Распределение плотности вероятности при двух классах точности измерений
Если значение поправки с течением времени не меняется, то при многократном измерении постоянного размера одним и тем же средством измерений (в одинаковых условиях) получим:
156
Раздел I. Методы и средства управления качеством
____________________________________________________________________
|
|
1 n |
|
|
|
|
|
Q |
X , |
|
|||||
|
Q |
(6.10) |
|||||
|
|||||||
|
|
n |
i |
|
|
|
|
|
|
1 |
|
|
|
|
|
где Q – средний арифметический результат измерений; n – количество измерений;
X – среднее значение показания при измерении;
– значение поправки;
= соnst.
Это выражение показывает, что точность многократного измерения выше, но правильность такая же, как и при однократном измерении.
Пример 6.5. При метрологической аттестации вольтметра в нормальных условиях выполнено 100 измерений образцового напряжения в различных точках шкалы. Установлено, что распределение вероятности с дисперсией sи2 напряжение равно 1,5В. Смещение среднеарифметического значения в сторону меньших значений с вероятностью 0,95 достигает 0,3В. Необходимо сравнить качество однократных и многократных измерений.
Решение. Из результатов аттестации следует, что в показания вольтметра нужно вносить поправку u = +0,3 В.
Стандартная ошибка (среднеквадратичное отклонение) составляет:
Su 
 1,5 1,22 B.
1,5 1,22 B.
Если показания вольтметра U = 20 В, то результат измерения можно записать в виде:
U = (20 + 0,3) ± t Su = 20,3 ± 2,1 1,22 = 20,3 ± 2,56 В.
Результат измерения: 17 = 17,74 ... 22,86 В Точность многократного измерения выше, и соответствующие показате-
ли качества измерения при девяти отсчетах составят:
u 0,3 B и |
S |
|
S |
u |
|
|
1,22 |
|
0,406 В. |
|
|
|
|
|
|
|
|||||
|
|
|
||||||||
|
un |
|
|
n |
9 |
|
|
|||
|
|
|
|
|
|
|||||
Допустим, вольтметр дал девять показаний: 20; 21; 20,5; 21; 20,5; 21,5;
20,5; 20,5; 21,2. Тогда X = 20,74.
Результат измерения можно записать следующим образом:
U = (20,74 - 0,3) ± t 0,406 = 20,04 ± 0852 В,
U = 20,188... 21,892,
Погрешность составляет ~ 4% ( = 0,852 от 21,04).
При одновременном измерении одного и того же размера (параметра) разными средствами нужно верно квалифицировать исходную информацию. Допустим, что точность и правильность однократных измерений отдельными средствами измерений неизвестны, но в паспортных данных приборов приводится значение поправки, которую нужно внести в показание. Результат измерения Q = X + можно рассматривать как сумму двух случайных величин:
|
|
1 |
m |
1 |
m |
|
|
|
|||||
Q |
|
xi |
|
Qi , |
(6.11) |
|
|
|
|||||
|
|
m 1 |
m 1 |
|
||
157

Глава 6. Контроль и испытания приборов
________________________________________________________________________________
где m – число измерений.
Если X и подчиняются нормальному закону распределения, то точность и правильность определяют с использованием формул:
2 |
|
|
1 |
|
m |
|
|
|
2 |
|
||||
|
|
|
|
|
|
|
|
|||||||
S |
|
|
|
|
|
|
X , |
(6.12) |
||||||
|
|
|
||||||||||||
|
X |
|
m(m |
1) |
1 |
Xi |
|
|
|
|
|
|||
2 |
|
|
|
1 |
|
m |
|
|
|
2 |
|
|||
|
|
|
|
|
|
|
|
|
||||||
S |
|
|
|
|
|
Q |
Q . |
|
||||||
|
m(m 1) |
|
||||||||||||
|
|
|||||||||||||
Q |
|
1 |
i |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
В рассматриваемом случае поправка ( рассматривается как случайная величина. Такая процедура называется рандомизацией. Приведенные формулы показывают, что рандомизация результата измерения одного и того же параметра улучшается и по точности и по, правильности.
Пример 6.6. В табл.6.5 приведены числовые значения одиннадцати измерений одного и того же параметра разными средствами измерений. Даны поправки 0}, заимствованные из паспортных данных. Вычислим средние значения измеренного параметра и поправок приборов:
|
|
1 |
11 |
|
1 |
11 |
|
||||
|
X |
|
|
|
Xi 48,4; |
|
|
|
|
Qi |
0,03. |
|
11 |
11 |
|||||||||
|
|
|
1 |
|
|
1 |
|
||||
После этого определим, в каких пределах находится измеряемое значение и каковы показатели качества результата измерения.
Таблица 6.5
|
|
Номер прибора |
X1 |
Qi |
|
|
|
|
|
1 |
48,3 |
0,3 |
|
|
|
|
2 |
48,5 |
-0,1 |
|
|
|
|
3 |
48,2 |
0 |
|
|
|
|
4 |
48,5 |
-0,5 |
|
|
|
|
5 |
48,4 |
0,2 |
|
|
|
|
6 |
48,6 |
-0,3 |
|
|
|
|
7 |
48,5 |
0,1 |
|
|
|
|
8 |
48,4 |
0 |
|
|
|
|
9 |
48,6 |
-0,4 |
|
|
|
|
10 |
48,0 |
0,5 |
|
|
|
|
11 |
48,4 |
-0,1 |
|
|
|
|
|
|
|
|
Решение |
1. |
Среднее значение показания и поправки: |
||||
|
|
|
|
|
|
|
X = 48,4; Q = –0,03.
