

Управление качеством в приборостроении
.pdfРаздел I. Методы и средства управления качеством
____________________________________________________________________
Рис. 4.7.
Если число факторов равно k, то при их варьировании на двух уровнях (–1; +1) число сочетаний (комбинаций) уровней факторов или, что то же самое, число опытов N эксперимента определится выражением N = 2 .
4.7.3. Полный факторный эксперимент (ПФЭ)
Эксперимент, в котором реализуются все возможные сочетания уровней факторов, называют полным факторным экспериментом – ПФЭ.
Так как при варьировании факторов лишь на двух уровнях число опытов ПФЭ N составляет 2k, то говорят, что имеет место ПФЭ типа «2 в степени k».
Условия эксперимента представляют в виде таблицы, называемой матрицей плана эксперимента, или кратко планом эксперимента. Строки матрицы называют вектор-строками, столбцы – вектор-столбцами. Для простоты записи в матрице символ «1» обычно опускают, оставляя лишь знаки «плюс» или «минус». В табл. 4.1 в качестве примера приведен план ПФЭ типа 2k при k = 2.
Как было сказано выше, для упрощения записи условий эксперимента и обработки экспериментальных данных пользуются не натуральными значениями факторов, а кодированными, причем кодирование проводят так, чтобы верхний уровень соответствовал 1, нижний 1, а основной 0 .
Условия факторного эксперимента записываются в виде табл. 4.1, называемой матрицей планирования, в которую вносятся кодированные значения факторов ( 1 и 1 ), а план эксперимента получается путем перебора всех
комбинаций уровней.
В матрице столбцы Х1 и Х2 задают условия опытов, т.е. в соответствии со знаками этих столбцов должны устанавливаться уровни факторов при проведении опытов.
Важнейшими свойствами матриц ПФЭ являются симметричность, условие нормировки и ортогональность.
Таблица 4.1
Симметричность достигается обеспечением условий
N
(x j )i 0, j 1,...,k, (4.22)
i 1
121
Глава 4. Математические модели изделий и технологических процессов
________________________________________________________________________________
где j – номер фактора, j = 1, ..., k; i – номер опыта, i = 1, ..., N.
Условие нормировки выражается соотношением
|
|
N |
|
|
|
|
||
|
|
[(x j )i ]2 |
N |
(4.23) |
||||
|
|
i 1 |
|
|
||||
Ортогональность обеспечивается при выполнении равенств |
|
|||||||
N |
|
|
|
|
|
|
||
(x j )i (xl )i 0; j, l 1,...,k; j l |
(4.24) |
|||||||
i 1 |
|
|
||||||
Если хотя бы одно из условий (4.22)–(4.24) не выполняется, то это означает, что матрица ПФЭ составлена неверно.
ПФЭ позволяет количественно оценить эффекты взаимодействия, т.е. учесть один из видов нелинейности. Для определения коэффициентов при взаимодействии факторов, как будет показано далее, пользуются правилом умножения столбцов матрицы планирования.
Однако из ПФЭ нельзя извлечь информацию о квадратичных членах. Нетрудно убедиться, что вектор-столбцы для квадратичных членов (хj)2 будут совпадать между собой. Легко доказать, что оценка коэффициента b0 оказывается смешанной и справедливо соотношение
b 0 11 ... kk |
(4.25) |
Выражение (4.25) означает, что коэффициент b0 |
содержит эффекты, обу- |
словленные как свободным членом о, так и квадратичными членами jj (j = 1,
.... k).
Для оценок других коэффициентов справедливы соотношения
b1 |
1; |
|
|
b2 |
2 |
|
|
; |
(4.26) |
||
... |
|
|
|
|
|
|
|
bk |
|
|
|
k |
|
||
4.7.4. Планирование ПФЭ и его выполнение
Планирование ПФЭ с любым числом факторов k сводится к записи в матрицу всех неповторяющихся сочетаний уровней этих факторов. Чтобы сделать это быстро и безошибочно, рекомендуется такой прием (при варьировании факторов на двух уровнях) – записать числа от нуля до значения (2k – 1) в двоичной системе счисления, а затем цифре «нуль» поставить в соответствие знак «минус», а цифре «единица» – знак «плюс».
