

7.4. Производственный цикл изготовления изделий и его виды
Сущность и характеристики производственного цикла изготовления изделия. Предметы производства при их преобразовании в конкретное изделие проходят через большую совокупность основных и вспомогательных операций, образующих совместно с различными видами пролеживания изделия производственный цикл его изготовления.
Производственный цикл изготовления изделия - это упорядоченная совокупность всех процессов, через которые проходит изделие от начала до окончания его изготовления.
Основными характеристиками этого цикла являются: во-первых, его структура, во-вторых, его длительность.
Структура производственного цикла изготовления изделия - это состав и способ сочетания во времени всех процессов, осуществляемых над изделием и его компонентами при их изготовлении.
Состав процессов, образующих производственный цикл изготовления каждого изделия, строго индивидуален и определяется составом самого изделия, видом технологических процессов его изготовления и рядом других факторов. На основе анализа производственных циклов изготовления различных видов изделий радиоэлектронной аппаратуры можно получить обобщенный состав производственного цикла изготовления этих изделий (рис. 7.1), который включает следующие два укрупненных вида процессов: активные, в течение которых над изделием и его компонентами выполняются какие-либо производственные операции; процесс пролеживания, в течение которого изделие и его компоненты не подвергаются каким-либо целенаправленным воздействиям.
Рис. 7.1. Обобщенный состав производственного цикла
В свою очередь, по характеру воздействия на изделие и его компоненты активные процессы делятся на: во-первых, основные, включающие формообразующие, обработочные, сборочные, электромонтажные и регулировочно-настроечные операции; во-вторых, вспомогательные, включающие операции контроля, испытания, перемещения, складирования и комплектования.
Пролеживания в зависимости от времени их возникновения делятся на пролеживания в рабочее и нерабочее время. Пролеживания в рабочее время делятся на: пролеживания изделия во время выполнения рабочими подготовительно-заключительных работ; внутрипартионные пролеживания, возникающие при изготовлении однотипных изделий партиями и включающие пролеживание изделия от начала изготовления партии до начала изготовления данного изделия партии и пролеживание изделия от момента окончания его изготовления до момента окончания изготовления всей партии; пролеживания в ожидании освобождения рабочего места и возможности начала следующей операции; пролеживания во время регламентированных перерывов на отдых рабочих; пролеживания перед комплектованием в ожидании других изделий, входящих в сборочный комплект; пролеживания при случайных нарушениях нормального хода процесса его производства.
Каждый конкретный вид изделия имеет индивидуальный цикл изготовления, в который могут входить все или только часть рассмотренных выше процессов, причем основные и вспомогательные процессы, а также пролеживания входят в этот цикл в самой различной последовательности и комбинации, составляя основу его структуры.
Другой важнейшей характеристикой производственного цикла изготовления изделия является его длительность.
Длительность производственного цикла изготовления изделия - это календарный период от момента начала до момента окончания изготовления изделия в целом, включая все его компоненты.
В общем виде она определяется как сумма неперекрывающихся длительностей выполнения основных Тосн и вспомогательных Твсп операций и продолжительностей пролеживания изделия в рабочее Тпр.р и нерабочее Тпр.н время:
Тц = Тосн + Твсп + Тпр.р + Тпр.н.., (7.2)
Многооперационный производственный цикл изготовления партии изделий и его виды. Изделия в большинстве случаев изготавливаются партиями, поэтому очень важным является вопрос о рациональном выборе вида движения партии через совокупность последовательно выполняемых операций. Выбранный вид этого движения определяет степень непрерывности и параллельности производственного процесса и длительность производственного цикла изготовления партии, величину незавершенного производства и связывания оборотных средств и многие другие организационно-экономические характеристики процессов производства.
Процесс изготовления партии изделий, проходящей через многие операции, состоит из совокупности операционных циклов, каждый из которых представляет собой выполнение одной операции над всеми предметами производства данной партии. Совокупность операционных циклов, а также способ сочетания во времени смежных операционных циклов и их частей образуют временную структуру многооперационного цикла. Одной из важнейших характеристик операционного и многооперационного циклов является их длительность.
Длительность операционного цикла изготовления партии изделий - это период времени от момента начала до момента окончания изготовления партии изделий на данной операции.
Длительность многооперационного цикла изготовления партии изделий - это период времени от момента начала до момента окончания изготовления партии изделий на данной совокупности операций.
Длительность многооперационного цикла существенно зависит от способа сочетания во времени операционных циклов и их частей, определяемого видом движения партии изделий по операциям. Существует три вида движения партии изделий по операциям и три соответствующих им вида многооперационных циклов изготовления партии изделий: последовательный, параллельный и последовательно-параллельный.
Последовательный многооперационный цикл изготовления партии изделий. Вид движения партии по операциям определяется способом передачи изделий этой партии с одной смежной операции на другую. При этом наиболее простым является последовательный вид движения партии изделий по операциям, при котором она передается с одной операции на другую целиком и только после полного окончания её обработки на предыдущей операции. Этому виду движения соответствует последовательный многооперационный цикл изготовления партии изделий.