2. Определим дисперсию X и Q :
2 |
|
|
|
1 |
m |
|
|
|
2 |
|
1 |
11 |
2 |
|
||||
|
|
|
|
|
|
|
|
|
|
|||||||||
S |
|
|
|
|
|
m(m 1) |
1 |
Xi X |
= |
|
|
1 |
Xi 48,4 |
0,003; |
||||
X |
110 |
|||||||||||||||||
2 |
|
|
|
1 |
m |
|
|
|
2 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
S |
|
|
|
m(m 1) |
|
|
=0б008; |
|
||||||||||
|
|
Q |
|
1 |
i |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
3.Результат измерения:
158
Раздел I. Методы и средства управления качеством
____________________________________________________________________
Q= X + = 48,4 + (-0,03) = 48,37 .
4.Дисперсия результата измерения:
2 |
|
2 |
|
2 |
|
|
|||
S |
|
|
S |
|
|
S |
|
|
0,003 0,008 0,011. |
|
Q |
|
X |
|
|
||||
S2 0,011 0,105.
Q
5. С вероятностью, равной 0б95, можно утверждать, что значение (результат) не отличается от результата измерения больше, чем на 2,1SQ , поэтому из-
меряемое значение:
Q 48,3 2,1Q 48,3 0,22 ;
2,1Q 0,22
Q = 48,15 … 48,59.
Погрешность = (0,22/48,37) 100% = 0,45%, класс 0,5.
6.6. Оценка эффективности измерительных приборов
Оценка эффективности измерений того или иного показателя производственного процесса очень важна, так как процесс измерений является составляющей частью формирования погрешностей, влияет на экономические показатели, производительность и на качество выпускаемой продукции в целом. Оценка эффективности включает две основные составляющие.
Повторяемость – характеристика вариации измерений какого либо параметра, производимых одним контролером и одним измерительным средством.
Воспроизводимость – характеристика вариации измерений, наблюдаемой, когда несколько контролеров используют один инструмент для измерения одного и того же параметра.
Процедура, с помощью которой анализируются повторяемость и воспроизводимость, формирует так называемые Gage R&R-карты (Repetition & Reproduction). На этих контрольных картах наглядно отображаются особенности используемых на производстве инструментов и раскрывается квалификация котроллера – оператора в процессе контрольных измерений. Здесь может быть использован дисперсионный анализ и метод среднего и размаха.
Пример 6.7. Три оператора (1,2 и 3-й) выполняли по 24 измерения детали. Результаты измерений сведены в таблицу 6.6. Оценить с помощью программы Gage R&R качество контроля, квалификацию контролеров.
Таблица 6.6
1 контролер |
2 контролер |
3 контролер |
|||
14 |
15 |
9 |
14 |
9 |
11 |
15 |
16 |
11 |
8 |
10 |
11 |
15 |
16 |
8 |
11 |
10 |
9 |
17 |
17 |
7 |
10 |
10 |
10 |
15 |
17 |
11 |
13 |
9 |
11 |
15 |
16 |
9 |
14 |
9 |
10 |
159
Глава 6. Контроль и испытания приборов
________________________________________________________________________________
16 |
16 |
11 |
11 |
10 |
11 |
14 |
14 |
9 |
12 |
11 |
10 |
16 |
15 |
16 |
10 |
11 |
10 |
15 |
15 |
12 |
13 |
10 |
9 |
16 |
16 |
8 |
15 |
9 |
11 |
16 |
14 |
12 |
10 |
9 |
10 |
В результате обработки данных определена дисперсия измерений, из представленной распечатки следует, что изменчивость данных на 75% зависит от операторов (воспроизводимость) и на 25% от инструментов (повторяемость). Не останавливаясь на анализе всех возможных результатов, представленных ниже отметим, что наивысшей квалификацией обладает третий оператор.
Analysis Summary
Operator variable: oper
Part variable: part
Trial variable: prob
Measurement variable: izmeren
3 operators 12 |
parts 2 trials |
|
|
Average range = |
1,86111 |
Range of x-bars = 5,45833 |
|
|
Estimated |
Estimated |
Percent |
|
Sigma |
Variance |
of Total |
--------------------------------------------------------------------------
Repeatability |
1,63702 |
2,67984 |
24,96 |
Reproducibility |
2,83816 |
8,05517 |
75,04 |
--------------------------------------------------------------------------
R & |
R |
3,27643 |
10,735 |
100,00 |
The |
StatAdvisor |
|
|
|
--------------- |
|
|
|
|
|
Based on a study involving 3 operators, each measuring 12 parts 2 |
|||
times, |
the estimated standard deviation of the measurement process for |
|||
izmeren equals 3,27643. |
Of the total |
variance, |
75,0365% is due to |
|
differences between operators (Reproducibility) |
while 24,9635% is due |
|||
to the |
instrument (Repeatability). To estimate |
the range of error |
||
this implies, select Gage |
Report from |
the list |
of Tabular Options. |
|
160