

Одноточечная автоматизированная сборка на ленту-носитель
Этот метод сочетает быстроту и высокую точность, характерные для простой автоматизированной сборки на ленту, и гибкость, характерную для проволочного монтажа, и позволяет осуществить сборку кристаллов, имеющих самые разнообразные размеры и формы на одной и той же установке. Этот тип сборки позволяет осуществить 8-10 присоединений внутренних или наружных выводов за 1с. При этом поверхность кристаллов должна быть абсолютно плоская.
Многослойные (дву- и трехслойные) носители имеют структуру металл - полимер и металл - адгезив - полимер. Выбор материалов ПН и технология их изготовления должны обеспечивать:
точное соответствие размеров ленты конфигурации схемы;
надежность соединения металла с пленкой в процессе проведения таких технологических операций, как химическое травление, термоциклирование, ультразвуковая, термокомпрессионная и другие сварки, герметизация;
отсутствие усадки пленки при нагреве и максимальное соответствие полимерного материала и металла выводов по величине КТЛР для сведения к минимуму механических напряжений.
Все проводящие слои соединяются между собой с помощью прогнутых проводников. Такая конструкция позволяет исключить дорогостоящие тонкопленочные гибридные подложки, металлизированные сквозные отверстия и навесные перемычки, а также дает возможность производить индивидуальные испытания каждого кристалла, поскольку соединения между ними остаются разомкнутыми, пока не будут подключены изогнутые проводники.
Изготовители таких ленточных носителей могут обеспечить столь малую ширину проводящих линий, что без особых проблем к одной рамке можно присоединить 7-9 приборов, создавая так называемую многокристальную сборку.
Этот метод сборки на ленту-носитель создан фирмой JMI и получил название Multitab. В нем используются две однослойные ленты с балочными выводами, позволяющими избавиться от необходимости применения полиимидного опорного кольца и, в то же время, дающие возможность проверять каждый кристалл перед его окончательной сборкой в корпус. Такие миниатюрные сборки можно монтировать на любые основания (стальные эмалированные подложки, алюмокерамику, кварц и стеклоэпоксидные платы), что позволяет значительно снизить габаритные размеры модульных сборок всех видов.
Кроме того, к материалу для выводов ПН предъявляются следующие требования: прочность, пластичность, стойкость к многократным перегибам, коррозионная стойкость, адгезия к полиимиду, совместимость с адгезивом, возможность фотопечати с обеспечением разрешения согласно шагу контактных площадок кристалла, возможность проведения монтажа на плату как пайкой, так и сваркой.
К материалам для выводов ПН, которые могут отвечать указанным требованиям, можно отнести металлы: Al, Au, Ni, Cu. Из них наиболее полно перечисленным требованиям отвечает золото. Однако золото является драгметаллом и поэтому находит применение главным образом в виде финишного покрытия к основному металлу.
Из остальных металлов наибольшее распространение в качестве материалов для выводов ПН получили Al и Cu в виде фольги. Толщина алюминиевой фольги лежит в пределах 0,025 - 0,07 мм, а толщина медной фольги как, правило, составляет 0,03 - 0,035 мм, в отдельных случаях достигает 0,076 мм.
В качестве материала полимерной пленки в ПН могут использоваться полиимид, полиэфир, полисульфоноэфир и другие. Наибольшее распространение получил полиимид вследствие исключительного сочетания свойств: высокой теплостойкости, способности сохранять стабильность физических и химических свойств при высоких температурах, возможности селективной химической обработки и использования в качестве подложки при вакуумном напылении металлических пленок. Полимерная пленка, являясь основой гибкого носителя, обычно имеет ширину от 16 до 120 мм.
Двухслойный носитель выполняется нанесением на металлическую фольгу полиимидного лака с его последующей полимеризацией и требует при формировании рисунка избирательного травления как металлической фольги, так и полиимида. Для изготовления трехслойного носителя на пленку из полиимида наносится слой адгезива (на основе эпоксидов, акрила или полиэфиров) и после разрезания пленки на ленты в ней с помощью соответствующих пуансонов автоматически пробиваются краевая перфорация, отверстия под кристаллы и балочные выводы. Затем на ленту наклеивается металлическая фольга. Далее лента поступает на операции избирательного травления металлической фольги для формирования балочных выводов с последующим осаждением защитного покрытия из олова, никеля или золота. Для производства полиимидных носителей используется и полуаддитивная технология. Она является унифицированной для производства гибких носителей и плат, предусматривает травление полиимида для формирования переходных отверстий, вакуумное осаждение пленок Cr - Cu на полиимидную пленку, фотопечать, избирательное гальваническое наращивание проводящих слоев Cr - (Sn - Bi), формирование окончательного конструктива путем травления полиимида.
Преимущественным методом присоединения алюминиевых выводов носителя к алюминиевым контактным площадкам кристалла является ультразвуковая сварка. Поочередное присоединение каждого вывода носителя к соответствующей контактной площадке кристалла, конечно, снижает производительность процесса, однако применение методов технического зрения в значительной степени позволяет автоматизировать процесс микромонтажа в целом. Объемные выводы присоединяются к внутренним медным выводам рамки носителя различным способами: импульсной эвтектической пайкой Sn - Au; термокомпрессионной сваркой Au - Au; лазерной импульсной пайкой или сваркой.
При АСЛН многовыводных кристаллов СБИС большого размера при длине балочного вывода 280 мкм, толщине 35 мкм и ширине 100 мкм желательно использовать не перемотку ленты с катушки на катушку, а работать с отдельными отрезками ленты во временном носителе, чтобы избежать повреждения выводов и кристаллов. В этом случае кристаллы, смонтированные на отрезке ленты, герметизируются компаундом, время отверждения которого и ограничивает число позиций в отрезке ленты. При этом используется размер контактной площадки около 400 мкм, средняя прочность соединения при этом 300 г/вывод, отличается высокой устойчивостью к коррозии.
Необходимость получения многовыводных кристаллов СБИС КГА для монтажа МКМ потребовала разработки новой технологической концепции сборки бескорпусных СБИС с выработкой конструктивно-технологических требований для унификации конструкций СБИС КГА на гибком носителе, автоматизации сборки, включая обеспечение возможности проведения измерений и контроля кристаллов до монтажа.
Метод переноса объемных выводов (ОВ)
В этой технологии ОВ выполняются на временной подложке, затем присоединяются к концам балочных выводов ленты-носителя (ЛН), что существенно снижает стоимость сборки и упрощает ее. Принцип этой технологии отражен на рис.8. В данном случае ЛН выполнена из полиимидной пленки толщиной 125 мкм, ламинированной с медной фольгой толщиной 35 мкм, в которой формируют травлением выводную рамку с последующим ее лужением и золочением. Оптимальная толщина облуженного слоя 0,3-0,45 мкм. Временная подложка состоит из теплостойкой стеклянной пластины со слоем металлизации, который служит электродом для нанесения золотых ОВ. Подложка должна надежно поддерживать сформированные выводы и выполнить их перенос при самых низких давлениях и температурах инструмента. Качество переноса зависит от плоскостности и гладкости временной подложки, которую можно использовать многократно.
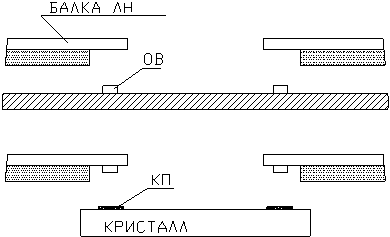
Рис.8. Процесс переноса ОВ
Сформированные выводы имеют форму «гриба», высота 20-40 мкм, размер в широкой части 80х80 мкм и 20х20 мкм в нижней части. На прочность присоединения ОВ влияют его форма и чистота золота (хорошее качество присоединения наблюдается для выводов из золота 99.95%, для выводов с содержанием золота 67% наблюдается растрескивание выводов при сборке).
Лекция 7. Констуктивно-технологические особенности сборки и монтажа бескорпусных микросхем на гибких полиимидных носителях.
В современной микроэлектронной аппаратуре, выполняющей функции обработки и хранения информации, автоматизации и управления технологическими процессами, используются универсальные и специализированные интегральные микросхемы (ИМС) различной степени интеграции. Наблюдается тенденция более широкого применения ИМС высокой степени интеграции - больших (БИС) и сверхбольших (СБИС). Это обусловлено существенным улучшением технико-экономических характеристик аппаратуры, а именно: повышением надежности, быстродействия и помехоустойчивости; снижением массы, габаритов, потребляемой мощности, стоимости; сокращением сроков проектирования и подготовки производства.
С ростом степени интеграции уменьшается объем производства БИС. Это связано с резким сужением сферы их применения, так как многие БИС выполняют специализированные функции и являются изделиями частного использования. Широкую номенклатуру специализированных БИС при приемлемых затратах на проектирование и производство изготовляют с помощью базовых матричных кристаллов. Для получения БИС на их основе требуется спроектировать и изготовить необходимые (заказные) электрические соединения элементов кристалла. Так как часть конструкции БИС проектируется и изготовляется по заказу, то такие специализированные БИС называются полузаказными.
Для БИС характерны такие особенности конструкции, как высокая плотность размещения элементов, многоуровневая разводка, большой размер кристалла, высокая мощность потребления, большое количество выводов. Их конструктивные особенности предъявляют повышенные требования к технологическим процессам сборки и монтажа с целью получения высоконадежных изделий с высоким и стабильным процентом выхода годных микросхем.
Сборка и монтаж - это часть общего технологического процесса изготовления БИС, в результате проведения которого получают готовую конструкцию ИМС (БИС), т.е. готовые изделия.
Процессы и операции сборки и монтажа являются наиболее трудоемкими в технологии производства ИМС. Если при изготовлении кристаллов широко применяются высокопроизводительные групповые методы, то при сборке и монтаже оперируют с каждой отдельной ИМС.
Технологическим процессом сборки ИМС (БИС) называют совокупность операций по ориентированному разделению пластин и подложек со сформированными элементами на кристаллы или платы, закрепление их на основаниях корпусов, посадочных площадках выводных рамок и т.д.
Технологическим процессом монтажа ИМС, в том числе БИС, называют совокупность операций, направленных на получение электрических соединений кристалла со следующим коммутирующим уровнем, т.е.: с выводами рамок, гибких носителей, оснований корпусов, либо с контактными площадками подложек плат. Герметизация ИМС входит в число монтажных операций только в том случае, если она является бескорпусной, и сводится к формированию защитных покрытий путем заливки смонтированного кристалла (как правило, его рабочей поверхности) специальным герметизирующим покрытием (чаще всего называемым герметиком).
Конструктивные исполнения бескорпусных БИС
Использование бескорпусных БИС в микроэлектронной аппаратуре (МЭА) позволяет обеспечить значительное уменьшение ее массогабаритных характеристик, снижение значений переходных сопротивлений, паразитных индуктивностей и емкостей, повышение надежности. Бескорпусные БИС обладают универсальностью применения при пониженной материалоемкости.
