

9.15.Груповий технологічний процес.
Поточне масове виробництво має велику перевагу над непоточним виробництвом.
У серійному виробництві на кожному робочому місці виконується декілька операцій, і тому робочому приходиться переналагоджувати обладнання. При деякій перебудові технологічного процесу в серійному виробництві можна здійснити принципи поточно-масового виробництва. Це можливо зробити за допомогою групового технологічного процесу.
Метод групової обробки, запроваджений проф. С.П Митрофановим, є розвитком ідей типізації технологічних процесів.
Якщо при типізації технологічного процесу в загальний клас входять деталі за принципом спільності їх конфігурації, технологічного маршруту, змісту окремих операцій, то при груповій обробці під класом розуміють сукупність деталей які характеризуються спільністю типу обладнання, яке необхідне для одержання або заготовки в цілому, або визначених її поверхонь
Сутність групового технологічного процесу заклечається в тому, що різні за формою деталі які мають технологічну схожість, об’єднуються в групи для їх виготовлення. Групи будують або на весь технологічний процес, або на окремі операції. Створення класів є попереднім етапом підготовки групової обробки. Основною задачею підготовки являється формування груп
Основною ознакою для об’єднання заготовок у групи за окремими технологічними операціям являється спільність поверхонь або їх сполучень, які обробляються.
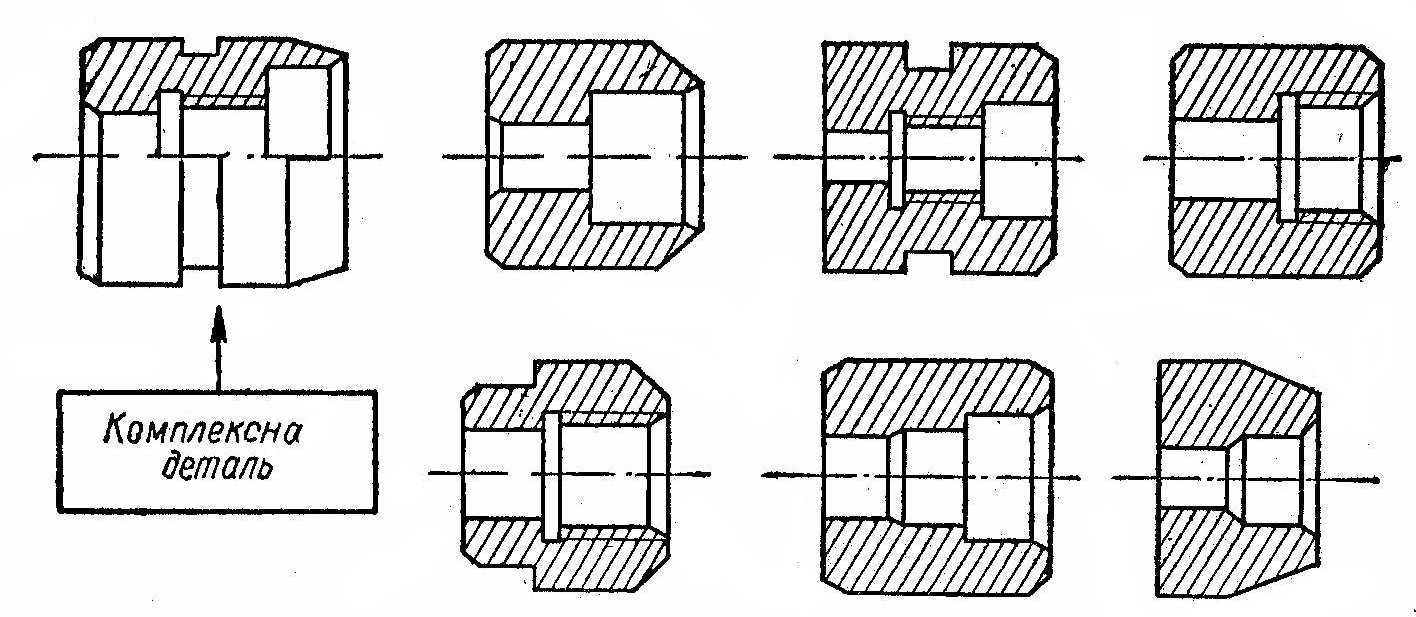
Рис.35.Група деталей з комплексною деталлю
У кожній групі підбирають таку деталь, яка включає в собі усі види поверхонь, характерних для всієї групи. Якщо такої деталі в групі нема, тоді створюють так звану комплексну деталь (рис.35) на яку розробляється технологічний процес обробки (повний або на окремі операції), створюють пристосування і наладки верстатів.