Нулевые уровни факторов xj0 выбирают обычно равными номинальным (средним) значениям, а интервалы варьирования j – равными допускам (предельным отклонениям) соответствующих первичных параметров хj. Для первичных параметров приборов и технологических процессов обычно имеет место условие:
122

Раздел I. Методы и средства управления качеством
____________________________________________________________________
x j x jном,
где xi, – отклонение (допуск) j-го первичного параметра от его номинального значения. Поэтому в большинстве практических случаев даже линейная часть модели вида (4.19) оказывается пригодной для дальнейшего инженерного анализа объектов исследования.
Если линейная модель (линейная часть модели), оказывается непригодной, то ее дополняют членами вида b jl x j xl (j, l = 1,…k; j l), причем в мо-
дель включают наиболее значимые эффекты и снова проверяют пригодность модели.
Любой эксперимент сопровождается погрешностями (ошибками воспроизводимости). Для оценки воспроизводимости осуществляют параллельные опыты, т.е. каждый i-й опыт матрицы планирования выполняют в конечном итоге несколько раз. Число серий n характеризует параллельность опытов матрицы планирования. Каждая серия должна включать N неповторяющихся опытов матрицы планирования. Число параллельных опытов, а следовательно, и число серий опытов n рекомендуется выбирать из условия n > 2–5.
Отметим, что оценка воспроизводимости опытов по сути сводится к расчету так называемой дисперсии воспроизводимости. Если эта дисперсия известна априорно или же каким-либо способом может быть оценена до проведения эксперимента, то параллельные опыты не обязательны.
С целью уменьшения влияния детерминированных факторов при реализации плана ПФЭ проводят так называемую рандомизацию, т.е. опыты каждой серии выполняют не по порядку, как они записаны в матрице планирования, а в случайной последовательности. Случайная последовательность опытов каждой серии должна выбираться по таблицам случайных чисел. Делается это следующим образом. Выбирается произвольный фрагмент (участок) таблицы случайных чисел и последовательно просматриваются его строки или столбцы с любого места. Последовательность (очередность) проведения опытов назначается в соответствии с очередностью появления чисел 1,..., N при просмотре участка таблицы. Числа, большие по значению, чем номера опытов, пропускаются. Повторяющиеся числа учитываются лишь первый раз, а далее также пропускаются. Рассмотрим примеры [ 24].
Пример 4.4. В качестве первичных параметров при исследовании технологического процесса термокомпрессионной сварки можно принять температуру, время сварки и давление инструмента (табл. 5). Выходным параметром является прочность соединения (усилие на разрыв).