Бескорпусные БИС изготавливают с гибкими проволочными выводами, на полиимидном носителе и с объемными выводами. На коммутационной плате БИС на полиимидном носителе занимают площадь, в 4 - 10 и более раз меньшую по сравнению с микросхемами в корпусах. Для монтажа на плату выводы БИС в этом случае имеют вид квадратных контактных площадок, расположенных в периферийных областях кристалла.
Применение бескорпусных БИС на полиимидных носителях позволяет повысить надежность МЭА за счет: уменьшения количества сварных и паянных соединений в расчете на одну контактную площадку БИС (для корпусных - три - четыре соединения, для бескорпусных - два - три), улучшения условий отвода теплоты при установке кристалла непосредственно на теплоотводящий пьедестал, снижения механических напряжений в кристалле БИС и небольшой массы.
Бескорпусные БИС с объемными выводами представляют собой кристаллы БИС, на контактных площадках которых образованы шариковые (или столбиковые) выводы. Объемные выводы (ОВ) изготавливают из золота, облуженной или позолоченной меди и сплава олово - серебро. Такие БИС занимают на коммутационной плате площадь, в 16-40 раз меньшую, чем корпусные БИС, и в 4-10 раз меньшую, чем бескорпусные БИС на полиимидном носителе. Сопротивление их выводов в 20 - 100 раз, паразитная индуктивность в 60 - 200 раз и межвыводная емкость в 9 - 50 раз ниже, чем у корпусных БИС.
Объемные выводы на контактных площадках кристалла БИС могут быть сформированы двумя различными способами. В первом способе, называемом "мокрым", используют процессы вакуумного осаждения барьерного слоя (хром - медь, хром - никель, ванадий-медь), на котором гальванически выращивают припойные шарики. Барьерный слой создают из металлов, имеющих хорошую адгезию к алюминию кристалла БИС и не образующих с ним выпрямляющих контактов, т.е. не влияющих на электрические параметры БИС. К недостаткам "мокрого" способа относят трудность нанесения однородного покрытия необходимой толщины, сложность контроля за составом припоя и выдерживанием размеров ОВ из-за гальванического разрастания, а также ухудшение параметров БИС, особенно на МДП-структурах.
Чтобы избежать недостатков "мокрого" способа формирования ОВ, применяют "сухой" способ. Сущность его заключается в ультразвуковом присоединении шариков из золотой проволоки и последующей обрезке проволоки непосредственно над шариком. "Сухой" способ прост и практически не влияет на параметры БИС.
Объемные выводы формируют на кристаллах, находящихся в составе пластины, до ее разделения. При этом "сухой" способ обеспечивает избирательность в формировании ОВ: они создаются на контактных площадках только годных, предварительно проверенных по электрическим параметрам кристаллов БИС.
Полиимидные носители с алюминиевыми балочными выводами присоединяют к алюминиевым контактным площадкам кристаллов БИС ультразвуковой микросваркой. В этом случае при взаимодействии материалов вывода и контактной площадки образуется надежное однокомпонентное микросварное соединение.
Присоединять медные, покрытые олово-висмутом балочные выводы полиимидного носителя к контактным площадкам кристаллов сложнее, так как медь и алюминии технически несовместимы при микросварке и пайке. Поэтому перед их соединением на контактных площадках кристалла или ленточных выводах носителя формируют объемные выводы, на кристалле - золотые или припой-ные, на носителе - золотые.
Присоединение носителя может быть осуществлено пайкой или термокомпрессионной сваркой. Объемные золотые выводы на носителе формируют импульсной пайкой с образованием золото-оловянного эвтектического сплава, термокомпрессионной сваркой с золотым покрытием медной балки, а также лазерной импульсной пайкой или сваркой.
В оловянное покрытие медных балочных выводов вводят висмут (до 10 %) или свинец (до 40 %) с целью предотвращения образования хрупкой фазы интерметаллида AuSm. При добавлении висмута толщина интерметаллида после пайки при температуре 250 °С и времени выдержки 30 с составляет 0,5 - 2 мкм. Легирование припоя свинцом при пайке в таких же условиях приводит к образованию слоя интерметаллида толщиной 4 - 5 мкм, который способствует образованию прочных паянных соединений. Дальнейшее увеличение его толщины вызывает уменьшение прочности.
Перед присоединением полиимидного носителя или перед установкой на коммутационную плату пластина с кристаллами БИС закрепляется на эластичной адгезионной пленке и разделяется на отдельные кристаллы на всю толщину, что исключает необходимость в дальнейшем разламывания пластины, и объемные выводы не повреждаются.
Сборка и монтаж бескорпусных БИС на коммутационных платах
Сборка и монтаж: кристаллов БИС с объемными выводами
Полупроводниковая пластина с кристаллами БИС, на контактных площадках которых сформированы объемные выводы, разрезается и после удаления дефектных кристаллов поступает на операцию монтажа. Кристаллы 3 устанавливают на коммутационные платы 4 лицевой стороной вниз (рис.1). Объемные выводы 2 совмещают с контактными площадками 1 коммутационной платы, используя подвижные и неподвижные полупрозрачные зеркала или автоматизированные системы распознавания образов.
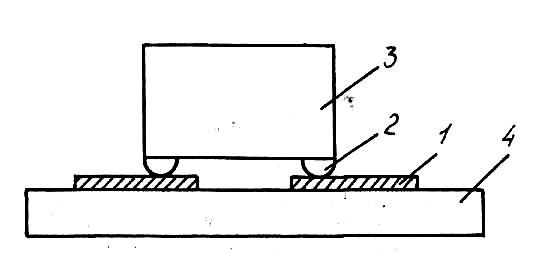
Рис.1. Монтаж БИС с объемными выводами: 1 - контактная площадка; 2 - объемные выводы; 3 - кристалл; 4 - коммутационная плата
Способ соединения кристалла с платой зависит от материалов объемных выводов кристалла и контактных площадок коммутационных плат. Кристаллы БИС с золотыми объемными выводами присоединяют к покрытым слоем золота контактным площадкам коммутационных плат термокомпрессионной сваркой. Пайку используют в тех случаях, когда хотя бы одна из соединяемых поверхностей покрыта слоем припойного материала.
При монтаже на коммутационную плату кристаллы присоединяются к посадочным местам поочередно или одновременно. Поочередное присоединение осуществляют нагретым инструментом с вакуумным присосом. Необходимую температуру нагрева рабочей части инструмента регулируют мощностью и длительностью проходящего импульса тока. Групповое (одновременное) присоединение кристаллов выполняют следующим образом: контактные площадки посадочных мест коммутационной платы обрабатывают канифольным флюсом, кристаллы БИС с припойными объемными выводами размещают на посадочных местах и коммутационную плату с кристаллами помещают в конвейерную печь с атмосферой азота.
При необходимости замены отказавшей в процессе технологической обработки, испытаний и эксплуатации БИС кристалл удаляют нагреваемым инструментом с вакуумным присосом без общего нагрева коммутационной платы.
С целью предотвращения растекания припоя объемного вывода 2 по контактной площадке 1 применяют специальные меры, например, на границе контактной площадки наносят полоску 5 из материала, который не смачивается припоем (рис.2).
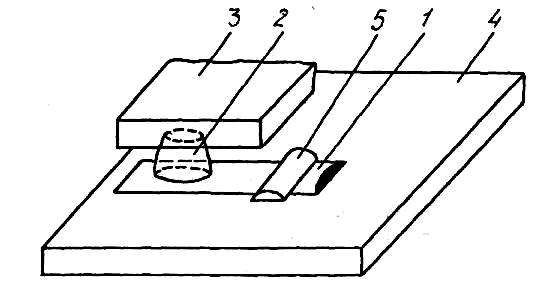
Рис.2. Ограничение растекания припоя объемного вывода: I - контактная площадка; 2 - объемный вывод; 3 - кристалл; 4 - коммутационная плата; 5 - ограничительная полоска
Бескорпусные БИС с объемными выводами устанавливают на керамические, полиимидные и кремниевые коммутационные платы. За счет разницы температурных коэффициентов расширения (ТКР) материалов кристалла и коммутационной платы при эксплуатации аппаратуры в объемных выводах возникают значительные механические напряжения (срезающие усилия). С ростом размеров кристаллов эти усилия увеличиваются. Для кристаллов, площадь которых превышает 15 мм2 , выбор материалов коммутационных плат имеет принципиальное значение. Для обеспечения надежного соединения объемных выводов с контактными площадками коммутационных плат усилие среза должно быть в 1,5-2 раза меньше прочности соединения объемный вывод - контактная площадка кристалла и прочности материала вывода. Установлено, что при монтаже кристаллов БИС площадью более 15 мм2 на керамические коммутационные платы возникающие усилия приводят к разрушению объемных выводов. Воздействующие на объемные выводы усилия уменьшают повышением эластичности коммутационной платы или изготовлением ее из материалов с ТКР, близким к ТКР кремния.
При установке БИС на керамические и кремниевые коммутационные платы разновысотность объемных выводов должна находиться в пределах ±(1 - 2) мкм. На многослойные полиимидные платы устанавливают кристаллы БИС с большим допуском объемных выводов по разновысотности (до ±5 мкм). В этом случае повышенный разброс высоты объемных выводов компенсируют созданием на коммутационной плате соответствующего металлизированного припоем отверстия вместо плоской облуженной контактной площадки.
Сборка и монтаж кристаллов БИС на полиимидном носителе
Кристаллы БИС на полиимидном носителе устанавливают на коммутационные платы (без ограничений их по материалам) лицевой стороной вверх или вниз (рис.3,а,б,в).
Последовательность операций по установке и присоединению выводов БИС на полиимидном носителе следующая:
обрубка технологической (измерительной) части носителя;
формовка балочных (ленточных) выводов;
установка БИС на коммутационную плату;
присоединение выводов носителя к контактным площадкам коммутационной платы.
При установке кристаллов БИС лицевой стороной вверх на поверхность коммутационной платы 4 балочные выводы 2 вблизи кристалла 3 слегка отгибаются вверх, затем вниз к основанию кристалла и далее параллельно плоскости коммутационной платы 4 вдоль контактной площадки 1 (рис.4). Выводы такой формы не касаются края кристалла и обладают достаточной упругостью. Таким образом исключается электрическое замыкание элементов БИС и полупроводниковой подложки кристалла, а также происходит демпфирование напряжений при значительной разности ТКЛР материалов кристалла и коммутационной платы. Балочные (ленточные) выводы, изготовленные из меди и алюминия, легко формуются.
