

Управление качеством в приборостроении
.pdfРаздел I. Методы и средства управления качеством
____________________________________________________________________
1.13. Методы экспертных оценок 1.13.1. Организация экспертизы. Метод прямого ранжирования
Экспертные методы оценивания показателей качества применяют тогда, когда использование технических средств измерения невозможно или технически не оправданно. В частности, в технологии приборостроения, когда используется большое количество трудно формализуемых понятий, таких, например, как технологичность. Экспертные методы используют, например, для оценивания эргономических и эстетических показателей, в спорте, в гуманитарных областях наук. Используются все виды измерительных шкал, вплоть до шкалы отношений.
Экспертные оценки могут явиться важным источником информации при решении задач управления, формирования целевой функции управляемых объектов, выборе влияющих переменных, определяющих характер протекающих в них процессов, и т. п.
Экспертные оценки отражают опыт, интуицию и знания специалистов относительно исследуемого объекта и, несмотря на их субъективность, содержат полезную объективную информацию. Под экспертным оцениванием мы будем понимать методы выявления, формализации и обработки неявной, качественной, субъективной информации, которая может содержаться в мнениях, поведении и высказываниях людей. Задачей экспертного оценивания является получение количественного описания объекта управления путем обработки данных, полученных в результате направленного опроса специалистов.
Исследование, проводимое группой специалистов, состоит из нескольких этапов.
1.Формулирование конкретной цели исследования.
2.Выбор экспертов, которые должны быть опрошены.
3.Выбор метода опроса.
4. Разработка опросного листа (анкеты). |
Анкета состоит из вопросов, |
на которые эксперты должны дать ответ |
в определенной форме. Ответ |
j-го эксперта на i-й вопрос анкеты будем обозначать через хij.
5.Обработка результатов опроса.
Опыт показывает, что к опросу следует привлекать экспертов, при-
надлежащих к возможно большему числу различных направлений или научных школ в соответствующей области. Это позволяет рассмотреть объекты с различных точек зрения и ограждает от ошибок, связанных с неправильной постановкой задачи. При составлении экспертной группы необходимо предусмотреть возможность взвешивания ответов экспертов согласно их компетентности. Учет компетентности экспертов может существенно изменить результаты обработки данных опроса.
Метод опроса в значительной степени определяется особенностями исследуемого процесса, числом экспертов, располагающих необходимой информацией, а также временем и средствами, имеющимися в распоряжении исследовательской группы. Под методом опроса мы будем подразумевать метод со-
51
Глава 1. Качество продукции. Предмет и область управления качеством
____________________________________________________________________
ставления анкеты, число вопросов в анкете и число повторных опросов, позволяющих скорректировать анкета на основе предыдущих опросов.
Опрос может быть очным и заочным. При заочном опросе личный контакт исследователя с экспертом отсутствует. Преимущество этого метода заключается в его простоте и дешевизне, однако этот метод дает большое число незаполненных или неправильно заполненных анкет. Очный опрос даст лучшие результаты, однако требует большой затраты времени и средств. Кроме того, во время личной беседы с экспертом исследователь, помимо своего желания, может определенным образом воздействовать на ответы эксперта. Поэтому предварительно должен быть составлен и испытан план личной беседы, а в процессе опроса исследователю необходимо строго придерживаться определенных заранее формулировок вопросов.
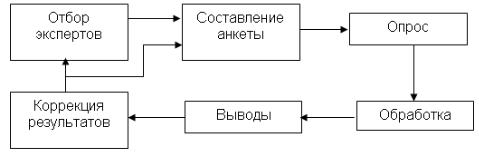
Таким образом, организацию экспертизы можно представить в виде следующей блок-схемы (рис. 1.12).
Рис. 1.12. Блок-схема организации экспертизы
Априорная информация, то есть, сведения об объекте, которыми располагают эксперты, чаще всего носит качественный характер. Поэтому для количественного представления такой информации нужно применять специальные методы. Один из способов измерения качественной информации связан с использованием порядковых шкал. Данные, измеренные в порядковой шкале, позволяют установить между объектами отношения "равно", "больше" или "меньше". Одним из методов измерения данных в порядковой шкале является метод ранжирования (упорядочения). Суть метода состоит в расположении объектов в порядке убывания или возрастания какого-либо свойства, присущего этим объектам. Обычно степень, с которой то или иное свойство присуще объектам, не поддается количественному измерению и оценивается только качественно.