Групова обробка може обмежуватися окремими груповими обробками (заготовчі і фінішні операції, верстатна обробка і др..) а також може бути застосована для побудови технологічного процесу обробки заготовок в цілому, включно до організації поточних ліній.
9.16.Проектування технологічних процесів обробки на верстатах з чпу
Особливістю розвитку машинобудування є значне зростання темпів науково-технічного прогресу, що часто призводить до змін номенклатури виробів і зростанню обсягу продукції до 70%, дрібно і середньо-серійного виробництва.
Таке положення потребує швидкого і ефективного переналагодження обладнання на змінене виробниче завдання. Методи і засоби автоматизації, які застосовуються в масовому виробництві, недоцільно переносити на дрібно і середньо-серійне виробництво.
Для дрібно і середньо-серійного виробництва найбільш продуктивним видом обладнання являються верстати з ЧПУ і верстати з автоматичною зміною інструменту типу «Обробляючий центр»
Технологічна підготовка виготовлення деталей на верстатах з ЧПУ має деяку специфіку у порівнянні із розробкою технологічного процесу для звичайних верстатів.
Одночасно з зниженням вимог до кваліфікації робочого верстатника, ускладнюється проектування технологічної підготовки. Підготовка робочого оператора для роботи на верстаті з ЧПУ за даними машинобудівних заводів, потребує 30 – 40 днів, а для підготовки робочого для роботи на звичайних верстатах потребує на багато більше часу. Обсяг робот і роль технолога зростає, так як основна частина питань формування деталі вирішується не за час обробки, а при підготовці керуючої програми. Значна вартість верстатів з ЧПУ і відносно висока трудомісткість підготовки програми для них примушує особливо уважно підходити до рішення питання визначення номенклатури деталей, які будуть виготовляться на верстаті з ЧПУ, вибору раціонального маршруту обробки, підбору ріжучого інструменту, призначення режиму різання, розподілу припусків і т.п.
Технологічна підготовка виробництва при виготовленні деталі на станках з ЧПУ зводиться до наступного:
виконується підбір з програми цеху (заводу) номенклатури деталей, обробка яких на верстатах з ЧПУ може бути більш ефективною ніж на звичайних верстатах;
при виборі номенклатури деталей необхідно брати до уваги обсяг випуску, повторність у виробництві, складність конфігурації поверхонь, точність розмірів форми і відносного розташування поверхонь, оброблюваність матеріалу заготовки, можливі засоби базування заготовки і можливість уніфікації баз, трудомісткість обробки на звичайному обладнанні;
можливість конструктивної уніфікації елементів конфігурації поверхонь деталей які виготовляються, з митою створення умов для розробки групового технологічного процесу і уніфікованих елементів програми. Можливість створення дільниці або групи верстатів з ЧПУ для організації багатоверстатного обслуговування;
досконально розроблюється технологічність конструкції деталей для раціональної побудови технологічного процесу;
до основних завдань проробки технологічності конструкції деталей відносяться: створення зручних баз, можливість заміни установок, позицій, проробка засобу постановки розмірів у залежності від способу відрахування координат системою ПУ, можливість обробки максимальної кількості поверхонь одним інструментом, наприклад, скорочення типорозмірів отворів і уніфікація радіусів, сполучень зовнішніх і внутрішніх контурів;
готується повна технологічна інформація для програмування. Обсяг і послідовність підготовки її різні для різних типів верстатів з ЧПУ і різних систем ПУ. Вихідні дані для розробки технологічних процесів і підготовки технологічної інформація для програмування в основному ті ж, що і для звичайних верстатів, але вимоги до їх технічного рівня значно вищи;
пред’являються більш високі вимоги до якості ріжучого інструменту, підвищується точність розмірів, збільшується жорсткість, підвищується якість установочних поверхонь, стабілізується стійкість, розробляється швидкозмінність і зручність налаштування.