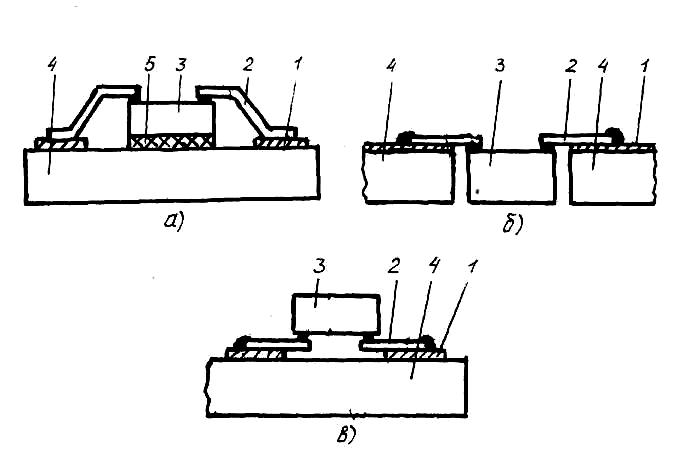
Рис.3. Монтаж кристалла БИС на полиимидном носителе лицевой стороной
вверх (а, б) и вниз (в): I - контактные площадки; 2 - балочные выводы; 3 -
кристалл; 4 - коммутационная плата; 5 - клей
При установке кристаллов БИС лицевой стороной вверх в углубление коммутационной платы (см. рис.3,6), а также лицевой стороной вниз (см. рис.3,в) занимаемая площадь уменьшается примерно в два раза. При этом оптимальная длина балочного вывода / зависит от размеров кристалла (рис.5). Для БИС, размеры кристаллов которых превышают 5x5 мм (длина стороны L = 5 мм), минимальная длина балочного вывода составляет 280 мкм.
Микроконтактирование при сборке и монтаже БИС
Термин "микроконтактирование", т.е. "соединение" подразумевает механическое и (или) электрическое присоединение кристаллов полупроводниковых ИМС к подложкам с выводными рамками и к подложкам других типов, а также присоединение к ИМС проволочных выводов для внешних (по отношению к ИМС) связей.
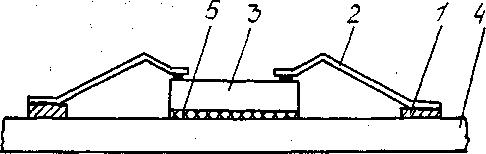
Рис.4. Формовка балочных выводов: 1 - контактные площадки; 2 - балочные выводы; 3 - кристалл; 4 - коммутационная плата; 5 – клей
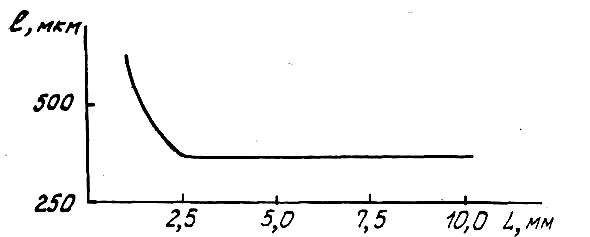
Рис.5. Зависимость длины балочного вывода / от размеров кристалла L
Основными способами сборки (механического присоединения) кристаллов на основания корпусов, плат, ленточных носителей являются соединения с помощью припоев, эвтектических сплавов, клеев. Между металлизированными поверхностями обратной стороны кристалла и основания корпуса или подложки размещают кусочек фольги припойного сплава или эвтектики толщиной около 50 мкм. Используют нагрев горячим газом, пайку импульсным нагревом. Оптимальный режим эвтектической пайки: температура 390-420 °С, время 3 - 5 с, давление 3-5 Н/мм2. Способы сборки, основанные на применении легкоплавких припоев и эвтектик, дают наилучшие показатели по прочности и вибропрочности соединений, обеспечивают хороший теплоотвод, но дороги, плохо поддаются автоматизации.
Сборку БИС на коммутационную плату обычно осуществляют приклеиванием кристаллов с помощью эпоксидных и полиимидных клеев. Наиболее эффективным является трафаретный способ нанесения клея на посадочные места коммутационных плат.
Распространенными способами монтажа (электрического присоединения) выводов кристаллов на контактных площадках коммутационных плат являются различные виды микросварки или микропайка.
Микропайку используют для покрытых припоем балочных выводов. Медные балочные выводы обычно покрывают слоем сплава олово - висмут или олово - свинец в процессе изготовления полиимидного носителя. Алюминиевые балочные выводы, предназначенные для присоединения к облуженным контактным площадкам коммутационных плат, покрывают тонким слоем тантала и никеля (0,2 - 0,3 мкм), а затем облуживают горячим способом.
Облуженные медные балочные выводы присоединяют к покрытым золотом контактным площадкам коммутационных плат импульсной микропайкой с образованием золото-оловянного эвтектического сплава. Коммутационную плату устанавливают на подогреваемый столик и прогревают некоторое время при температуре примерно 100 °С. Одновременно все балочные выводы прижимают инструментом для пайки к контактным площадкам и пропускают импульсы тока, мощность и длительность которых таковы, что обеспечивают нагрев мест соединения до температуры примерно 450 °С. Происходит контактное плавление и образование золото-оловянной эвтектики. После затвердевания расплава инструмент поднимают.
Такой процесс позволяет получать качественные паянные соединения, на которые не оказывают влияния неоднородность металлизации контактных площадок, разновысотность и неплоскостность поверхности коммутационных плат. Применение защитной газовой среды исключает необходимость использования флюсов, являющихся потенциальным источником коррозии металлизации.
В зависимости от материалов вывода и контактной площадки, а также конструктивного исполнения ИМС применяют следующие виды микросварки: импульсную, термокомпрессионную, ультразвуковую, лазерную и другие.
Импульсную микросварку, как и микропайку, осуществляют с использованием импульсных источников питания и расщепленного или нагретого косвенным импульсным нагревом электрода 1 (рис.6). При микросварке каждый вывод 2 присоединяют к контактной площадке 3 индивидуально, а при микропайке возможно групповое присоединение.
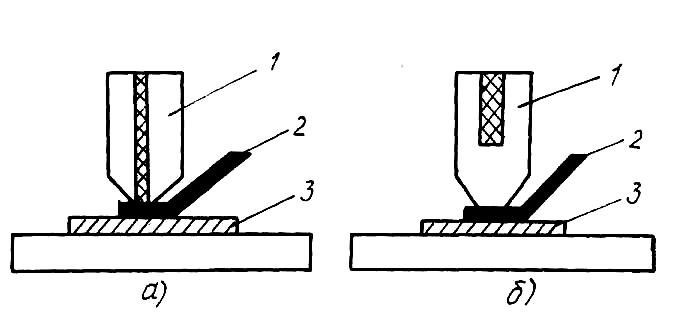
Рис.6. Присоединение балочного вывода расщепленным (а) и нагреваемым
косвенным импульсным нагревом (б) электродом: 1-электрод; 2-вывод;
3 - контактная площадка
Наибольшее применение нашли термокомпрессионная и ультразвуковая микросварки. При термокомпрессионной микросварке соединение формируется в твердой фазе за счет сжатия и нагрева, температура 250 - 370°С, давление примерно 60 - 100 Н/мм2, время сварки 0,05 - 2 с. Форма и размеры сварной точки определяются площадью рабочей части инструмента. Необходимым условием образования прочного соединения является пластическая деформация отдельного или обоих материалов. Соединение осуществляется в результате диффузии частиц между присоединяемыми материалами.
Термокомпрессионную микросварку применяют при наличии слоя золота на контактных площадках коммутационной платы и балочных выводах. Простота процесса, небольшое количество регулируемых параметров (температура, давление), поддерживаемых с высокой точностью, выгодно отличают этот способ присоединения от других. Поскольку термокомпрессионное соединение образуется при температуре до 370°С, на медные балочные выводы наносят никелевый подслой, препятствующий образованию интерметаллидов золото-медь. В зависимости от конструкции рабочего инструмента, способа нагрева зоны соединения и подачи проволоки существует несколько разновидностей термокомпрессионной сварки: шариком, пережимом, клином. На рис.7 схематически показана термокомпрессия клином, служащая для присоединения золотых проволок, при этом кристалл нагревают до 300°С, а клин - до 150°С.
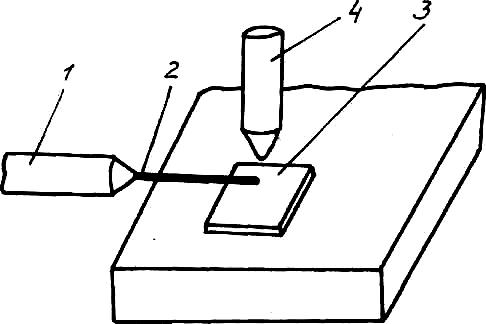
Рис. 7. Термокомпрессионная сварка клином: 1 - приспособление для подачи проволоки через капилляр; 2 - проволока; 3 - контактная площадка; 4 - подогреваемый клин из карбида вольфрама
Недостатки термокомпрессии - ограниченное число пар свариваемых металлов, высокие требования к качеству соединяемых поверхностей и низкая производительность (обычно сварка выполняется под микроскопом).
При соединении золотой проволоки с алюминиевой контактной площадкой термокомпрессией в месте контакта могут образоваться хрупкие интерметаллические соединения. Для соединения этих материалов, а также двух алюминиевых деталей применяют ультразвуковую (УЗ) сварку (рис.8). При подключении обмотки возбуждения к УЗ генератору электрические колебания посредством магнитострикционного преобразователя трансформируются в продольные механические колебания, которые с помощью волновода-концентратора 4 усиливаются по амплитуде до 0,5 - 2,0 мкм и через
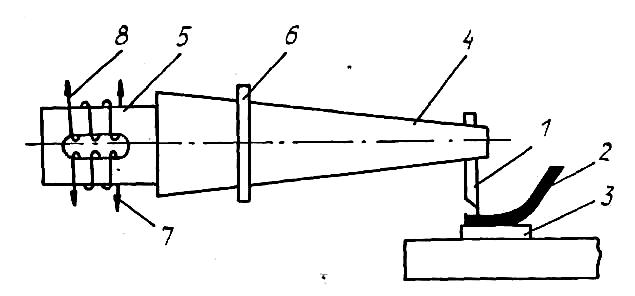
Рис.8. Ультразвуковая сварка: 1 - инструмент; 2 - вывод; 3 - контактная площадка; 4 - концентратор (волновод); 5 - преобразователь (вибратор); 6 - устройство крепления; 7, 8 - обмотки возбуждения и подмагничивания
инструмент передаются деталям. В материале соединяемых деталей возникает сложное напряженное состояние, приводящее к деформации в зоне действий инструмента, где одновременно за счет трения выделяется тепло. Имеющаяся на поверхности алюминия пленка окисла при воздействии ультразвука разрушается, обнажая чистые поверхности, которые и соединяются между собой. Основные параметры УЗГ сварки: частота 60 - 80 кГц, давление 20 - 450 Н/мм2, амплитуда колебаний 0,5 - 2 мкм. Свариваемые детали должны быть чистыми, не иметь грубых дефектов. Интенсификации процесса УЗ сварки способствует косвенный импульсный нагрев инструмента (комбинированная сварка). При этом повышается прочность соединения при меньшей деформации выводов, можно соединять между собой трудносвариваемые детали. Недостатком УЗ сварки является необходимость высокой пластичности материала проводника, так как его относительная деформация в месте сварки обычно составляет 40 - 60 %.