123

Глава 4. Математические модели изделий и технологических процессов
________________________________________________________________________________
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 5 |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
Параметр |
|
|
Температу |
Время |
|
Усилие нажа |
|
||||||||||||
|
|
|
|
|
ра, С |
|
|
сварки, с |
тия, сН |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Основной уровень x0i |
|
260 |
|
|
1,2 |
|
|
|
525 |
|
|
|
||||||||
|
Интервал варьирования xi |
40 |
|
|
|
0,4 |
|
|
|
175 |
|
|
|
|||||||||
|
Верхний уровень xвi |
|
300 |
|
|
1,6 |
|
|
|
700 |
|
|
|
|||||||||
|
Нижний уровень xнi |
|
220 |
|
|
0,8 |
|
|
|
350 |
|
|
|
|||||||||
|
Кодовое обозначение xi |
|
|
x1 |
|
|
|
|
x2 |
|
|
|
x3 |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 6 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Номер |
Значения факторов |
|
Усилия отрыва, сН |
|
y |
|
s2 |
yˆ |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
j |
j |
||||
опыта |
x0 |
|
x1 |
x2 |
|
x3 |
|
1 |
|
2 |
|
3 |
|
4 |
|
|
j |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
1 |
|
|
|
|
|
|
|
|
60 |
|
120 |
|
100 |
|
80 |
90 |
666,6 |
89,7 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
2 |
|
|
|
|
|
|
|
|
250 |
|
175 |
|
220 |
|
230 |
218,9 |
1006,2 |
225,3 |
||||
3 |
|
|
|
|
|
|
|
|
125 |
|
160 |
|
95 |
|
80 |
115 |
1250 |
115,3 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
4 |
|
|
|
|
|
|
|
|
220 |
|
225 |
|
205 |
|
175 |
206,2 |
506,2 |
199,7 |
||||
5 |
|
|
|
|
|
|
|
|
225 |
|
195 |
|
210 |
|
190 |
205 |
250 |
186 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
6 |
|
|
|
|
|
|
|
|
235 |
|
155 |
|
275 |
|
245 |
227,5 |
2625 |
215,4 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
7 |
|
|
|
|
|
|
|
|
125 |
|
115 |
|
180 |
|
145 |
141,2 |
833 |
160,4 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
8 |
|
|
|
|
|
|
|
|
225 |
|
130 |
|
250 |
|
260 |
228,7 |
1273 |
241 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Определить y j и S 2j по результатам первого опыта и оценить воспроизводимость всего эксперимента (см. табл. 6). Найти функцию связи (уравнение ре-
грессии) для числовых значений, приведенных в табл. 6. |
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
y |
1 y 2 y |
|
|||
Решение. На |
основании формул |
y j |
|
j |
j |
j |
и |
|||||||||
|
|
|
|
|
||||||||||||
yij y j 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
S2j |
|
|
имеем |
|
|
|
|
|
|
|
|
|
|
|
||
|
1 |
|
|
|
|
|
|
|
|
|
|
|
||||
i 1 |
|
60 120 100 80 90 ; |
|
|
|
|
|
|
||||||||
|
|
|
y |
|
|
|
|
|
|
|||||||
|
|
|
1 |
|
|
4 |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
S2 |
60 90 2 120 90 2 |
100 90 2 |
80 90 2 |
666,6 . |
|
|
|
|||||||||
1 |
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Воспроизводимость эксперимента определим по формуле |
|
|
|
|||||||||||||
|
|
|
|
2 |
|
|
|
|
N |
|
|
|
|
|
|
|
|
|
|
|
S jmax |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
G |
|
, S2 |
S2j : |
|
|
|
|
|
|
|
|||
|
|
|
S2 |
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
j 1 |
|
|
|
|
|
|
|
||
|
|
|
|
G |
|
2625 |
|
0,31. |
|
|
|
|
|
|
|
|
|
|
|
|
8400 |
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Полученное значение G сравнивают с табличным, |
которое определяют |
|||||||||||||||
для выбранных уровня значимости q (обычно q 0,05), числа дублированных строк матрицы N 8 и числа степеней свободы f1 1 3. Для указанных значений Gтабл 0,4377 . Если G G табл , то эксперимент воспроизводим и ве-
124

Раздел I. Методы и средства управления качеством
____________________________________________________________________
личину
8 S2
S2 j 1050
j 1 8
можно считать оценкой генеральной совокупности.
Если G Gтабл то эксперимент невоспроизводим. В этом случае надо уве-
личить число параллельных опытов или сузить интервалы варьирования, а центр плана перенести в точку с наилучшим результатом.