Пусть n объектов, обладающих свойством X, расположены экспертами в порядке возрастания или убывания степени обладания этим свойством. Обозначим через xi место (ранг) i-го объекта среди остальных (n-1) объектов в этой
последовательности. Сумма рангов в таком ряду составляет |
(1.8) |
|||||
x |
|
n n 1) |
, |
|||
n |
|
|
|
|
|
|
i 1 |
i |
2 |
|
|
|
|
|
|
|
|
|||
где n – число ранжируемых объектов. Этот метод формализации априор-
52

Раздел I. Методы и средства управления качеством
____________________________________________________________________
ной информации обычно применяется, когда число ранжируемых объектов невелико (n < 16). Общее название такого метода – метод прямого ранжирова-
ния.
Степень связи между несколькими ранжированными рядами оценивается коэффициентом конкордации (коэффициентом согласия). Коэффициент конкордации определяет согласованность экспертов при ранжировании n объектов по степени обладания некоторым свойством X.
Пусть имеется n объектов 1, 2, ..., i, ..., n, в разной степени обладающих свойством X, и пусть m экспертов ранжируют эти объекты по свойству X.
Средний ранг в суммарном ранжировании составляет
a |
1 |
m n 1 . |
(1.9) |
|
2 |
||||
|
|
|
Сумма квадратов разностей между членами суммарного ранжирования и членами ряда, составленного из средних значений а, равна
n m |
1 |
||
|
|
||
S |
xij |
|
|
2 |
|||
i 1 |
|
||
j 1 |
|
||
2 |
|
|
(1.10) |
m n 1 . |
|
|
|
Величина S достигает максимума, когда все эксперты дают одинаковые ранжирования. Если определить согласованность экспертов как отношение реальной суммы квадратов разностей S к максимально возможной сумме Smax, получается выражение для коэффициента конкордации, предложенного Кендаллом
W |
S |
|
12S |
|
|
m2 n3 n . |
(1.11) |
||
Smax |
Величина W изменяется от 0 до 1. W = 1 означает, что все эксперты дали одинаковые ранжирования; W = 0 означает, что связь между ранжированием, данными m экспертами, отсутствует. Если в результатах ранжирования присутствуют совпадающие ранги, то формула для W имеет вид
|
|
|
|
|
W |
|
|
|
|
|
S |
, |
(1.12) |
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
1 |
|
|
m |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
m2 |
n 2 |
n m T j |
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|||||
|
|
|
|
|
|
|
|
|
j 1 |
|
|
|||
|
|
|
1 |
n |
|
|
|
|
|
|
|
|
|
|
где T |
|
|
t3 |
t |
|
|
; tij |
– число повторений i-го ранга в j-ом ряду. |
||||||
|
|
|
|
|||||||||||
|
j |
|
12 i 1 |
ij |
|
ij |
|
|
|
|
||||
Для оценки значимости коэффициента конкордации используется 2 распределение с числом степеней свободы = n – 1, которому подчинена величина m(n – 1). Проверка значимости сводится к проверке статистической гипотезы о равенстве коэффициента конкордацин нулю. При заданном уровне значимости q эта гипотеза отвергается, когда
2 m n 1 W 2 |
q, n 1 , |
(1.13) |
табл |
|
|
где х2табл – критическое (табличное) |
значение 2-распределения при |
|
числе степеней свободы = n – 1. В этом случае конкордация считается значимой. При n < 10 распределение величины Wm(n-1) отличается от 2-рас-
53
Глава 1. Качество продукции. Предмет и область управления качеством
____________________________________________________________________
пределения, поэтому для оценки значимости приходится пользоваться специальными таблицами. При n > 30 для проверки значимости используют нормальное распределение.
1.14. Основные задачи обеспечения качества продукции в приборостроении
Основной задачей приборостроения является выпуск продукции задан-
ного качества, с наименьшей себестоимостью, в заданные сроки.