Применение УЗ микросварки позволяет осуществлять присоединение алюминиевых балочных выводов. Однако при использовании сварочного инструмента для одновременного присоединения всех,выводов БИС вследствие разнотолщинности и неплоскостности поверхности коммутационной платы наблюдается нестабильность прочностных свойств микросварных соединений. Кроме того, такие соединения имеют низкую ремонтопригодность, так как при замене кристалла БИС повторная сварка осуществляется на уже использованной контактной площадке коммутационной платы, что резко снижает надежность микросварного соединения.
Находят применение сварка косвенным импульсным нагревом (СКИН) рабочей зоны, который осуществляется только в момент сварки за счет импульса тока непосредственно через рабочий инструмент, и сварка сдвоенным (расщепленным) инструментом. Оба эти способа являются разновидностями термокомпрессии, в момент сварки к контактному узлу прикладывается усилие сжатия.
При сборке многокристальных микросборок и модулей существенной становится проблема обеспечения достаточно низких рабочих температур активных элементов кристалла БИС. В зависимости от мощности рассеяния используемых БИС применяют воздушное или водяное охлаждение. Интенсивность теплоотвода от активных элементов БИС в значительной степени определяется способом установки кристалла на коммутационной плате. Тепловой поток интенсивнее отводится при монтаже кристалла лицевой стороной вверх, что связано с большей, чем при расположении лицевой стороной вниз, площадью контактирования БИС с коммутационной платой.
Монтаж на гибких и жестких выводах
Различают монтаж на гибких и жестких выводах или проволочный и беспроволочный монтаж. Под монтажом на гибких выводах понимают получение электрических соединений контактных площадок, расположенных в периферийных областях кристалла, с выводами корпуса, платы или балочными (ленточными) выводами носителя с помощью гибких проволочных выводов.
Монтаж на жестких выводах - это электрическое соединение контактных площадок кристалла с выводами корпуса, платы или ленточного носителя с помощью шариковых или столбиковых выводов.
Проволочный монтаж является трудоемкой операцией: чем больше проволочных соединений в микросхеме, тем ниже ее надежность в процессе эксплуатации. Материал проволоки должен образовывать механически прочный, с низким значением переходного сопротивления контакт с материалами площадок кристалла и носителя (или корпуса) при минимальных воздействиях режимов (механических, тепловых и т.п.) их присоединения на характеристики БИС. Способы присоединения проволочных выводов совершенствуются от ручных операций к полностью автоматизированным. Используется проволока из золота, алюминия, алюмокремниевых и алюминий-магниевых сплавов.
Золото и алюминий - металлы, стойкие к термическим и механическим воздействиям, постоянно имеющим место в процессе эксплуатации БИС.
Проволока марки Зл 999,9 изготовляется из золота со степенью очистки более 99,999 %, в которое вносятся специальные добавки (бериллий, медь, железо, магний, серебро), улучшающие механические характеристики. Она имеет диаметр 25 - 60 мкм, относительное удлинение - свыше 10 %. Ее недостатки - высокие стоимость и удельный вес, низкое сопротивление разрыву (для неотожженной ~ 120 Н/мм2) и возможность образования с алюминием хрупких и пористых соединений типа РЛпРмт.
Выводы из алюминия, например марки А995 (содержание алюминия 99,995 %), имеют невысокую прочность (для мягкой проволоки ~ 75 Н/мм), что вынуждает увеличивать диаметр проволоки (до - 1000 мкм) и площадь создаваемых контактов. Поэтому используют алюминиевую проволоку с добавками кремния (марка проволоки АК09П) и магния (марка проволоки АМг 0,8). В проволоке АК09П содержится до 1 % кремния в проволоке АМг 0,8 содержится 0,5 -1,0 % магния. Проволоки из алюминиевых сплавов имеют лучшие характеристики, чем из чистого алюминия;, прочность отожженных ~ 450 Н/мм2 при относительном удлинении до 4 %, диаметр 27 - 50 мкм.
Необходимые механические характеристики проволока приобретает в процессе отжига. С повышением температуры проволока теряет прочность, становится мягче и пластичнее. Рекомендуемое усилие разрыва для проволоки диаметром 25 - 30 мкм составляет 0; 15 - 0,21 HI. Более прочная проволока может вызвать разрушение материала кристалла под контактной площадкой, а проволока пониженной прочности не обеспечивает стабильной прочности сварных соединений. Особенно высоки требования к механическим характеристикам» проволока при ее использовании в; автоматизированных установках.
Присоединение выводов осуществляется при монтаже полупроводниковых БИС микросваркой. Из известных способов микросварки наименьшие механическое и тепловое воздействия обеспечивает УЗ микросварка. При проволочном монтаже реализуют два вида соединений: встык и внахлест. Прочность соединения зависит от площади контакта, которая при соединении встык определяется площадью рабочего торца инструмента, диаметром проволоки и степенью ее деформации. При соединении внахлест с переменной по длине сварки деформацией проволоки используется инструмент с наклоном на несколько градусов в сторону, противоположную формируемой перемычке.
Из беспроволочных методов монтажа наибольшее распространение получили:
1) метод перевернутого кристалла (flip-chip). Осуществляется с помощью объемных выводов;
2) метод ленточных носителей.
Беспроволочный монтаж имеет следующие преимущества перед проволочным:
уменьшение длины соединений;
исключение проволоки - механически ненадежного материала;
увеличение прочности и надежности соединений;
повышение производительности труда в пять и более раз на операциях сборки и монтажа ИМС;
повышение плотности упаковки элементов в ячейках и блоках микроэлектронных устройств.
Для современных БИС и СБИС, для которых характерно увеличение числа выводов и уменьшение шага, т.е. расстояния между соседними выводами, все большее применение находят методы автоматизированной сборки ИМС с помощью ленточных носителей. Причем с ростом числа выводов до 100 и выше этот метод сборки становится единственным технически реализуемым и экономичным.
Широкое распространение получил метод сборки с помощью полиимидных носителей.
Конструкции ленточных носителей
Сборка полупроводниковых приборов и интегральных микросхем на ленточных носителях (ЛН) способствует снижению стоимости приборов и ИМС, так как резко повышается уровень механизации и автоматизации и уменьшаются затраты на материалы. На рис.9 приведена классификация наиболее распространенных конструкций ленточных носителей. В основу классификации положены следующие параметры: число слоев носителя, материал-основа проводников носителя и конструктивное выполнение выводов носителя, предназначенных для соединения с контактными площадками (КП) кристалла. Последний параметр определяет конструктивное исполнение монтируемых на носитель кристаллов - с объемными выводами на КП или без них. Однослойные ЛН состоят из одного слоя металла, двухслойные ЛН имеют структуру металл - полимер, трехслойные ЛН - структуру металл - адгезив - полимер.
Материалом полимерной пленки носителя могут быть поли-имид, полиэфир, полиэфирсульфат, гибкий эпоксистеклопластик и ряд других. Наибольшее распространение получил полиимид из-за следующих его свойств: высокой термостойкости (возможен кратковременный нагрев до 400 °С), стабильности физических и химических параметров при высоких температурах и воздействии кислот, возможности селективной химической обработки и использования в качестве подложки при вакуумном напылении металлических пленок. Полимерная пленка, являясь конструктивной основой двух- и трехслойных носителей, как правило, имеет размеры, заимствованные из техники кино, это особенно относится к ширине пленки {8, 11, 16, 35 или 70 мм) или ее перфорации.
К материалу выводов носителя предъявляются такие требования, как прочность, пластичность, коррозионная стойкость, хорошая адгезия к полимерной пленке (для двух- и трехслойных), трави-мость с обеспечением зазоров до 50 - 70 мкм, легкость золочения или облуживания. Находят применение золото, алюминий, никель, медь с покрытием и без него. Золото используют в основном в виде покрытия. Наибольшее распространение в конструкциях ЛН получили алюминий и медь с различными покрытиями (Sn, Au, Ag и др.) в виде фольги. Толщина алюминиевой фольги 0,025 - 0,07 мм, медной фольги 0,03 - 0,035 мм и в отдельных случаях до 0,076 мм.
Однослойные ленточные носители не нашли широкого применения из-за отсутствия возможности контроля электрических параметров ИМС на ленте вследствие шунтирования выводов, возможности замыкания выводов на края кристалла и трудности монтажа из-за неплоскостности краев выводов.
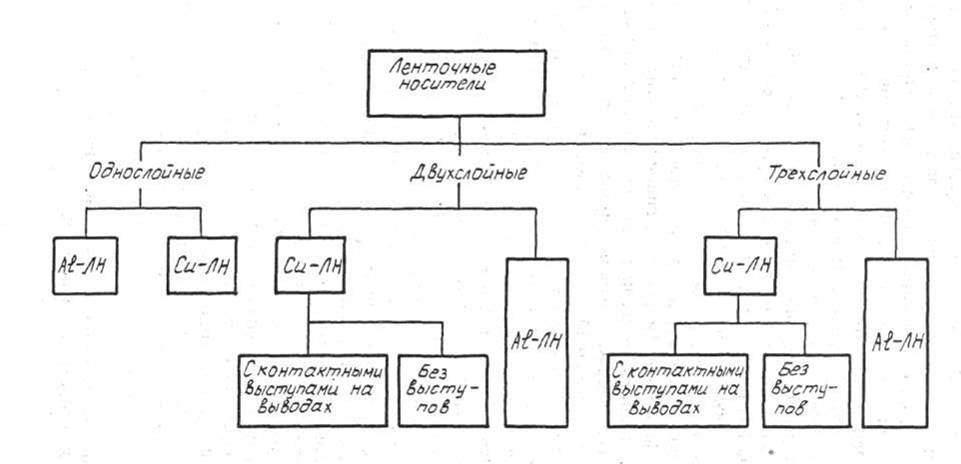
Рис.9. Классификация распространенных конструкций ленточных носителей
Наибольшее распространение при сборке и монтаже бескорпусных полупроводниковых БИС получили полиимидные носители: двухслойный с алюминиевыми выводами и трехслойный с медными выводами. Размеры носителей определяются размерами кристалла, технологией монтажа изделий и типоразмерами КП и посадочных мест микросборок. Типоразмеры носителей определены ОСТ В 11.0546-89 в зависимости от количества выводов (от 2 до 128). ЛН могут выполняться либо с двусторонним, либо с четырехсторонним расположением выводов.