Уравнение регрессии примем в виде неполного квадратичного полинома
N
y j b0 bi xi
i 1
c2n
bik xi x k i k
c3n
bikk xi x k x k . i k h
Коэффициенты уравнения определим по формулам:
|
|
1 |
|
N |
bi |
1 N |
|
|
|
||
b0 |
|
|
|
yi ; |
|
xijy j |
; |
||||
|
|
|
|
||||||||
|
|
N j 1 |
|
N j 1 |
|
|
|
||||
bik |
1 |
N |
|
bikh |
1 |
|
N |
||||
|
|
|
xijx kj y j ; |
|
|
xijx kjx hj y j , |
|||||
|
|
|
|
|
|||||||
|
|
|
N j 1 |
|
|
|
N j 1 |
||||
где i, k, h текущие номера параметров . |
|||||||||||
b0 |
90 218,9 115 206,2 205 227,5 141,2 228,7 |
179,1 ; |
||
|
|
8 |
|
|
bx |
|
90 218,9 115 206,2 205 227,5 141,2 228,7 |
41,2 . |
|
|
1 |
8 |
|
|
|
|
|
|
|
В результате уравнение регрессии примет следующий вид:
|
41,2x1 |
6,25x2 |
21,6x3 3,4x1x2 13,75x1x3 |
9,37x2x3 |
12,81x1x2x3 |
|
y 179,1 |
||||||
|
|
|
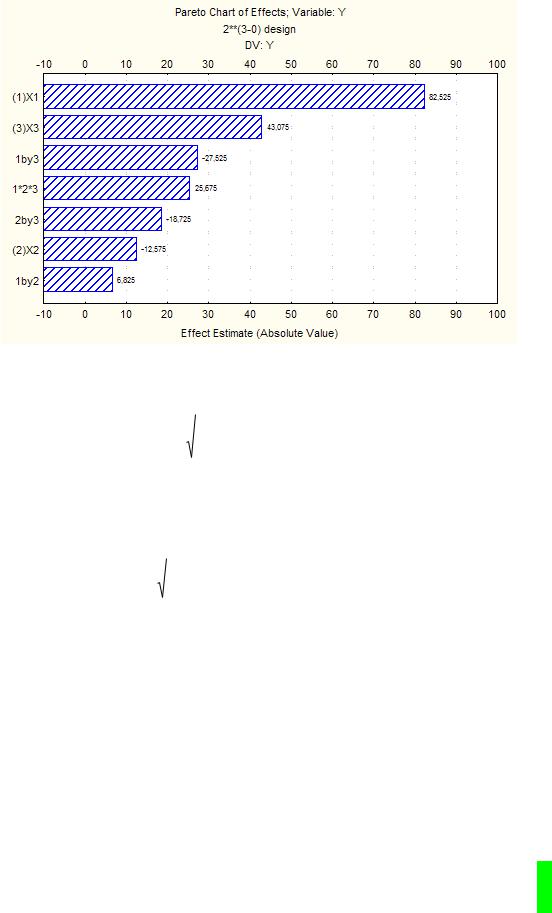
Factor |
Reg.Coeff. |
|
|
|
|
|
Mean/Inter |
179,0625 |
|
|
|
|
|
(1)X1 |
41,2625 |
|
|
|
|
|
(2)X2 |
-6,2875 |
|
|
|
|
|
(3)X3 |
21,5375 |
|
|
|
|
|
1by2 |
3,4125 |
|
|
|
|
|
1by3 |
-13,7625 |
|
|
|
|
|
2by3 |
-9,3625 |
|
|
|
|
|
1*2*3 |
12,8375 |
|
|
125
Глава 4. Математические модели изделий и технологических процессов
________________________________________________________________________________
Значимость коэффициентов оценим по критерию Стьюдента, который вычисляют для каждого коэффициента:
|
|
|
|
|
|
|
|
t i |
|
bi |
|
|
N |
|
(8) |
|
|
||||||
|
|
|
S2 |
||||
|
|
|
|
|
|
||
Полученное значение сравним с табличным, которое определяют для вы-
бранного уровня значимости (обычно q 0,05 ) и числа степеней |
свободы |
|||||||
f2 N 1 или |
f2 8 4 1 24 . |
|
При указанных значениях t табл 2,06 . По |
|||||
формуле (8) вычислим |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
t0 179,1 |
8 4 |
|
31,3. |
|
|||
|
|
|
||||||
|
|
1050 |
|
|
|
|
||
Остальные значения критерия Стьюдента вычисляют аналогично: |
|
|||||||
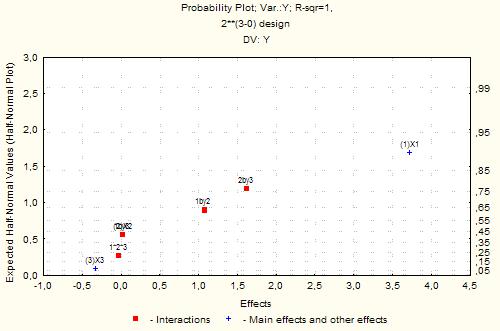
t 0 31,3; |
t1 7,2; |
t 2 1,09; |
t 3 3,76; |
|
||||
t12 0,6; |
t13 2,4; |
t 23 1,64; |
t123 2,2. |
|
||||
Соответствующие коэффициенты считаются значимыми, если ti |
t табл . |
|||||||
Следовательно, коэффициенты b0 , b1, b3 , b13 , b123 с вероятностью 0,95 значи-
мы, а остальные незначимы.