Отсюда формулируются задачи для всех участников процесса – конструкторов, разрабатывающих изделия, технологов, разрабатывающих технологические процессы производства, потребителей продукции, производственных менеджеров и экономистов. Выделенные понятия являются комплексными, зависящими от большого количества составляющих, которые в зависимости от конечной цели вступают в противоречия и требуют введения в анализ дополнительных условий, критериев оптимизации. Так если для бытовых приборов главными показателями являются надежность и минимальная себестоимость, то для космических и военных использований определяющим помимо надежности могут быть минимальный вес и габариты или выпуск продукции в заданные, например, космическим запуском, сроки.
Важнейшим составляющим все же является качество продукции. Как было показано выше, качество продукции является комплексным, собирательным понятием и поэтому не может быть четко и однозначно нормировано. Показателями качества продукции в первую очередь являются точность выходных параметров (например, точность приборов времени), надежность, потребляемая мощность и другие. Однако основным среди перечисленных показателей является точность, даже если среди главных выходных параметров рассматриваемого устройства (например, фотоаппарата, кинокамеры и др.) показатель точности не имеет физического смысла. Дело в том, что в ТЗ (техническом задании) на разрабатываемое изделие задается перечень его выходных параметров и их допустимые отклонения (обычно предельные), а при испытаниях определяется степень соответствия полученных (достигнутых) параметров – заданным. Реализованные показатели – заданный вес, габариты, потребляемая мощность и другие могут быть обеспечены с заданной точностью приближения, исходя из элементной базы, производственных возможностей и большого количества других причин которые будут подробно рассмотрены в настоящей работе. Поэтому изучение проблем точности, оценки ее, разработки методов управления и обеспечения на различных этапах жизненного цикла изделия является важнейшей задачей для образовательного процесса подготовки инженерных кадров. В настоящее время в приборостроении решение этой задачи в основном базируется на опыте и квалификации персонала. В тоже время в последние годы появилось много работ, программных продуктов, где рассматриваются различные методы и средства, направленные на решение указанной проблемы. В ряду их может рассматриваться настоящая работа, которая может быть использована в реальной производственной практике.
Основные показатели изделия формируются исходя из условий его
54
Раздел I. Методы и средства управления качеством
____________________________________________________________________
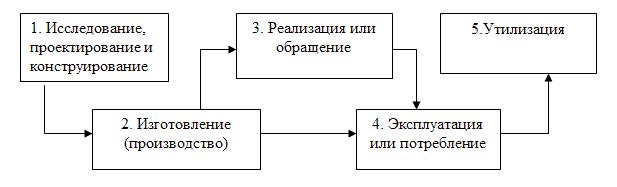
назначения, производства и эксплуатации. Существует понятие – жизненный цикл изделия, этапы которого показаны на рис.1.14.
Рис.1.14. Этапы жизненного цикла прибора Упрощенно формирование уровня качества прибора можно описать сле-
дующей последовательностью. Существует два варианта формирования технического задания на производство изделия. Первый – исходя из госзаказа на продукцию. Второй – определение параметров качества исходя их маркетинговых исследований, изучения потребностей рынка, на основе бизнес-плана определения объема выпуска, цены, себестоимости производства и других технических и экономических условий. В обоих случаях формируется техническое задание (ТЗ), где указываются основные показатели качества будущего изделия. ТЗ является исходным документом, которым руководствуется конструктор при разработке изделия. Выполнение (достижение) заданных показателей является творческим процессом, который зависит от опыта, квалификации, интуиции и других качеств разработчика. При выполнении расчетов могут быть использованы различные подходы, базирующиеся на:
•математическом моделировании, использовании известных аналитических зависимостей;
•физическом моделировании. При этом либо используются результаты эксперимента в чистом виде, либо, например, с помощью планирования факторных экспериментов или других методов определяется локальное математическое описание процесса или устройства.
Влюбом случае важным является обеспечение принципа инвариантности, т.е. достижение заданного уровня качества независимо от квалификации разработчика и от технических возможностей производителя.