Полиимидный носитель с алюминиевыми выводами
Практически все типы ленточных носителей конструктивно имеют три функциональные зоны:
внутренняя зона А предназначена для монтажа кристалла. Созданные в ней узкие балочные выводы расположены в соответствии с контактными площадками кристалла БИС;
монтажная зона Б служит для присоединения выводов носителя к контактным площадкам коммутационной платы. В ней находятся более широкие балочные выводы, чем в зоне А;
периферийная (измерительная) зона В используется для измерений электрических параметров БИС и технологических испытаний в процессе производства.
В отдельных конструкциях ЛН можно выделить четвертую зону, называемую зоной маркировки и перфорации.
На рис.10 представлена конструкция полиимидного носителя с алюминиевыми выводами. Четвертая зона в данной конструкции расположена в третьей периферийной, в других конструкциях маркировку располагают в свободных местах измерительной зоны.
Перед сборкой и монтажом на коммутационной плате полиимидный носитель обрезают по краю зоны Б. В угловых участках измерительной зоны расположены три крепежных отверстия Д, предназначенных для закрепления носителя с кристаллом в технологической и измерительной таре.
Угловой участок, свободный от крепежных отверстий, является местом маркировки носителя, угол и сторона расположения места маркировки совпадают с нумерацией первого вывода носителя.
Конструкция выводов ленточного носителя во внутренней зоне может быть консольной или закрепленной (рис.11). Ширина выводов носителя в этой зоне определяется размерами КП кристаллов и составляет 0,08 - 0,15 мм, шаг выводов ЛН соответствует шагу КП кристалла. Ширина защитного полиимидного кольца составляет 0,3 - 0,5 мм. В закрепленной конструкции ширина внутреннего опорного полиимидного кольца обычно равна 0,3 - 0,5 мм, а величина перекрытия вывода с внутренним опорным полиимидным кольцом составляет 0,15 -0,35 мм.
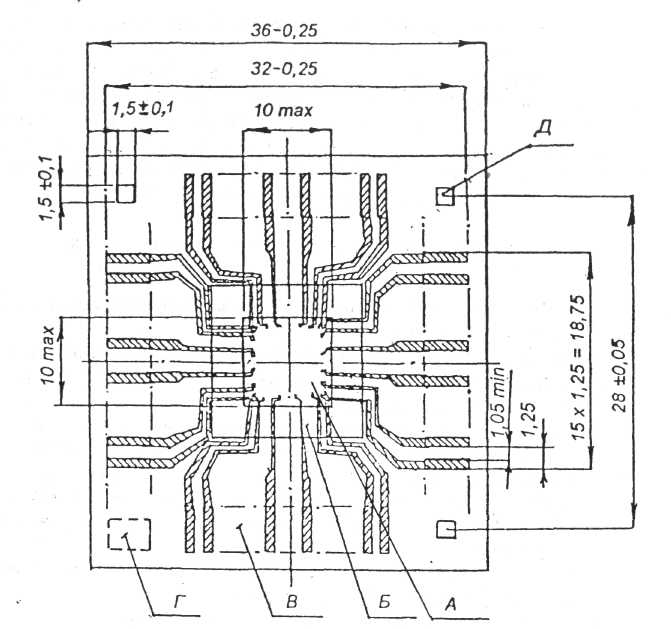
Рис. 10. Конструкция полиимидного носителя с алюминиевыми выводами
для микросхем на 64 вывода: А - внутренняя зона; Б - монтажная зона;
В - измерительная зона; Г - место маркировки; Д - крепежные отверстия
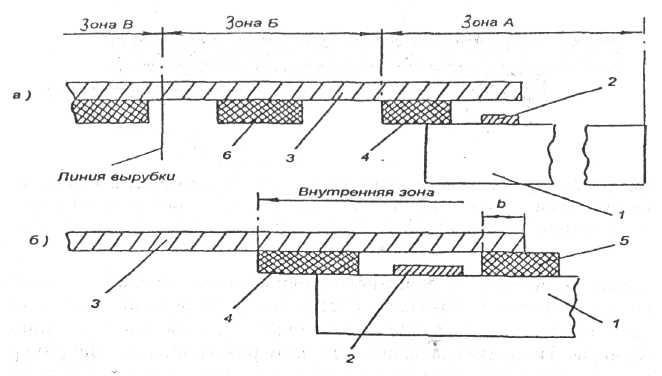
Рис.11. Варианты конструкции выводов ленточного носителя: консольная (а) и закрепленная (б). 1 - кристалл; 2 - контактная площадка; 3 - алюминиевый вывод; 4 - защитное полиимидное кольцо; 5 - внутреннее опорное полиимидное кольцо; 6 - промежуточное кольцо
Закрепленная конструкция более, чем консольная, приемлема для монтажа кристаллов с большим числом контактных площадок (40 - 60 и более) и небольшим их шагом (250 мкм и менее). В этом случае получают более высокий процент выхода годных изделий при изготовлении носителей и на операциях сборки ИМС за счет устранения брака, обусловленного краевыми дефектами выводов, практически полной ликвидации деформации выводов и др. Защитная полиимидная рамка (кольцо) может содержать металлизированный ключ, указывающий положение первого вывода. В других конструкциях имеется отличие в конфигурации первого вывода вне зоны контактирования от остальных, позволяющее его идентифицировать.
Представляет интерес конструкция носителя с защитным кольцом из окиси алюминия АlОз, сформированным на самом выводе (рис.12). Шаг выводов носителя в монтажной зоне Б (см. рис.10) составляет 0,5 или 0,625 мм, а ширина вывода соответственно 0,25 или 0,3 мм. Монтажной зоной или зоной присоединения выводов
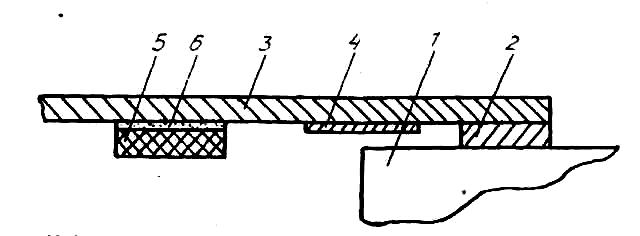
Рис.12. Конструкция трехслойного полиимидного носителя с алюминиевыми выводами: 1 - кристалл; 2 - КП кристалла; 3 - алюминиевый вывод; 4 - защитное кольцо из АlОз (2 - 3 мкм); 5-полиимид; 6-адгезионный клеевой слой
считается область от защитного полиимидного кольца до линии вырубки. На рис.13 показана конструкция полиимидного носителя с кристаллом после вырубки и формовки, указаны основные типоразмеры. Типоразмеры зависят от размеров кристалла. Например, для кристалла размером до 5,1x5,1 мм они таковы: А - 9,8; В = 0,4; С = 8,6; Дпах = 5,1; К = 0,2; Мтах - 0,6 мм.
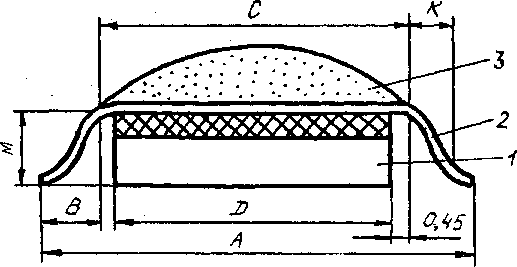
Рис.13. Конструкция полиимидного носителя с кристаллом
после вырубки и формовки: ! - кристалл; 2 - ленточный вывод;
3 - защитное покрытие; А, В, С, D, К, М - типоразмеры
Измерительная зона В (см. рис.10) располагается за зоной вырубки. Шаг выводов в ней равен 1,25 мм при ширине вывода 1,05 -1,15 мм. Размер зоны контактирования каждого вывода для измерения электрических параметров изделии на носителе - не менее 0,6x0,6 мм.
Двухслойные носители изготавливают серийно по одному из двух вариантов технологий:
методами вакуумного и гальванического осаждения металлических слоев (А1) на полимерную пленку с последующей фотолитографией;
с помощью фотохимической обработки с последовательным травлением слоя полиимида, полученного поливом на алюминиевую фольгу, и алюминия в специальных травителях.
В качестве адгезива трехслойных носителей в отечественной промышленности используют специальный клей.
Трехслойный полиамидный носитель с медными выводами
(полиимид - адгезионный подслой (Сг) - медь)
Полиимидный носитель с медными выводами (рис.14) используется для установки на него кристаллов с объемными выводами. При сборке объемные выводы кристалла присоединяют к балочным выводам, сформированным на носителе.
Технология производства таких носителей предусматривает выполнение следующих операций:
осаждение в вакууме пленок Сг - Сu - Сг (толщиной 1,6 - 1,8 мкм);
избирательное гальваническое наращивание меди на элементах коммутации (толщиной 20 мкм);
локальное травление полиимида;
гальваническое наращивание меди и покрытия олово - висмут (толщиной 4-9 мкм).
Наличие покрытия Sn - Bi у балочных выводов носителя обусловлено необходимостью создания благоприятных условий для монтажа. В конструкции носителя имеются металлизированные отверстия для крепления балочных выводов в зоне монтажа и обеспечения двухстороннего электрического контактирования в измерительной зоне.
В трех углах носителя имеются отверстия размером 1,5x1,5 мм для его установки в тару и крепления на кассету сварочной установки.
Ширина балочного вывода носителя во внутренней зоне А (см. рис.14) составляет ~ 200 мкм.