Тогда уравнение регрессии будет иметь следующий вид:
y 179,1 41,2x1 21,6x3 13,75x1x3 12,81x1x2x3
Адекватность полученной модели оценивают по критерию Фишера в такой последовательности.
Дисперсия адекватности
2 |
1 |
N |
|
2 |
|
Sад |
|
yi y j , |
(9) |
||
|
|||||
|
N d j 1 |
|
|
|
|
где yi – значение выходного параметра для i -й строки матрицы, рассчитанное на основании полученной модели; d – число значимых членов модели.
126

Раздел I. Методы и средства управления качеством
____________________________________________________________________
По данным табл. 6,
|
S2 |
1110,17 |
370 . |
|
|
||||||
|
|
|
|
|
|||||||
|
ад |
3 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
Factor |
SS |
|
df |
|
MS |
F |
p |
||||
(1)X1 |
13620,75 |
|
|
|
1 |
13620,75 |
_ |
_ |
|||
(2)X2 |
316,2613 |
|
|
|
1 |
316,2613 |
_ |
_ |
|||
(3)X3 |
3710,911 |
|
|
|
1 |
3710,911 |
_ |
_ |
|||
1by2 |
93,16125 |
|
|
|
1 |
93,16125 |
_ |
_ |
|||
1by3 |
1515,251 |
|
|
|
1 |
1515,251 |
_ |
_ |
|||
2by3 |
701,2513 |
|
|
|
1 |
701,2513 |
_ |
_ |
|||
1*2*3 |
1318,411 |
|
|
|
1 |
1318,411 |
_ |
_ |
|||
Error |
|
|
|
0 |
|
|
|
0 |
|
|
|
Total SS |
21276 |
|
|
|
7 |
|
|
|
|||
Критерий Фишера |
|
|
|
|
|
|
|
|
|
|
|
|
F |
Sад2 |
|
|
370 |
0,35 . |
|
|
|||
|
S2 |
1050 |
|
|
|||||||
|
|
|
|
|
|
|
|||||
Табличное значение критерия Фишера для заданного уровня значимости |
|||||||||||
q 0,05 и степеней свободы будет |
|
|
|
|
|
|
|
||||
f2 N 1 24; |
f3 N d 3; Fтабл |
3. |
|||||||||
Так как F Fтабл , то модель адекватна.
Если F Fтабл , гипотеза об адекватности модели отвергается. В этом слу-
чае необходимо перейти к более сложному виду модели, например, к полному квадратичному полиному, или уменьшить шаги варьирования факторов.
Полученная экспериментально-статистическая модель позволяет с вероятностью 0,95 утверждать, что на прочность термокомпрессионного соединения влияют температура и давление инструмента. Влияние времени сварки и всех взаимодействий в заданном интервале изменения первичных факторов не-
127

Глава 4. Математические модели изделий и технологических процессов
________________________________________________________________________________
значительно.