Решение проблемы может быть достигнуто за счет использования системного подхода. Разработка системы управления качеством подразумевает использование целого ряда разнообразных средств и методов, которые могут быть использованы на различных этапах жизненного цикла изделия. К таким можно отнести следующие мероприятия:
•определение частных и суммарных показателей качества продукции и методов их совместного учета;
•нормирование показателей качества продукции;
•разработка методов расчета допустимых отклонений, анализа и синтез допусков при проектировании и производстве изделий, разработка и использование методов ―сквозного проектирования‖;
55
Глава 1. Качество продукции. Предмет и область управления качеством
____________________________________________________________________
•разработка методов создания и использования математических моделей приборов и технологических процессов их производства, оценка точности
истабильности;
•разработка технологических методов обеспечения точности и надежности при производстве;
•разработка методов испытаний приборов, позволяющих оперативно получить важнейшие показатели качества в условиях эксплуатации и прогнозировать его изменения;
•разработка процессов контроля, позволяющих на различных этапах жизненного цикла оценивать качество изделия, с учетом экономических ограничений;
•организация взаимосвязей с потребителями продукции с целью учета причин отказов изделий.
1.15. Конструктивно-технологическая характеристика приборов
Как следует из рис. 1.14 конструирование и технология производства приборов являются теми этапами жизненного цикла изделия, на которых формируется и обеспечивается качество изделий. На этих этапах возникают и учитываются основные погрешности, определяющие качество. В рамках системного подхода необходимо совместно рассматривать причины, методы и средства управления качеством продукции.
Системный подход – предполагающий совместное рассмотрение вопросов конструкторского, технологического, экономического, социального характера и других, является в настоящее время общенаучным направлением в инженерной практике. Система – это совокупность элементов, находящихся в определенной связи и объединенных для выполнения определенных целей.
Конструкция прибора – это совокупность деталей, находящихся в определенной электрической, пространственной, механической, тепловой, магнитной или энергетической взаимосвязи, обеспечивающей выполнение функционального назначения с заданной точностью и надежностью в условиях внешних помех. Она должна характеризоваться серийнопригодностью, т.е. возможностью повторения (воспроизводства) в условиях производства.
Технологический процесс – это часть производственного процесса, содержащая действия по изменению и последующему определению состояния объекта производства (прибора).
Анализ и синтез конструкций и технологических процессов является основным содержание деятельности инженеров приборостроителей.
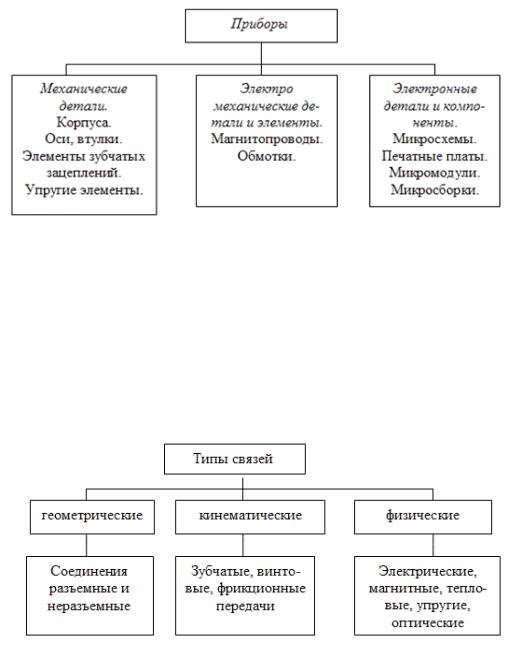
Современные приборы являются сложными устройствами, где используется большое количество разнообразных деталей, элементов, материалов, которые условно можно разделить на следующие группы:
56
Раздел I. Методы и средства управления качеством
____________________________________________________________________
Рис. 1.15. Детали и элементы приборов
Конструкция прибора представляет совокупность деталей и элементов, объединенных различными типами связей (рис. 1.16).
Таким образом, конструкция изделия представляет собой набор разнообразных элементов, объединенных в сложную систему, которая характеризуется с точки зрения выполнения заданных функций, уровнем выходных параметров. По мере развития техники указанные параметры изменяются в сторону ужесточения.
Рис. 1.16. Типы связей
Выполнение заданных требований проводится на основании глубоких исследований и конструкторско-технологической проработки изделия. При проектировании должны быть выбраны такие конструктивные решения, которые обеспечивают наибольшую долговечность. Точность выполнения геометрических параметров должна быть экономически целесообразной и обеспечивать надежную работу и эксплуатацию деталей, сборочных единиц и всего изделия в целом. Обеспечение показателей качества изделия (ПКИ) – одна из важнейших задач, решаемых на этапах конструирования и разработки технологических процессов.