Последовательным называется такой многооперационный цикл изготовления партии изделий, при котором каждая последующая операция цикла начинается только после полного окончания обработки всей партии на предыдущей операции.
Структура такого цикла представляет собой последовательность не перекрывающихся во времени операционных циклов обработки партии изделий на каждой операции (рис. 7.2). Если партия содержит п изделий, то длительность последовательного многооперационного цикла равна
![]() , (7.3)
, (7.3)
где ti - штучное время обработки одного изделия на i-й операции, мин;
m - количество операций цикла.
Рис. 7.2. Структура последовательного многооперационного цикла изготовления партии изделий
Важным достоинством последовательного многооперационного цикла изготовления партии изделий является отсутствие в нем перерывов в работе рабочих и оборудования на всех операциях. Однако он имеет и существенные недостатки: во-первых, большое время пролеживания изделий и большой объем незавершенного производства; во-вторых, значительная длительность из-за отсутствия параллельности в обработке изделий. В связи с этим применять последовательный вид движения партии изделий по операциям целесообразно только в единичном и мелкосерийном производстве или при изготовлении небольших партий малотрудоемких изделий в серийном производстве.
Параллельный многооперационный цикл изготовления партии изделий и его характеристики. Весьма эффективным в организации производственных процессов является использование параллельного вида движения партии изделий по операциям, при котором изделия передаются в обработку на последующую операцию поштучно или передаточными партиями сразу после окончания их обработки на предыдущей операции, не дожидаясь окончания обработки всей партии на этой операции, и обрабатываются на всех операциях без пролеживания. Этому виду движения соответствует параллельный многооперационный цикл изготовления партии изделий.
Параллельным называется такой многооперационный цикл изготовления партии изделий, при котором каждое изделие или передаточная партия изделий передается для обработки на последующую операцию сразу после окончания ее обработки на предыдущей операции.
Структура такого цикла представляет собой упорядоченную совокупность операционных циклов, в максимальной степени перекрывающихся во времени на каждой паре смежных операций (рис. 7.3).
При этом партия изделий размером п разбивается на передаточные партии размером р, каждая из которых представляет собой совокупность изделий, передаваемых с одной операции на другую одновременно как единое целое. В частном случае, когда изделия передаются с операции на операцию поштучно, p = 1. Для того чтобы при движении по операциям любая передаточная партия нигде не пролеживала, необходимо найти операцию с максимальной длительностью tmax, называемую главной, определить время обработки на ней передаточной партии изделий p tmax и осуществлять на всех операциях запуск в обработку передаточных партий изделий с тактом τ, равным этому времени, т. е. τ = p tmax.
К
Рис. 7.3. Структура параллельного
многооперационного цикла изготовления
партии изделий
![]() . (7.4)
. (7.4)
Эта длительность намного меньше длительности последовательного многооперационного цикла изготовления партии изделий.
Необходимо отметить, что в чистом виде параллельный вид движения партии изделий по операциям реализуется только при поштучной передаче изделий с операции на операцию. При передаче изделий передаточными партиями в пределах каждой из них имеет место последовательный вид движения.
Достоинствами параллельного многооперационного цикла изготовления партии изделий являются его минимальная длительность, строгая ритмичность процесса производства и отсутствие пролеживания изделий на всех операциях, кроме первой и последней при поштучной передаче изделий с операции на операцию. В то же время его существенным недостатком является наличие перерывов в работе оборудования и рабочих на всех операциях, кроме главной. Исключением является случай, когда все операции цикла синхронизированы, т. е. продолжительность каждой из них равна целому числу тактов выпуска изделий, которое одновременно является числом рабочих мест на данной операции. Применяется этот цикл главным образом в поточном производстве преимущественно в процессах сборки, так как здесь сравнительно легко синхронизировать операции.
Параллельно-последовательный многооперационный цикл изготовления партии изделий и его характеристики. Стремление использовать достоинства параллельного и последовательного видов движения и одновременно избавиться от недостатков каждого из них привело к применению комбинированного, параллельно-последовательного вида движения партии изделий по операциям, при котором обеспечивается непрерывная работа рабочих и оборудования на каждой операции и большая степень параллельности выполнения смежных операций. Ему соответствует параллельно-последовательный многооперационный цикл изготовления партии изделий.
Параллельно-последовательным называется такой многооперационный цикл изготовления партии изделий, при котором их обработка на каждой последующей операции начинается до окончания обработки всей партии изделий на предыдущей с таким расчетом, чтобы одновременно обеспечить, во-первых, непрерывную работу оборудования и рабочих на последующей операции и, во-вторых, минимально возможную при этом длительность цикла выполнения данной пары смежных операций.
В
структуре этого цикла существует два
различных варианта сочетания операционных
циклов на смежных операциях. Первый
вариант соответствует случаю, когда
штучное время предыдущей операции
меньше, чем последующей, т. е.