Пример 4.5. Построить модель процесса ультразвуковой сварки деталей, изготовленных из никелевой ленты шириной 5мм и стальной ленты сечением
0,6 0,06мм2 . Сварка осуществлялась на установке мощностью 200Вт с магнитострикционным преобразователем из никеля. Сварочный наконечник изготавливался из быстрорежущей стали P 18 ( HRC60) в виде конуса, диаметр рабочей части которого равен 0,6мм . Колебания в зону сварки вводились со стороны стальной ленты.
Решение. Прочность соединений при ультразвуковой сварке y зависит
от выбора основных технологических режимов: амплитуды сварочного нако- |
||||||||||||||||||||||||||||||||
нечника – электрода |
X1 |
, усилия сжатия деталей |
X2 |
и времени воздействия |
||||||||||||||||||||||||||||
колебаний X3 На основании априорных сведений выбираем для заданной па- |
||||||||||||||||||||||||||||||||
ры материалов уровни значений параметров x |
и интервалы их изменения (табл. |
|||||||||||||||||||||||||||||||
7). |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 7 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
Уровни факторов |
|
|
|
|
|
|
|
|
Факторы |
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
x , мкм |
|
|
x |
2 |
107 , Н |
м |
2 |
|
|
|
|
x , c |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
||
|
|
|
|
Основной уровень |
|
|
|
|
7,5 |
|
|
|
|
7 |
|
|
|
|
|
|
|
|
0,3 |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
Интервал изменения |
|
|
|
2,5 |
|
|
|
|
0,5 |
|
|
|
|
|
|
|
|
0,1 |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
Нижний уровень |
|
|
|
|
5 |
|
|
|
|
6,5 |
|
|
|
|
|
|
|
|
0,2 |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
Верхний уровень |
|
|
|
|
10 |
|
|
|
|
7,5 |
|
|
|
|
|
|
|
0,4 |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 8 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Номер |
|
|
Факторы |
|
|
|
Прочность на срез, Н |
|
|
|
|
|
|
2 |
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E |
2 |
|
||
|
опыта |
|
X 0 |
X1 |
|
X 2 |
|
X 3 |
|
E1 |
|
E2 |
|
|
E3 |
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
E |
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
1 |
|
|
|
|
|
|
|
|
1,3 |
|
4,9 |
|
5,2 |
|
3,8 |
|
|
14,44 |
4,71 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
2 |
|
|
|
|
|
|
|
|
6,0 |
|
7,4 |
|
5,8 |
|
6,4 |
|
|
40,96 |
0,76 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
3 |
|
|
|
|
|
|
|
|
1,2 |
|
1,3 |
|
0,8 |
|
1,1 |
|
|
1,21 |
0,07 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
4 |
|
|
|
|
|
|
|
|
7,0 |
|
5,9 |
|
5,0 |
|
5,9 |
|
|
35,76 |
1,01 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
5 |
|
|
|
|
|
|
|
|
2,2 |
|
1,8 |
|
1,4 |
|
1,8 |
|
|
3,24 |
0,16 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
6 |
|
|
|
|
|
|
|
|
6,1 |
|
4,3 |
|
3,1 |
|
4,5 |
|
|
20,25 |
2,28 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
7 |
|
|
|
|
|
|
|
|
1,9 |
|
2,1 |
|
3,2 |
|
2,4 |
|
|
5,76 |
0,49 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
8 |
|
|
|
|
|
|
|
|
9,0 |
|
4,2 |
|
8,4 |
|
7,2 |
|
|
51,84 |
6,84 |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
b0 4,15 b1 1,87 b2 |
0,025 b3 |
0,17 |
|
|
|
|
|
|
|
|
|
|
173,46 |
16,32 |
|||||||||||||||||
Все возможные варианты для трех параметров режима сварки были апробированы в 23 экспериментах по матрице, представленной в табл. 8. В каждой точке ставились три параллельных опыта и по ним определялись средние значения прочности на срез.