Отсюда параметры изделий можно разделить на:
•геометрические – линейные и диаметральные размеры, показатели геометрического качества поверхностей, отклонения формы и взаимного
57
Глава 1. Качество продукции. Предмет и область управления качеством
____________________________________________________________________
расположения поверхностей;
•физические – связанные с магнитными свойствами и характеристиками электрического тока, упругими и прочностными, оптоэлектронными и полупроводниковыми.
Физические и геометрические величины, характеризующие качество при-
боров называют параметрами. Различают выходные параметры или функциональные, характеризующие разнообразные функции и ограничения данного изделия, (в дальнейшем изложении Yj). Например, потребляемая мощность и частота вращения микродвигателя, или уровень шума, создаваемый кинокамерой, или чувствительность приемника и др. Аргументами, влияющими и определяющими величину выходных параметров являются входные (или первичные) параметры (в дальнейшем xi). К входным параметрам относятся в первую очередь размеры и характеристики конструктивных элементов, например, удельное сопротивление провода обмотки, или емкость конденсатора, или прочностные характеристики используемой стали и другие. Кроме перечисленных на выходные параметры влияют внешние условия, квалификация производственных рабочих, технические характеристики производственного оборудования и др. Таким образом можно записать:
Yj = φ ( xi ) |
(1.20) |
В тех случаях, когда изделия выпускаются в количестве более чем одна штука (а так чаще всего и бывает), возникает проблема обеспечения повторяемости ( идентичности) всех выпускаемых экземпляров.
По причинам, которые будут указаны ниже, обеспечить точную повторяемость (идентичность ) всех экземпляров изделий экономически нецелесообразно и практически невозможно. Приходится вводить допустимые отклонения параметров (допуски) ограничивающие область существования продукции заданного качества. В зависимости от входных погрешностей получают изделия с той или иной степенью приближения к заданным в ТЗ выходным параметрам.
YjminТУ ≤ Yj ≤ YjmaxТУ |
(1.21) |
Разность в общем случае представляет допуск выходного параметра: |
|
δYj = Ymax – Ymin
В общем случае необходимо, чтобы δYj > ∑ω , где ∑ω – суммарное рассеивание выходного параметра, вызванное погрешностями (суммарные погрешности). В приборостроении допуски часто задаются предельными значениями, например, потребляемая мощность не более чем …, или частота вращения не менее чем… В последнем случае записывают, δYj > YjТУ.
Существуют две задачи и отсюда два метода расчета допусков.
1.Проектный расчет допусков (задача синтеза ) – прямая задача, когда за-
дан допуск на выходной параметр δYj . Требуется исходя из δYj определить (распределить) допуски на детали и элементы, влияющие на Yj . При этом необходимо выполнить условие δYj > ∑ δxi. Существует бесконечное множество решений при распределении допуска δYj на δхi. Наилучшее решение может быть найдено методами линейного или динамического программирования с учетом стоимости выполнения допусков. Некото-
58
Раздел I. Методы и средства управления качеством
____________________________________________________________________
рые более простые методы изложены в [15].
2. Поверочный (проверочный) расчет допусков (обратная задача) – когда проверяют возможность обеспечить допуск на выходной параметр δYj , если заданы допуски на первичные параметры δхi . Эта задача имеет однозначное решение.
проектный расчет
i xi
пров ерочный расчет
Следует отметить, что на начальном этапе разработки изделия конструктор определяет величину номинальных значений параметров Yjн. Их величина определяется исходя из функционального назначения прибора и ограничений, обычно указываемых в ТЗ. При этом учитываются массогабаритные условия, выполняются прочностные, тепловые расчеты, проверяется виброустойчивость
идругие. На втором этапе на параметры назначаются допустимые отклонения (если они не заданы). При этом оценивается серийнопригодность, т.е. возможность обеспечить выпуск запланированного количества экземпляров изделий, обеспечивающих выполнение функционального назначения, в заданные сроки
ис учетом экономической эффективности данного производства.
