

6.2.Визначення похибок обробки методом математичної статистики
В процесі виготовлення деталі заготовка піддається впливу великої кількості систематичних і випадкових явищ, кожне з котрих впливає на хід процесу в цілому.
Систематичною похибкою називається похибка, значення якої залишається постійним або закономірно змінюється в процесі виготовлення деталі. (неточність верстата – постійна похибка, знос інструменту – змінна похибка)
Випадковою похибкою називається похибка точне значення якої заздалегідь визначити неможливо (неоднакова твердість заготовок, нерівномірність припуску, коливання зусилля затиску і др.) В наслідок дії систематичних і випадкових похибок при обробці на метало різних верстатах, їх дійсні розміри мають різноманітний характер, в наслідок чого виникає розсіяння розмірів. Визначити випадкові похибки для кожної деталі практично неможливо, але можна встановити межі їх зміни.
Для визначення закономірності розподілу похибок, які виникають при обробці, користуються статистичним методом, в технології машинобудування широке поширення при оцінці точності обробки одержали криві розподілу похибок. Частіше використовується закон нормального розподілу (рис.12а),. однак розподіл похибок здійснюється за іншими законами.
Закон рівної вірогідності – виникає тоді, коли на одержання розмірів впливає систематична, рівномірно зростаюча похибка (наприклад, розмірний знос інструменту)
Закон ексцентриситету (Релея) – характерне при визначенні ексцентриситету осей або биття поверхонь.
Закон рівнобедреного трикутника (Сімпсона) - виникає тоді, коли на розмір впливає похибка, яка спочатку закономірно повільно зростає, а потім прискорено. (рис.12в).
Закон нормального розподілу – основна умова формування нормального закону розподілу полягає в тому, щоб серед випадкових похибок не було домінуючої
рис.12. Криві розподілу похибок при механічній обробці
6.3.Закон нормального розподілу
Теоретичне обґрунтування закону нормального розподілу дано в теоремі Ляпунова – центральній теоремі теорії ймовірностей.
«Якщо випадкова величина Х представляє велику суму взаємонезалежних величин х1,х2. х3…..хn, і вплив кожної з них на усю суму мізерно малий, то незалежно від того, якому закону підкоряється кожна складова, сума величин буде мати розподіл ймовірностей близький до нормального».
Результатна похибка механічної обробки представляє собою суму великого числа похибок, залежних від системи ВПІЗ, які по суті являються взаємонезалежними випадковими величинами, серед яких відсутні домінуючи Ця умова і спричиняє те, що закон нормального розподілу похибок широко
застосовується в машинобудуванні.
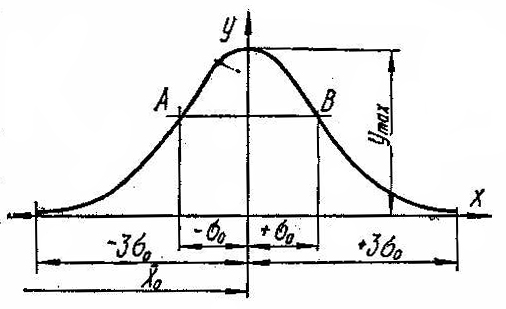
рис.13.Крива нормального розподілу
Рівняння кривої нормального розподілу (рис.13)
де
![]() – щільність ймовірностей або
диференціальна функція
– щільність ймовірностей або
диференціальна функція
![]() –
середньоквадратичне
відхилення
–
середньоквадратичне
відхилення
![]() –
середня випадкова
величина
–
середня випадкова
величина
Як видно з графіка,
крива розподілу має симетричний вигляд.
Максимальна ордината кривої, яка
відповідає точці з абсцисою
![]() ,
визначається за формулою:
,
визначається за формулою:![]() .
.
В міру віддалення
точки з координатою![]() ,
гілки кривої симетрично низ спадають
і в точках А і В, які розташовані на
відстані
,
гілки кривої симетрично низ спадають
і в точках А і В, які розташовані на
відстані
![]() по
вісі абсцис від вершини кривої, мають
перегини з ординатами
по
вісі абсцис від вершини кривої, мають
перегини з ординатами
![]()
При нормальному
законі розподілу випадкова величина
може приймати любе значення![]() .
.
Виникнення випадкової величини Р буде:
Зробимо
заміну:
![]() ;
;
![]()
![]() і змінимо межі
і змінимо межі
![]() ;
;
![]() ,
тоді вірогідність
,
тоді вірогідність
 .
Функція
.
Функція
 є функцію
Лапласа ,
(Додаток3)
є функцію
Лапласа ,
(Додаток3)
Так як гілки кривої ідуть від -∞ до +∞, то необхідно зону розсіяння обмежити кінцевими величинами. В техніці вважають, що зона може бути обмежена величиною яка дорівнює 6σ, тобто +3σ, -3σ від центру розсіяння.
У цьому випадку інтервал 6σ буде обмежений точками на абсцисі х1 і х2 .
Відповідно
![]() -
-![]() ;
;
![]() +
,
тоді
+
,
тоді
![]() ;
;
![]()
Відповідно функції 2F(z) вірогідність Р під кривою розподілу, яка обмежена 6σ, буде складати 0.9373 ≈1, що складає похибку 0.27%