128

Раздел I. Методы и средства управления качеством
____________________________________________________________________
Factor |
Reg.Coeff. |
Mean/Inter |
4,1375 |
(1)X1 |
1,8625 |
(2)X2 |
0,0125 |
(3)X3 |
-0,1625 |
1by2 |
0,5375 |
1by3 |
0,0125 |
2by3 |
0,8125 |
1*2*3 |
-0,0125 |
При помощи уравнений t |
bi |
|
и (4) определялись коэффициенты |
|
bi |
||||
|
|
|||
уравнения регрессии и оценивалась их значимость. Так как незначимым оказался только коэффициент b13 , то линейное уравнение регрессии имеет вид
y 4,15 1,87X1 0,025X2 0,17X3 0,55X1X2 0,8X2X3 0,9X1X2X3 .
Подтверждение гипотезы адекватности модели реальному процессу по критерию Фишера Fрасч Fтабл 3,87 позволяет перейти к крутому восхожде-
нию до получения наилучшего результата. Шаг движения i bi xi для всех
переменных несколько уменьшаем, чтобы за один опыт не пройти оптимум (табл. 9). Новый основной уровень выбираем из серии ПФЭ, где выходной параметр максимален.
Таблица 9
Параметры |
Параметры |
|||
|
|
|
||
X1 |
X 2 |
X 3 |
||
|
||||
|
|
|
|
|
i xbi |
4,67 |
0,0125 |
0,017 |
|
|
|
|
|
|
Новый шаг |
2,5 |
0,0067 |
0,009 |
|
|
|
|
|
|
Новый основной уровень |
10 |
7,5 |
0,2 |
|
|
|
|
|
|
129
Глава 4. Математические модели изделий и технологических процессов
________________________________________________________________________________
Таблица 10
Номер мысленног о |
X1 |
X 2 |
X 3 |
E |
Eрасч |
|
опыта |
||||||
|
|
|
|
|
||
|
|
|
|
|
|
|
1 |
12,5 |
7,5067 |
0,191 |
7,1 |
6,0 |
|
|
|
|
|
|
|
|
2 |
15,0 |
7,513 |
0,182 |
7,6 |
7,9 |
|
|
|
|
|
|
|
|
3 |
17,5 |
7,52 |
0,173 |
4,5 |
9,8 |
|
|
|
|
|
|
|
|
4 |
22,5 |
7,527 |
0,164 |
3,4 |
11,7 |
|
|
|
|
|
|
|
|
Основной уровень |
15 |
7,5 |
0,18 |
7,6 |
|
|
|
|
|
|
|
|
|
Шаг варьирования |
2,5 |
1,0 |
0,1 |
|
|
|
|
|
|
|
|
|
Factor |
SS |
df |
|
MS |
F |
p |
(1)X1 |
27,75125 |
|
1 |
27,75125 |
_ |
_ |
(2)X2 |
0,00125 |
|
1 |
0,00125 |
_ |
_ |
(3)X3 |
0,21125 |
|
1 |
0,21125 |
_ |
_ |
1by2 |
2,31125 |
|
1 |
2,31125 |
_ |
_ |
1by3 |
0,00125 |
|
1 |
0,00125 |
_ |
_ |
2by3 |
5,28125 |
|
1 |
5,28125 |
_ |
_ |
1*2*3 |
0,00125 |
|
1 |
0,00125 |
_ |
_ |
Error |
0 |
|
0 |
|
|
|
Total SS |
35,55875 |
|
7 |
|
|
|
От основного уровня начинаем шаговое движение к оптимуму (табл.10), проводя мысленные и реальные опыты. После второго опыта полученная линейная модель оказывается неадекватной. Возвращаемся в точку, в которой был получен максимальный реальный выход процесса, и в окрестности ее реализуем новую серию ПФЭ (табл. 11). Расчеты, проведенные по результатам новой серии опытов, показывают, что линейные эффекты снижаются, возрастают эф-
130