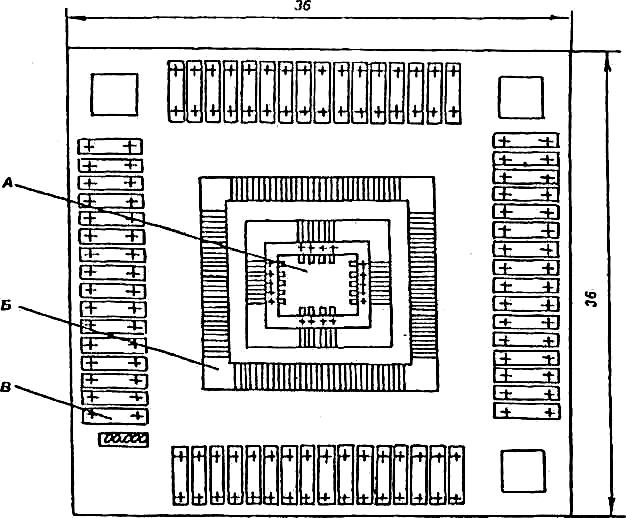
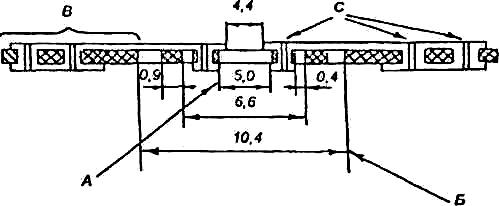
Рис.14. Конструкция полиимидного носителя с медными выводами: А - зона монтажа кристалла с объемными выводами; Б - зона монтажа носителя на плату; В - испытательная и измерительная зона; С - переходные отверстия
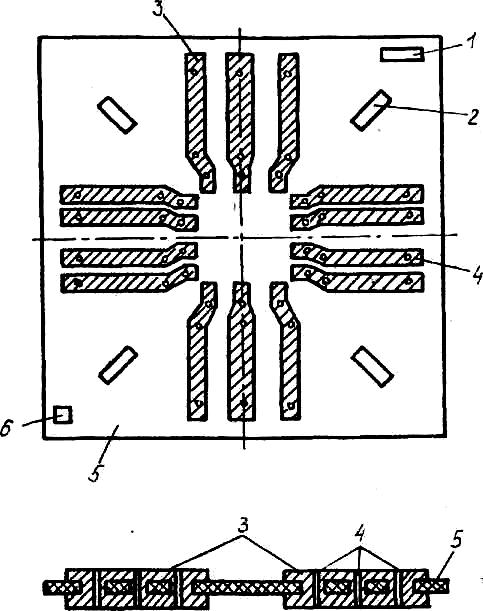
Рис.15. Конструкция измерительного полиимидного носителя: 1- место маркировки; 2 - крепежное отверстие; 3 - проводник; 4 - переходные отверстия; 5 - полиимид; 6 - базовое отверстие
Для измерения параметров ИМС после присоединения объемных выводов к контактным площадкам кристаллов и разделения полупроводниковой пластины на отдельные кристаллы разработана специальная оснастка: измерительный носитель, являющийся составным элементом измерительной тары (рис.15). Структура проводников измерительного полиимидного носителя следующая:
термически напыленный в вакууме слой Сг - Си толщиной 0,0015-0,0017 мм;
слой гальванически наращенной меди толщиной 0,01 -0,015 мм;
• покрытие из золота или Sn - Bi толщиной 0,002 - 0,003 мм. Таким образом, минимальное значение суммарной толщины проводящего покрытия 0,016 мм, а в зоне контактирования с объемными выводами кристалла 0,1 мм.
Двустороннее расположение проводников на носителе связано с необходимостью контактирования носителя с объемными выводами кристалла с одной стороны и зондами контролирующего устройства с другой стороны. Электрический контакт между проводниками на обеих сторонах обеспечивается при помощи металлизированных переходных отверстий диаметром ~ 0,13 мм. В измерительных носителях осуществляют измерение параметров и электротермотренировку ИМС с объемными выводами.
Технология сборки и монтажа бескорпусных ИМС на полиимидных носителях с алюминиевыми выводами (А1-ПН)
Технологический процесс (ТП) сборки предусматривает следующие основные операции:
разделение пластин на кристаллы;
установку кристалла на гибком носителе.
ТП монтажа включает следующие основные операции:
присоединение выводов;
защиту поверхности кристалла;
измерение параметров ИМС и электротермотренировку. Наиболее тудоемкая и ответственная операция ТП монтажа -
присоединение выводов к контактным площадкам кристаллов. Она может быть выполнена с помощью различного оборудования. Сравнительные характеристики используемых установок даны в табл.1.
Таблица 1
Сравнительные характеристики оборудования для присоединения выводов к контактным площадкам кристаллов
Технико- экcплуатационные данные |
Оборудование |
||
|
УЗМС-2,5 |
ЭМ-4008 |
ЭМ-4062 |
Кинематическая производительность (хЮ3), кристаллов / ч |
12-15 |
15 |
16 |
Максимальный размер кристалла, мм |
6x6 |
6x6 |
10x10 |
Время сварки, мс |
5-75 |
10-990 |
10 - 100 |
Усилие нагружения, Н |
0,1-0,6 |
0,3 - 1,0 |
0,3 - 3,0 |
Выходная мощность УЗ генератора, Вт |
0,025 - 2,5 |
0,1 - 10 |
6,3 |
Рабочая частота, кГц |
6,6 + 6,6 |
66 |
66 |
Управление циклом работ |
Ручное |
Полуавтоматическое |
Полуавтоматическое |
Возможность автоматического позиционирования кассеты с кристаллами |
Нет |
Нет |
Да |
Возможность программирования и автоматического контроля парамет-| ров и режимов |
Нет |
Нет |
Да |
Аббревиатура УЗСМ означает "ультразвуковая сварка материалов", далее следует номер разработки завода-изготовителя; "ЭМ" -"электронное машиностроение", далее указан номер разработки Минского КБЭМ.
Конструкция изделия 1 - бескорпусной БИС, полученной с использованием гибких проволочных выводов и полиимидного носителя с алюминиевыми выводами, показана на рис. 16.
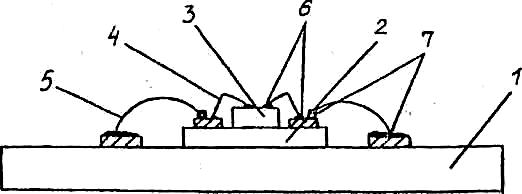
Рис.16. Конструкция изделия 1:1 - полиимидный носитель; 2 - ситалловая плата; 3 - кристалл; 4 - проволочные выводы, соединяющие КП кристалла и ситалловой платы; 5 - проволочные выводы, соединяющие КП ситалловой платы и по-лиимидного носителя; 6 - соединение проволочных выводов с КП с помощью УЗ сварки; 7 - соединение проволочных выводов с КП пайкой
Разделение пластин на кристаллы относится к числу основных операций ТП сборки. Она не требует больших затрат, однако очередность ее выполнения в технологическом цикле оказывает влияние на качество и трудоемкость последующих операций. Высокое качество разделения пластин на кристаллы необходимо для автоматизации сборки. Используются установки 04ПП100 и ЭМ-225.
Резка выполняется алмазным диском, в промышленности нашли применение также резка лазерным лучом и химическое травление.
Качество при надрезании полупроводниковых пластин определяется необходимостью обеспечения: требуемой глубины резки, минимальной величины сколов (сколы не должны выходить за пределы полосы скрайбирования), расположения реза в пределах скрайбирования по осевой линии.
В ТП первая контрольная операция имеет место только после операции ломки пластины на кристаллы, оценивается суммарный процент выхода годных после всех проведенных перед этим операций. С точки зрения сокращения потерь перспективна сквозная резка с использованием транспортных систем в виде адгезионных пленочных носителей, позволяющих транспортировать прорезанную насквозь пластину. При этом выход годных за счет ликвидации операции ломки увеличивается с 93 до 96 %.
Присоединение выводов методом ультразвуковой (УЗ) сварки проводится в специально подобранном оптимальном режиме. После сварки контролируют внешний вид соединений, проверяют соответствие разваренных проводников чертежу, выполнение требований по дефектам топологии кристалла, в том числе в части расположения металлизированных дорожек, отсутствие отслоения выводов от КП кристалла.
Измерение статических и динамических параметров ИМС, проверку функционирования, электротермотренировку проводят с помощью специальной системы функционального и параметрического контроля на установках "Викинг-256", "Визир-Г и на динамическом стенде ВЧ контроля функционирования с помощью автоматизированных испытательных систем "Визир-1", "Элекон-Ф-ЗУМ". Контролируют время задержки по выбранным выходам по испытательным программам, индивидуальным для каждого типа ИМС (БИС). Структура испытательных программ строится в соответствии с требованиями, заложенными в ТУ на ИМС, и, как правило, включает:
а) программу проверки контактирования - обрывов и замыканий периферийных входов и выходов;
б) контроль статических параметров (/ вх , / no7p, U вых и др.);
в) контроль функционирования (логики);
г) контроль времени задержки, быстродействия.
Технология сборки и монтажа бескорпусных ИМС с объемными выводами
Метод формирования контактных, выступов на пластине отличается простотой и легкостью автоматизации. Он основан на УЗ присоединении предварительно изготовленных золотых выступов к КП кристаллов. Золотые выступы формируются плавлением золотой проволоки диаметром 30 мкм, после присоединения выступа к контактной площадке кристалла проволока отрезается. Разработаны два типа специализированного автоматизированного оборудования для реализации метода: ОЗУС-10000 и УЗС.ПСП. Обозначение ОЗУС-10000 означает "объемных выводов из золота ультразвуковая сварка", далее указан номер разработки завода-изготовителя; УЗС.ПСП - "ультразвуковая сварка, полуавтоматическая сварка пауков". Кроме того, для тех же целей используются ручные и полуавтоматические установки для проволочной стыковой микросварки, например ЭМ-4006. Установка ЭМ-4006-1 реализует ремонтные операции и разварку объемных выводов на кристаллах в случае малой эффективности автоматов (маловыводные кристаллы, малое число годных кристаллов на пластине).
Принцип работы автоматов ОЗУС-10000 и УЗС.ПСП состоит в том, что основной объем информации, обеспечивающей их функционирование, заносится в память микроЭВМ "Электроника-60" с помощью перфолент. Оперативная информация заносится в память ЭВМ путем организованных команд пульта коррекции, блока магнитного зрения и блока управления.
С помощью проектора или монитора и пульта коррекции производится обход реперных точек кристаллов на пластине и топологии КП кристалла перемещением координатного стола, величина перемещения фиксируется в памяти ЭВМ, после чего ЭВМ выполняет перерасчет траектории его движения.
Запуск автоматов осуществляется с помощью клавиш пульта коррекции и блока управления ЭВМ, которая в соответствии с заданной программой вырабатывает сигналы, поступающие на исполнительные механизмы микросварки, приводы координатных столов и т.д.
Выборочная
обработка кристаллов на пластине -
разварка только
годных кристаллов - для УЗС. ПСП
осуществляется в результате
обмена информацией блока машинного
зрения с видиконом и 












 ЭВМ
через блок управления, т.е. происходит
поиск и обработка годных, не
помеченных эмалью кристаллов.
ЭВМ
через блок управления, т.е. происходит
поиск и обработка годных, не
помеченных эмалью кристаллов.
ТП сборки и монтажа ИМС с объемными выводами на полиимидных носителях имеет общие технологические операции с ТП сборки и монтажа с помощью А1-ПН: резка пластин, измерение статических параметров и функционально-динамический контроль ИМС (установки «Визир-1», «Элекон-Ф-ЗУМ»).
При контроле внешнего вида кристаллов ИМС с ОВ регламентируются обычные дефекты скрайбирования, металлизации, защитного слоя окисла и объемных выводов.