змінюється і розширюється поняття про технологічні переходи. Технолог програмує не тільки технологічні, а і усі допоміжні переходи, деколи змінюється загальноприйнятий порядок виконання деяких переходів. Наприклад, при обробці кріпильного отвору на свердлильному верстаті з ЧПУ, або на багатоопераційному верстаті замість звичайних інструментальних переходів: свердлення, цикування фаски, нарізання різьби, застосовується інший порядок, центрування, з обробкою фаски, свердлення, нарізання різьби, це пов’язано з уведенням свердла, яке робить на верстаті з ЧПУ без направляючої кондукторної втулки;
більш досконально розробляється технологічна документація. З’являються нові технологічні документи, яких не було при звичайній підготовці. Так, для виготовлення корпусної деталі на багатоопераційному верстаті для поверхонь, які обробляються, складається геометричний план із вказівкою координат отворів, послідовність обробки отворів з урахуванням можливості оптимізації послідовності технологічного процесу обробки, таблиці кодів інструментів, режимів різання і технологічних команд. Природно, складаються і інші технологічні документи , які необхідні при підготовці виробництва на звичайному обладнані.
технічна інформація про засоби і порядок виконання операцій і режимах різання, траєкторія руху інструментів, необхідні паузи, все математично обробляється відповідно до системи ЧПУ, кодується, записується на програмоносій і контролюється правильність запису.
за результатами пробної обробки в ряді випадків необхідним є корегування технології і записаної програми. Збільшення робіт технолога у процесі підготовки виробництва компенсується підвищенням продуктивності праці робочих, зменшенням виробничих площин, зниження витрат на контрольні операції і підвищенням якості обробки.
До числа деталей, обробка яких на верстатах з ЧПУ дає найбільший ефект, належать:
деталі, при виготовленні яких на верстатах із ручним управлінням, необхідні дорогі ріжучі інструменти;
деталі, обробка яких повязана з великою кількістю переходів ( економічний ефект при переводі обробки на верстат з ЧПУ збільшується ще і за рахунок виключення похибок оператора на одній з заключних стадій обробки);
деталі, обробка яких на верстатах з ручним управлінням пов’язана з використанням робочих-верстатників високої кваліфікації;
Ррозробка технологічного процесу для виготовлення деталей на верстатах з ЧПУ і забезпечення ефективності роботи зводиться до наступного:
підбір номенклатури деталей по складності і можливості концентрації операцій з урахуванням слюсарних робіт;
типізація і груповий метод обробки з класифікацією деталей і поверхонь, групування деталей;
ознайомлення з існуючим досвідом виготовлення деталей по етапах : заготовка, маршрут обробки, структура операцій, пристосування, ріжучий інструмент, режими різання;
розробка технологічної документації: схема руху ріжучого інструменту, карта наладки, розрахунково-технологічна карта;
повірка і корегування управляючої програми: відпрацювання програми без ріжучого інструменту, пробна обробка заготовки;
забезпечення заданої точності обробки: визначення технологічного стану заготовки, проектування і виготовлення технологічної оснастки, проектування і виготовлення спеціального ріжучого інструменту;
вибір верстата з необхідними технологічними можливостями
Найбільш складними питаннями при розробці технологічного процесу обробки різанням являються: вибір обладнання, призначення режиму різання, підбір матеріалів і марок ріжучого матеріалу.
Попередній вибір і оптимізація режиму різання при технологічному проектуванні представляє собою складну задачу, так як врахувати з достатньою точністю усі параметри, які впливають на швидкість, подачу і глибину різання, не представляється можливим.
Такі параметри, як змінювання величини припуску, структура поверхового шару металу заготовки і матеріалу ріжучої частини інструменту, вібрація верстата, нестабільність базування, в значній мірі впливають на вибір режиму різання.
Таким чином, при розробці технологічного процесу механічної обробки вирішується широке коло задач. Так, на вибір обладнання і розрахунок його граничного завантаження технолог витрачає до 44% від усього часу розробки, на розробку технологічного процесу, визначення оптимального режиму різання – 21-22%, на вибір інструменту – 17-20%, на вибір марки ріжучої частини інструменту – 15-18%
Питання для самоконтролю
1.Які існують види технологічних процесів?
2.В чому полягає суть типового технологічного процесу?
3. В чому полягає суть групового технологічного процесу?
4.Що означає поняття «комплексна деталь»?
5.Що включає в собі маршрутний технологічний процес?
6.Що включає в собі операційний технологічний процес?
7.Дати визначення поняття «технологічність конструкції».
8.Що включає в собі технологічність форми?
.9.Назвати складові технологічної собівартості.
10.Які документи регламентують технологічний процес
Додаток 1