

Имс с организованными выводами на гибком носителе
По мере уменьшения размеров электронных устройств все большую часть их площади начинают занимать соединения (обычно проволочные между БИС и внешней схемой). Уменьшение высоты электронных блоков при одновременном уменьшении шага размещения КП на кристалле приводит к тому, что проволочные соединения начинают занимать слишком много места как в высоту, так и на поверхности платы. Автоматизированная сборка с использованием ленты-носителя (АСЛН) позволяет отчасти решить эти проблемы.
Эту технологию часто называют ТАВ-технологией (Таре Automated Bonding). Автоматизированный монтаж кристаллов осуществляется с использованием гибкого носителя с ленточными выводами, изготавливаемого отдельно (технологически не связанного с кристаллом), с применением фотолитографии по слою алюминия (или меди), расположенному на тонком полимерном основании. После полной аттестации СБИС на носителе производится вырубка (отделение от измерительных участков носителя) и затем монтаж СБИС КГА в МКМ.
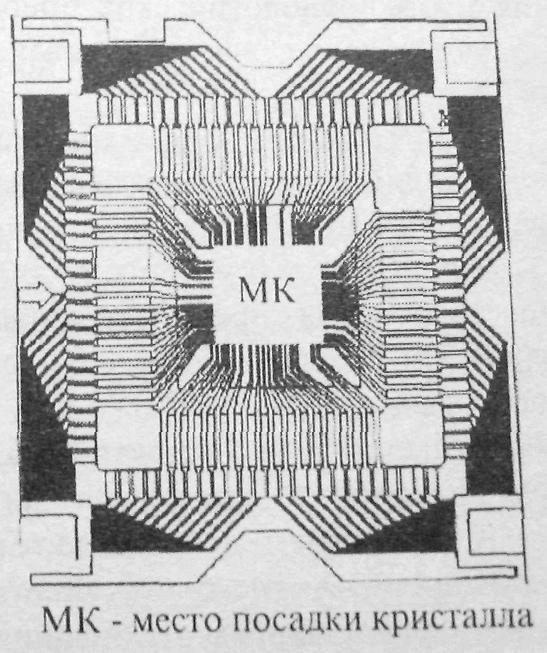
Рис.7. Двухслойный полиимидный гибкий носитель для TAB-технологии
Хотя АСЛН была разработана в 1972 году американской фирмой General Electric Co, в течение многих лет она не находила применения в США, поскольку интерес к этому методу сборки ослабевал по мере того, как крупные компании Kemp Jnc, Rogers Corp начали заниматься этой технологией и за тем отказались от нее.
В 70-х годах к методу АСЛН стали обращаться японские фирмы Sharp, Hitachi, Mitsubishi, Toshiba, Seiko. За несколько лет эти компании внедрили у себя метод АСЛН, обеспечив его распространение в Японии, в особенности в изготовлении бытовой электронной техники, где применение этого метода способствует дальнейшей миниатюризации указанных изделий.
Последние разработки американских фирм показали, что переход на технологию АСЛН позволяет уменьшить размер контактных площадок до 25*25 мкм при расстоянии между ними 12.5 мкм. При этом размер кристалла может уменьшиться на 90% и будет ограничен только числом компонентов на кристалле.
Следует отметить, что в связи с увеличением площади кристаллов СБИС увеличилась ширина используемых лент.
Одна из движущих сил развития технологии АСЛН – военная область. Кроме того, большой интерес к автоматизированной сборке на ленту-носитель проявляют изготовители приборов на GaAs.
Классификация типов ленточных носителей
Метод АСЛН предполагает выполнение объемных выводов либо на кристаллах, либо на балочных выводах ленты носителя.
В основу классификации типов гибких (как правило, полиимидных) носителей (ПН) положены три параметра: число слоев носителя, материал проводников носителя, конструктивное исполнение выводов ПН. Исходя из этих параметров, типы гибких носителей можно разделить на три группы: однослойные, многослойные (дву- и трехслойные) и пространственные.
Однослойные носители состоят только из одного слоя металла (обычно медная фольга) с вытравленными и облуженными выводными рамками. Напайку кристаллов к таким носителям производят эвтектикой Au - Sn. Их недостаток заключается в невозможности проведения испытаний смонтированных на них кристаллов до установки их на плату, кроме того, не исключается вероятность замыкания выводов носителя на край кристалла. Поэтому такой тип ленточных носителей используется в основном для кристаллов с малым числом выводов и имеющих высокий выход годных в массовом производстве. Смонтированные таким образом кристаллы, как правило, запрессовываются пластмассой.
Пространственный тип носителей находится в стадии лабораторной отработки и направлен на решение пространственной сборки матричных безвыводных кристаллов СБИС, характеризующихся расположением монтажных контактных площадок не только по периферии кристалла, но и по его центральной части. В этом случае автоматизированное соединение выводов предполагает монтаж как методом перевернутого кристалла, так и одноточечной микросваркой.
Пространственная сборка может также вызвать расслоение полиимидной пленки, несущей выводы, вследствие ее перегрева и расширения во время присоединения. Одним из путей решения этой проблемы является применение одноточечной сварки, осуществленной на установках с приваркой выводов одного за другим.
Еще одна проблема - недоступность сварных соединений в центре кристалла для визуального контроля.