Высота ОВ контрольной картой не регламентируется и обеспечивается технологическим процессом, т.е. равна 65 + 5 мкм в пределах кристалла, 65 + 15 мкм в пределах плат.
Укладка ИМС с ОВ производится на рабочем месте совмещения полиимидного носителя с кристаллом, которое включает устройство совмещения и специальную тару.
Устройство совмещения настольного типа оснащено проектором ПН-80 вакуумной системы с клапаном, обеспечивающим автономное подключение вакуума к ПН и кристаллу для фиксации их положения.
Специальная тара предназначена для механического формирования контакта выводов измерительного ПН и ОВ кристалла, транспортирования кристалла БИС с ОВ и измерительным ПН без потери ориентации, а также для проведения операций по измерению параметров БИС и проведения электротермотренировки.
Основными видами брака при формировании ОВ являются несовмещение ОВ с КП кристалла и отклонение геометрии ОВ от требований контрольной карты. Причины брака - дефекты проволоки и невнимательность операторов при обслуживании автоматов. Выход годных на операции формирования ОВ составляет ~ 80 %. Объемные выводы на кристаллах БИС имеют следующие технические данные: высота Н = 65 ± 5 мкм и диаметр D =(115 + 15) мкм (рис.17).
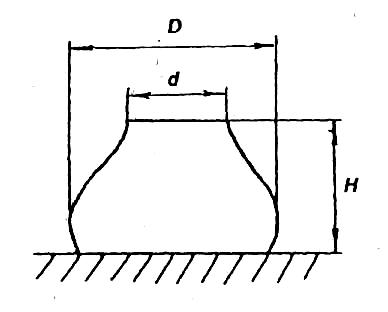
Рис. 1 7. Геометрия объемного вывода
Для монтажа Си - ПН (платы гибкой) на кристаллы с ОВ используется установка полуавтоматической пайки УПП-600. Установка обеспечивает пайку выводов с кристаллами размером от 1x1 до 15x15 мм, имеющими высоту ОВ не менее 40 мкм, при разновысотности ±2,5 мкм. Количество одновременно присоединяемых выводов - до 60.
Установка позволяет производить монтаж объемных выводов кристалла на выводы ПН с покрытием Sn - Bi.
Ее производительность при длительности монтажа 0,5 с составляет не менее 600 кристаллов/ч. Температура нагрева инструмента для монтажа от 100 до 450°С.
Установка состоит из механизма автоматической подачи кристаллов и ПН в зону монтажа, элементов ручного подсовмещения балочных выводов ПН с выводами кристалла и электронной системы управления.
Так как локальный подвод тепла к каждому выводу затруднен, то соединение, как правило, получают пайкой за счет подвода тепла через кристалл. Иными словами, монтаж навесных элементов может производиться на платы с лужеными контактными площадками. Основными ограничениями применения метода перевернутого кристалла являются высокие требования к точности изготовления ОБ по высоте и сечению. Оптимальная толщина покрытия балочных выводов ПН 3-5 мкм. При меньшей толщине наблюдаются частые разрушения контакта между выступами кристалла и балочными выводами носителя; при толщине, большей 5 мкм, припоем могут замкнуться соседние шариковые выводы и образоваться интерметаллиды. Монтаж осуществляется на установке микросварки МС-6Р2-4 (буква "Р" означает "ручная").
Для кристаллов ИМС Б537РУ2А-2 выход годных на операции монтажа равен ~ 23 %.
Бескорпусная защита ИМС, смонтированных на полиимидных носителях
Современная технология изготовления ИМС предусматривает обычно защиту поверхности полупроводникового кристалла тонкими неорганическими пленками Si02, Si3N4, A1203, легкоплавких стекол, основное назначение которых заключается в стабилизации состояния поверхности. В ряде случаев они не являются достаточно надежной защитой от воздействия окружающей среды (паров воды, агрессивных газов), внешних загрязнений, механических воздействий, не способны обеспечить укрепление конструкции и электрических выводов ИМС.
Для бескорпусных ИМС период от сборки и монтажа ИМС до установки их в блок МЭА и герметизации в составе блока довольно продолжителен. При эксплуатации в герметичном объеме блока МЭА ИМС испытывают воздействие знакопеременных температур, механических ускорений и вибрации, подвергаются влиянию паров воды, других компонентов парогазовой среды и т.д. Поэтому, помимо защиты тонкими пленками неорганических материалов, для бескорпусных ИМС применяют защиту органическими полимерными материалами, к которым предъявляется целый комплекс требований по физико-механическим и электрофизическим свойствам.
Защитные полимерные материалы должны обладать следующими свойствами:
иметь высокую адгезию к материалам конструкции, достаточно высокую прочность, малые внутренние напряжения для надежного укрепления конструкции и электрических выводов бескорпусных ИМС;
иметь минимальную усадку при отверждении, сохранять в диапазоне рабочих температур достаточную эластичность, иметь близкие с материалом конструкции значения ТКР;
иметь высокое удельное объемное электрическое сопротивление, минимальную поляризуемость, чтобы не влиять на перераспределение зарядов в подзатворном диэлектрике;
быть коррозионно пассивными по отношению к металлам и сплавам электрических межсоединений и выводов ИМС, иметь минимальное количество ионогенных примесей, которые могут интенсифицировать процессы коррозии, привести к термополевой нестабильности параметров ИМС и другим отрицательным последствиям;
быть гидрофобными, обеспечивать стабильность поверхностного состояния полупроводника и электрических параметров ИМС в условиях повышенной влажности и необходимое время влагозащиты;
быть термо- и радиационно устойчивыми, иметь незначительное газовыделение при повышенных температурах;
легко наноситься на поверхности изделия и отверждаться за сравнительно короткий срок.
Потеря работоспособности ИМС в бескорпусном исполнении, защищенных органическими полимерными материалами или герметизированных в монолитные корпуса, вызывается поглощением герметизирующим полимерным материалом влаги и увлажнением поверхности ИМС. Отказ ИМС наступает при достижении критической концентрации, соответствующей критическому давлению паров воды. Время, в течение которого на поверхности ИМС достигается критическая концентрация влаги, определяют из выражения:
г![]() де
Ркр
- критическое
давление паров воды, приводящее к отказу;
Р0
-парциальное
давление паров воды окружающей среды;
d
- толщина
герметизирующей
оболочки; D
- коэффициент
диффузии молекул воды в герметизирующей
оболочке, м /с.
де
Ркр
- критическое
давление паров воды, приводящее к отказу;
Р0
-парциальное
давление паров воды окружающей среды;
d
- толщина
герметизирующей
оболочки; D
- коэффициент
диффузии молекул воды в герметизирующей
оболочке, м /с.
Для защиты полупроводниковых приборов и ИМС используется достаточно широкая номенклатура органических полимерных материалов. Наибольшее распространение получили кремнийорганические защитные компаунды, эпоксидные и полиимидные композиции.
Для защиты поверхности кристаллов БИС, собранных на гибкой полиимидной плате с алюминиевой металлизацией, нашел применение полиимидный лак АД-9103. После нанесения лака на поверхность кристаллов проводят его имидизацию - термическую циклизацию. При этом происходит удаление растворителя и влаги из покрытия:
Термический режим имидизации - ступенчатый (Ттяк = 325 ± 15 °С).
Технологические процессы сборки и монтажа бескорпусных ИМС включают следующие основные операции для создания защитных покрытий на кристаллах:
• сушку изделий (смонтированных на ПН кристаллов) перед нанесением покрытия;
нанесение защитного покрытия из полимерного материала;
сушку (термообработку) защитного покрытия;
контроль внешнего вида ИМС после сушки.
Технология обеспечивает качество и надежность изготавливаемых бескорпусных интегральных микросхем на гибких полиимидных носителях.
Конструкторско-технологические ограничения на разработку полиимидного носителя
Требования по обеспечению качества и надежности сварных соединений определили технологическую актуальность разработки КТО к гибкому носителю и монтажной зоне кристаллов.
Гибкий полиимидный носитель является конструктивным узлом, изготавливаемым из фольгированного алюминием полиимида и включающим расположенную на полиимиде систему выводов в виде взаимосвязанных зон. При проектировании гибкого полиимидного носителя вводятся следующие конструктивно-технологические ограничения, далее по тексту КТО:
ограничения, связанные с назначением изделия;
ограничения, связанные общими требованиями к полиимидному носителю;
ограничения, связанные с размерами элементов топологии.
Рассмотрим каждый из видов ограничений подробнее
Назначение
КТО на вновь разрабатываемые изделия предназначены для пользования при проектировании гибкого полиимидного носителя (платы гибкой), применяемого для монтажа на кристалл и установки на коммутационные платы.
При проектировании плат гибких руководствоваться ОСТ II 1010-2001 "Микросхемы интегральные бескорпусные на полиимидном носителе. Конструктивно-технологические требования" ОСТ В II 0546-89 "Микросхемы интегральные бескорпусные на гибком носителе с ленточными выводами. Общие технические условия", СТП ХА 419-90 и настоящими конструктивно-технологическими ограничениями.
В состав исходных данных для проектирования платы гибкой должны входить:
техническое задание на проектирование;
учтенный чертеж на кристалл с предельными отклонениями на габаритные размеры;
реальный кристалл (для уточнения размеров).
Общие требования к гибкой плате
Платы гибкие изготавливаются из лакофольгированного диэлектрика по технологии, предусматривающей использование двух вариантов (рулонного и кассетного)
Платы гибкие могут выполняться с двухсторонним или четырехсторонним расположением выводов в зоне монтажа.
В плате гибкой предусмотрены:
зона присоединения выводов к кристаллу или внутренняя зона;
монтажную, в пределах которой осуществляется вырубка, формовка и присоединение выводов к плате в аппаратуре;
зону контактирования, в пределах которой осуществляется подключение контактирующих устройств для измерения электрических параметров с целью получения СБИС КГА.
В отдельных конструкциях ЛН можно выделить четвертую зону, называемую зоной маркировки и перфорации.
Внутренняя зона содержит лепестковые алюминиевые выводы, свободные от полиимида, при этом шаг выводов соответствует шагу контактных площадок кристалла. Выводы закреплены на внутреннем (опорном) фрагменте (рамке) из полиимида, расположенном над кристаллом, и на внешнем (защитном) фрагменте из полиимида, определяющем границу внутренней зоны носителя, расположенном на краю кристалла и защищающем лепестковый вывод от замыкания на край кристалла. Выводы могут выполняться и виде консоли. Экспериментально определено, что при консольном конструктивном исполнении для многовыводных СБИС не обеспечивается механическая жесткость носителя, нарушается плоскопараллельность выводов, повышается трудоемкость операции автоматизированного совмещения выводов с КП кристалла. Тем не менее в отдельных случаях угловые выводы технологически допустимо выполнять в консольном исполнении. При этом с целью обеспечения совмещения, исключение деформации выводов при работе с носителем и во избежание коротких замыканий между соседними выводами они не должны выходить за пределы КП кристалла.