1.16. Расчет точности выходных параметров приборов
Приборы, их узлы и детали должны обладать строго определенными выходными параметрами для обеспечения требуемой точности работы, т.е. находится в некоторых заранее установленных заказчиком пределах-допусках. Как указывалось ранее, назначение допуска на параметр - вынужденная мера, связанная с невозможностью и с экономической нецелесообразностью обеспечить номинальное (единственное) значение параметра. Это объясняется тем, что при производстве колебания размеров деталей и физико-механических характеристик материалов, непостоянство параметров технологического оборудования приводят к производственным погрешностям, т.е. к их разбросу относительно средних значений как внутри отдельных партий деталей и узлов, так и между экземплярами разных партий. Поэтому параметры изделий - случайные величины.
В эксплуатации к перечисленным причинам прибавляются колебания характеристик источников питания, температуры и влажности окружающей среды, вибрации и удары и т.п. При производстве часто проверяют приборы с имитацией эксплуатационных условий.
Исходя из этого допуски могут быть эксплуатационные, ремонтные, технологические (производственные), другие.
Таким образом допуск выходного параметра, заданный в ТУ, связан следующим соотношением с перечисленными слагаемыми:
|
|
|
|
|
|
|
(1.22) |
|
|
|
ТУ |
н.у |
Т |
+… |
|
где |
, |
|
– учет климатических воздействия (температуры, |
влажности и |
|||
|
Т |
|
|
|
|
|
|
59
Глава 1. Качество продукции. Предмет и область управления качеством
____________________________________________________________________
др.), эксплуатационных факторов;(н. у.) - допуск, ограничивающий отклонения параметра на выходе тех-
процесса, при нормальных условиях эксплуатации.
1.16.1.Функциональная точность выходных параметров. Расчет точности при известной функциональной зависимости
Расчет допусков выполняет конструктор изделия на этапе проектирования. Для расчета допусков необходимо иметь уравнение погрешностей, устанавливающее взаимосвязь погрешностей выходных параметров с погрешностями деталей и элементов i , входящих в него. В общем случае все процессы делятся на де-
терминированные (функциональные), когда у разработчика имеется формула (аналитическое выражение, связывающее выходной параметр с входными), этот вариант рассмотрен в настоящем параграфе, и стохастические (вероятностные), которые будут рассмотрены в дальнейшем изложении. Покажем решение этого вопроса в случае, когда известна функциональная зависимость между выходными и входными параметрами.
Выходной параметр j представляет собой функцию многих пере-
менных: линейных размеров деталей, их физические свойства, параметров источников питания и т.д., соединяемых при сборке, т.е.
j f 1, 2 ,........, i ,.... n |
(1.23) |
где n – количество переменных. |
|
В реальных условиях i имеют отклонения, которые находятся в пре- |
|
делах поля допуска, на входные, первичные параметры i |
.Обычно величины |
этих отклонений i от номинала i невелики (редко, когда i достигают
30%),что позволяет использовать линейную модель и используя формулу полного дифференциала выражения (1.23) перейти к конечным приращениям:
|
|
f |
|
f |
|
|
|
|
f |
|
|
n |
f |
|
|
|
|
|
|
|
|
|
|
2 |
..... |
|
|
n |
|
|
|
i |
(1.24) |
|
|
|
|
|
||||||||||||
j |
|
1 |
1 |
|
|
|
|
n |
|
i 1 i |
|
|
||||
|
|
|
2 |
|
|
|
|
|
|
|
|
|||||
Здесь погрешности являются размерными величинами; на практике при суммировании погрешностей различной физической природы (сопротивлений, индуктивностей, давлений и т.д.) удобнее пользоваться относительными, безразмерными величинами. Разделив (1.12) на (1.11) получим:
|
j |
n |
f |
|
i |
|
|
i |
n |
Xi |
|
|
|
|
|
|
i |
(1.25) |
|||||
j |
|
i |
|
i |
|
||||||
|
i 1 |
|
f |
|
i 1 |
Xi |
|
||||
Часть уравнения (1.13) в квадратных скобках называется коэффициентом влияния N и определяет степень влияния погрешностей деталей на погрешность выходного параметра Yj.
Перейдем от абсолютных отклонений к относительным и введем обозначения ∆Y/Y =δY; ∆X/X =δX. Тогда уравнение (1.13) можно записать в виде:
Y j Ni xi |
(1.26) |
60