

8. Организация поточного и автоматизированного производства
8.1. Сущность и характеристика поточного производства
Поточное производство является наиболее прогрессивной и эффективной формой организации производственного процесса. Его важнейшими признаками являются: закрепление одного или ограниченного числа наименований изделий за определенной группой рабочих мест; ритмичная повторяемость согласованных во времени технологических и вспомогательных операций; выполнение на каждом рабочем месте одной или небольшого числа операций, что обеспечивает узкую специализацию рабочих мест; расположение оборудования и рабочих мест по ходу технологического процесса с наименьшими пространственными разрывами; поштучная или небольшими транспортными партиями передача изделий с операции на операцию с минимальными перерывами во времени при помощи специальных транспортных средств.
Поточное производство обладает основными чертами передовой организации производственного процесса, поскольку в наибольшей степени реализует научные принципы организации: специализацию, параллельное выполнение работ, пропорциональность, прямоточность, непрерывность, ритмичность процесса производства.
Детальное расчленение технологического процесса, создающее предпосылки для автоматизации производства и быстрого обучения рабочих, совершенная организация труда и производства способствуют достижению в условиях поточного производства высокого уровня технико-экономических показателей и качества работы. Поточное производство обеспечивает самую высокую производительность труда, низкую себестоимость продукции, наиболее короткую продолжительность производственных циклов при высоких показателях использования производственных фондов.
Первичным звеном поточного производства является поточная линия —группа рабочих мест, на которой производственный процесс осуществляется в соответствии с характерными признаками поточного производства. Организация поточных линий предъявляет специфические требования к планировке оборудования производственных участков и цехов, к транспорту и таре, применяющимся на поточных линиях.
Планировка поточных линий должна обеспечивать наибольшую прямоточность и кратчайший маршрут движения изделия; наиболее рациональное использование производственной площади; наилучшие условия для транспортировки материалов и деталей к рабочим местам; удобство подходов для обслуживания и ремонта; достаточность площадей и устройств для хранения требуемых запасов материалов и деталей.
Пример расположения оборудования и пути движения изделия при односторонней, двусторонней и зигзагообразной расстановке оборудования приведены на рис. 8.1 и 8.2. В зависимости от конструкции производственного здания, вида выпускаемых изделий и используемого оборудования могут разрабатываться планировки овальных, Т-образных, П-образных, круговых поточных линий.
В поточном производстве применяются самые разнообразные транспортные средства: склизы, желоба, транспортеры (ленточные и подвесные), пневмотранспортные средства, промышленные роботы, универсальные манипуляторы с программным управлением и др. В радиопромышленности широко применяются конвейеры — транспортные средства, служащие для транспортировки изделия или транспортировки и выполнения на нем рабочих операций и регламентирующие ритм работы поточной линии, т. е. играющие организующую роль в потоке. В том случае, если конвейер служит для перемещения изделий и поддержания ритма работы линии путем

Рис. 8.1. Движение изделия на поточной линии при расположении
оборудования: а — одностороннем, б — двустороннем
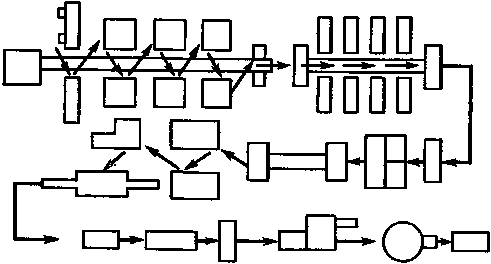
Рис. 8.2. Схема зигзагообразной поточной линии с односторонним и двусторонним расположением оборудования
четкого адресования изделий по рабочим местам, он называется распределительным, если же он служит и местом выполнения операции, то называется рабочим. Конвейер может быть непрерывного действия и пульсирующим. В последнем случае конвейер, переместив изделие с предыдущей операции на последующую, останавливается на время выполнения операции и затем снова приходит в движение.