Во внутренней зоне полиимидного носителя шаг выводов минимален по сравнению с другими зонами, поэтому обеспечению надежного совмещения выводов носителя с КП кристалла уделяется особое внимание. Усадка носителей при их изготовлении приводит к рассовмещению, в отдельных случаях к деформации, нарушению плоскостности носителя, что затрудняют процессы сборки и монтажа. Поэтому выработан ряд топологических приемов стабилизации линейных размеров гибких носителей.
Принципиальными моментами являются уменьшение площади фрагментов гибкого носителя с прямолинейно-параллельным расположением выводов, увеличение площади фрагментов со ступенчатой формой выводов и, главное, введение во внутренней зоне носителя над кристаллом диэлектрической сетки, армированной слоем алюминия.
Введение только диэлектрической сетки или сплошного металлизированного экрана не решает проблему надежности сборки носителя с кристаллом. При введение диэлектрической сетки, армированной алюминиевой фольгой, дополнительно с целью снижения механических напряжений в углах рамок внутренних и монтажных зон носителя вводятся металлизированные перемычки. Такая конструкция обеспечивает не только хорошее совмещение, но и наибольшую прочность соединения гибкого носителя с поверхностью кристалла при защитной заливке СБИС. Сеточная армированная структура обеспечивает условия автоматизации процессов сборки. При этом для конструктива с двусторонним расположением выводов участки внутренней полиимидной рамки не должны выходить за боковые грани кристалла со стороны, где отсутствуют выводы. Сеточная структура также облегчает распределение защитного органического материала по поверхности и его удержание от затекания на грани кристалла. Прочность конструкции СБИС повышается за счет улучшения адгезионного соединения гибкого носителя с поверхностью кристалла. Армирование сетки создает жесткость конструкции, предупреждает деформацию, обеспечивая совмещение и устраняя коробление защитного покрытия.
Т.о., с учетом выполнения вышеприведенных технических приемов рассовмещение определяется практически только точностью позиционирования автоматизированного оборудования.
Конструктивно-технологические параметры топологии гибкого носителя при автоматизированной сборке с кристаллом существенно влияют на прочность сварного соединения, определяя в конечном счете и надежность прибора. Металлургические и электрические характеристики сварного соединения обычно идентичны как при автоматизированном, так и при механизированном процессе сварки.
Топологические требования к элементам гибкого носителя в зоне присоединения к кристаллу при автоматизированном процессе можно сформулировать следующим образом:
Шаг выводов платы гибкой в зоне разварки на кристалл должен соответствовать шагу контактных площадок (КП) кристалла, в зоне монтажа на плату - шагу КП на плате.
В плате гибкой необходимо предусматривать три технологических отверстия для укладки платы гибкой в тару-спутник, предельные отклонения размеров которых не должны превышать 60 мкм.
В плате гибкой предусматривать не менее двух базовых отверстий размером 0.8 ± 0.05 мм, необходимых при использовании оснастки для формовки и вырубки.
Расположение кристалла на плате гибкой должно быть симметричным относительно осей плате гибкой.
В зоне присоединения выводов к кристаллу должны быть две полиимидных рамки:
- защитная (на краю кристалла);
- опорная (ближе к центру кристалла).
В плате гибкой в области за зоной вырубки до зоны контактирования по осям платы гибкой для контроля сварки предусматривать не менее шести технологических выводов, имеющих размеры, идентичные размерам выводов в зоне присоединения к плате.
В плате гибкой в области за зоной вырубки до зоны контактирования по осям платы гибкой предусматривать не менее трех технологических выводов, имеющих размеры, идентичные размерам выводов в зоне присоединения к кристаллу, для проверки прочности сварки на кристалле.
В зоне монтажа в области защитной полиимидной рамки по углам должно быть два реперных элемента, расположенных по диагонали, в виде металлизированных квадратов размером (200х200) мкм для автоматического совмещения.
Плата гибкая должна иметь в углу технологические тестовые элементы в слое металлизации и полиимиде и маркировку (три последние цифры децимального номера)
Конструкция платы гибкой должна обеспечивать просмотр маркировки кристалла.
В топологии для платы гибкой и фотошаблона вводить реперный знак (крест) для совмещения слоев размером 200-500 мкм
Реперный знак располагать в центре платы гибкой.
Реперный знак должен быть:
В слое № 1 - в виде отверстия в металлизации;
В слое № 2 - в виде фигуры полиимида.
Реперный знак слоя №1 должен вписаться в реперный знак слоя №2 с зазором 10 мкм.
В случае невозможности расположения в центре, реперный знак располагать на выпадающих элементах.
Реперный знак не должен обрабатываться припусками и усадками.
На границе металлизированных элементов и в отверстиях необходимо обеспечить перекрытие металла полиимидом на 50 мкм по ширине.
Минимальная величина зазора между металлизированными элементами 40 мкм (в готовом виде).
Величина зазора между металлизированными элементами в зоне монтажа должна быть одинаковой по всей их длине (по возможности).
Для выполнения необходимой разводки допускается использовать внутреннюю зону платы гибкой (внутри опорной рамки), выполняя при этом рекомендации примечания 3 п 2.8.
При необходимости допускается зоне присоединения к кристаллу вывод закольцовывать.
Минимальный размер проводников, в том числе и лежащих на защитной полиимидной рамке, должен быть не менее номинального размера вывода.
При необходимости допускается выполнять расположение выводов и контактных площадок в зоне контактирования в шахматном порядке.
При длине проводника, свободного от полиимида, между защитной полиимидной рамкой и зоной контактирования более 1000мкм необходимо вводить полиимидные рамки. Ближняя к зоне присоединения к плате полиимидная рамка (в зоне формовки) должна быть разрезана по углам (в случае четырехстороннего расположения выводов). При этом ширина полиимидных перемычек в зоне формовки должна быть не более 200 мкм, а расстояние между перемычкой и защитной полиимидной рамкой (при ее наличии), расположенной между защитной перемычкой в зоне формовки, должно быть не менее 300 мкм.
В технически обоснованных случаях размеры, указанные в разделах 2,3 и вводимые в формат, могут уточняться при обязательном согласовании с технологом.
Контролируемыми размерами на плате гибкой являются:
ширина вывода в зоне присоединения к кристаллу;
ширина вывода в зоне присоединения к плате.
В технически обоснованных случаях указывать размеры между крайними выводами в зоне присоединения к кристаллу в каждом ряду, между внутренними противоположными сторонами защитной полиимидной рамки по двум направлениям, между внутренними сторонами реперных элементов с допуском ± 50 мкм, указывающих линию присоединения золотых объемных выводов (ЗОВ).
В чертеже на плату гибкую указывать размеры, обеспечивающиеся инструментом:
межосевое расстояние базовых отверстий с допуском
расстояние между внешними сторонами реперных элементов с допуском
расстояние от базовых отверстий до внешней стороны реперного элемента с допуском
ширину полиимидных рамок и перемычек и расстояния между ними.
Примечания:
Рекомендуется предусматривать соединение опорной и защитной рамок перемычками шириной не менее 100 мкм, которые рекомендуется укреплять металлизацией.
Расстояние между выводами и перемычками должно быть не менее 50 мкм (в готовом виде)
При размерах кристалла более 4 мм, хотя бы с одной из сторон, рекомендуется предусматривать внутри опорной рамки перемычки шириной 300-400 мкм с металлизацией, расстояние между которыми должно быть 400-800 мкм.
Минимально допустимые размеры элементов топологии
Ширина выводов в зоне присоединения к кристаллу должна соответствовать размеру КП кристалл -10 мкм
Ширина опорной полиимидной рамки должна быть не менее 300 мкм.
Ширина защитной полиимидной рамки должна быть 300-500 мкм.
Величина заходов выводов на опорную полиимидную рамку должна быть не менее 150 мкм.
Величина захода полиимидной защитной рамки на пассивацию кристалла должна быть не менее 10 мкм.
Расстояние между КП кристалла и полиимидной опорной рамкой должно быть 50-200 мкм.
В технически обоснованных случаях, допускается использование выводов в консольном варианте, при этом выводы должны выходить за пределы контактных площадок на 10-20 мкм.
Длина выводов в зоне присоединения на плату должна быть 500-1000 мкм, в зависимости от конкретной конструкции платы гибкой по согласованию с технологом.
Лекция 8. Конструктивно-технологические особенности пассивных компонентов. Постоянные и переменные R, C и L - компоненты, наборы резисторов, пьезоэлектрические и прочие компоненты. Технология монтажа.
Дадим определения тех терминов, которые в дальнейшем встретятся в данной курсовой работе.
ЭВС – электронное вычислительное средство. Представляет собой комплекс аппаратных и программных средств, является универсальным инструментом для обработки информации, ее хранения, приема и передачи.
С точки зрения конструкции ЭВС – это совокупность конструктивов, объединенных механически и электрически между собой для выполнения функций по обработке, хранению, передаче информации.
Конструктив – любая единица конструкции ЭВС.
Конструкция – совокупность материальных объектов, специальным образом соединенных электрически и механически между собой в каком-то ограниченном пространстве.
Компонент – часть конструктива, которую можно снять и заменить без разрушения конструкции и которая до установки изделия была самостоятельным продуктом электронной промышленности.
Элементом конструктива будем называть ту его часть, которую нельзя снять и заменить.
Рассмотрим перспективы развития компонентов:
1. миниатюризация (требуется для создания микроэлектронной аппаратуры и появления новых направлений МЭ: микросистемотехника, объемные микромодули и другие изделия с повышенной плотностью элементов и компонентов).
В 3D, 2D-изделиях реализуется интеграция по вертикали. Сложные многокристальные модули иногда называют суперкомпонентами. Это по сути большая гибридная микросборка многофункционального назначения и многоиерархического применения. Последнее означает, что такие компоненты могут использоваться в качестве просто навесных компонентов, либо модулей более высокой иерархии, то есть в качестве ячейки, блока, системы.
2. освоение компонентов многофункциональной МЭ.
Это связано с тем, что до бесконечности компонент не уменьшить.
Существует несколько путей дальнейшей миниатюризации:
- создание интегрированных компонентов в виде наборов, сборов, ГИС;
- размещение компонентов (самых миниатюрных) и их электрическое соединение с интегральной схемой;
- реализация компонентов одновременно с изделиями микроэлектроники либо с изделиями функциональной микроэлектроники.
3. совершенствование компонентов путем создания новых приборов, либо путем улучшения известных (по электрофизическим или габаритным характеристикам) за счет освоения новых технологий изготовления и/или использования новых материалов.