![]() (рис. 7.4, а), и каждая передаточная партия
обрабатывается на первой операции
быстрее, чем на второй. При этом минимальная
длительность цикла обработки партии
изделий на данной паре смежных операций
и непрерывная работа оборудования и
рабочих на второй операции обеспечиваются
лишь в том единственном случае, если
обработка всей партии изделий на второй
операции начинается сразу после окончания
обработки первой передаточной партии
на первой операции. Следовательно,
сопряжение операционных циклов этих
двух смежных операций должно осуществляться
по моменту окончания обработки первой
передаточной
партии на первой операции. Время
перекрытия (tn),
т. е. параллельного выполнения этих
двух операционных циклов равно
(рис. 7.4, а), и каждая передаточная партия
обрабатывается на первой операции
быстрее, чем на второй. При этом минимальная
длительность цикла обработки партии
изделий на данной паре смежных операций
и непрерывная работа оборудования и
рабочих на второй операции обеспечиваются
лишь в том единственном случае, если
обработка всей партии изделий на второй
операции начинается сразу после окончания
обработки первой передаточной партии
на первой операции. Следовательно,
сопряжение операционных циклов этих
двух смежных операций должно осуществляться
по моменту окончания обработки первой
передаточной
партии на первой операции. Время
перекрытия (tn),
т. е. параллельного выполнения этих
двух операционных циклов равно
![]()
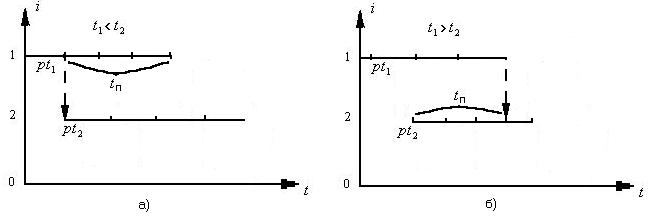 .
(7.5)
.
(7.5)
Рис.7.4. Варианты сочетания операционных циклов параллельно-последовательного многооперационного цикла изготовления партии изделий.
Второй
вариант сочетания операционных циклов
на смежных операциях соответствует
случаю, когда штучное время предыдущей
операции больше, чем последующей, т. е.
![]() (рис. 7.4, б).
В
этом случае каждая передаточная партия
обрабатывается на второй операции
быстрее, чем на первой, и непрерывность
работы оборудования и рабочих на второй
операции может быть достигнута только
при предварительном накоплении
определенного числа изделий на этой
операции.
(рис. 7.4, б).
В
этом случае каждая передаточная партия
обрабатывается на второй операции
быстрее, чем на первой, и непрерывность
работы оборудования и рабочих на второй
операции может быть достигнута только
при предварительном накоплении
определенного числа изделий на этой
операции.
Для
получения минимальной продолжительности
обработки всей партии изделий на данной
паре смежных операций необходимо строить
обработку так, чтобы в момент окончания
обработки последней передаточной партии
на первой операции она немедленно
поступала в обработку на второй операции.
Следовательно, к этому моменту
![]() изделий партии уже должны быть обработаны
на второй операции, а их обработка на
этой операции должна быть начата в тот
момент, когда до момента окончания
обработки всей партии изделий на первой
операции остается время, равное
изделий партии уже должны быть обработаны
на второй операции, а их обработка на
этой операции должна быть начата в тот
момент, когда до момента окончания
обработки всей партии изделий на первой
операции остается время, равное
![]() .
Лишь при этом условии одновременно
обеспечиваются непрерывная работа
оборудования и рабочих на второй операции
и минимальная длительность цикла
обработки всей партии изделий на данной
паре смежных операций.
.
Лишь при этом условии одновременно
обеспечиваются непрерывная работа
оборудования и рабочих на второй операции
и минимальная длительность цикла
обработки всей партии изделий на данной
паре смежных операций.
Таким образом, сопряжение операционных циклов на данной паре смежных операций необходимо осуществлять по моменту окончания обработки последней передаточной партии на первой операции. Время перекрытия операционных циклов этих двух операций равно
![]() . (7.6)
. (7.6)
Общий принцип определения длительности параллельно-последовательного многооперационного цикла состоит в том, что вначале определяется сумма длительностей всех операционных циклов, равная длительности последовательного многооперационного цикла, и из нее вычитается сумма времен перекрытий операционных циклов на всех парах смежных операций (рис. 7.5):
![]() (7.7)
(7.7)
где tmin-время выполнения наиболее короткой (минимальной) операции (из каждой пары)
В целом параллельно-последовательный многооперационный цикл изготовления партии изделий характеризуется тем, что, во-первых, его длительность меньше длительности последовательного, но больше длительности параллельного многооперационных циклов; во-вторых, в нем отсутствуют перерывы в работе оборудования и рабочих; в-третьих, в нем имеются пролеживания изделий на операциях, общее время которых, однако, много меньше, чем в последовательном многооперационном цикле. Это обусловливает его применение при больших партиях и больших трудоемкостях изделий в серийном и крупносерийном производстве.

Рис. 7.5. Структура параллельно-последовательного многооперационного цикла изготовления партии изделий