

4.2 Визначення припусків
Абсолютна величина припуску залежить від наступних факторів:
матеріалу заготовки;
виду і способу одержання заготовки;
розміру заготовки;
вимога до механічної обробки: точності, шорсткості.
При механічній обробці задана точність і шорсткість забезпечуються послідовним зняттям визначеної кількості шарів металу, тобто між операційних припусків. Чим вищі вимоги до поверхні, яка обробляється, тим більша кількість шарів металу знімається при обробці. Товщина різних шарів металу різна і зменшується в міру наближення до кінцево обробленої поверхні. Визначення як загальних, так і між операційних припусків можна як по ДОСТа або нормативах, так і розрахунках.
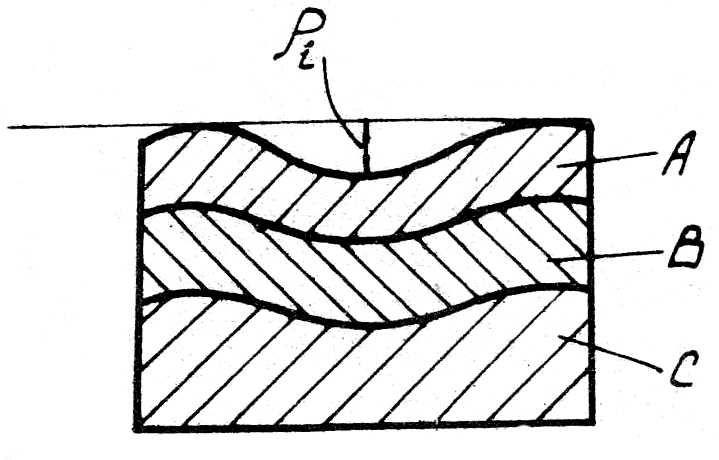
Розрахункові припуски одержують меншими, ніж табличні або нормативні. Якщо розглянути поперечний і повздовжній перетин заготовки (рис.4), то можна виділити шари металу з різними властивостями. На малюнку 4а показано
поперечний перетин заготовки який складається з трьох шарів; А, Б, С. Шар С представляє собою дефектний шар, який потребує його віддаленню. В свою чергу він складається з шорсткості поверхні «Z» і ушкодженого шару «Т» який утворився в результаті вигорання вуглецю, наклепу, пригару і ті. Таким чином віддаленню підлягає шар «А». Шар «В» має більш високі фізико-механічні властивості ніж основний метал «С», тому його не треба видаляти
а б
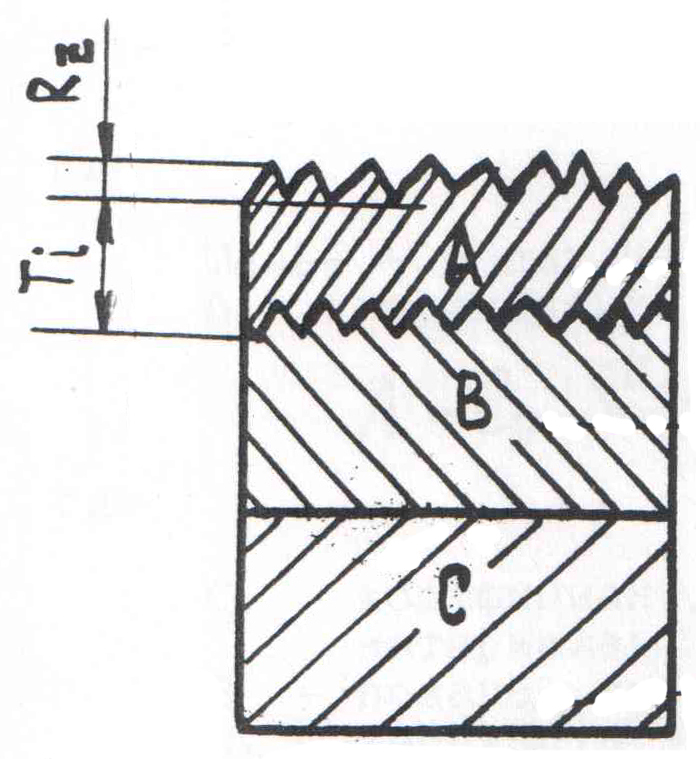
рис.4 Перетин заготовки а – поперечний, б – повздовжній
Таким чином,
видаленню підлягає шар металу «а»
який складається із шорсткості «RZ»
і дефектного шару «Tі»
На рисунку 4б показано повздовжній
перетин заготовки, яка має деякі похибки
просторової геометрії форми «ρ»
(вигиб, увігнутість, опуклість, вигиб
вісі, не співвісність поверхонь і др.).
Таким чином, у розрахунок припуску
повинна ввійти і величина «ρ»
Похибки просторової геометрії форми
на заготовці можуть бути як за розміром,
так і за напрямком, коли в більшості
випадків невідомі. Кінцева похибка
![]() ,
яка використовується в розрахунку
визначається за правилом квадратного
кореня:
,
яка використовується в розрахунку
визначається за правилом квадратного
кореня:
![]()
Ця величина враховується при розрахунку припуску для попередньої чорнової обробки. Для усіх послідовних обробок, визначається остаткові похибки форми за формулою:
![]()
Де Wсист – коефіцієнт який визначається за формулою:
![]()
СУ – коефіцієнт який залежить від матеріалу заготовки;
SЕ – подача;
![]() – твердість
матеріалу по Брінелю;
– твердість
матеріалу по Брінелю;
Х,У, n – показники ступеню, які залежать від матеріалу заготовки;
t – глибина різання;
![]() – просторова
похибка геометрії форми на попередній
операції (переході). Значення величини
наведено в довідниках технолога-машинобудівника.
На практиці
– просторова
похибка геометрії форми на попередній
операції (переході). Значення величини
наведено в довідниках технолога-машинобудівника.
На практиці![]() на
наступну операцію приймають в відсотках
від попередньої операції (приблизно
6%)
на
наступну операцію приймають в відсотках
від попередньої операції (приблизно
6%)
До наведених
похибок слід додати ще похибку установки
εу
на розрахунковій
операції, яка складається з похибки
базування εб
і похибки закріплення
εз.![]() .
.
Таким чином, мінімальний припуск на сторону дорівнює сумі усіх розглянутих величин:
![]()
Індекс і-1 означає що величина відноситься до попередньої операції або переходу, індекс і – до розрахункової операції (переходу). Як видно з формули друга її складова представляє собою векторну суму. Для односторонньої обробки (наприклад площини), ця складова може бути визначена як арифметична сума, тому що усі похибки мають один напрямок.
Для поверхонь тіл
оберту ця складова визначається за
правилом квадратного кореня Виходячи
з цього мінімальний припуск на сторону
для поверхонь тіл обертання буде:
![]()
Для односторонньої обробки поверхонь площин мінімальний припуск буде:
![]() .
.
Максимальний розрахунковий припуск визначається за формулою:
![]()
де δі- 1 – абсолютна величина допуску на попередній операції (переході)
Номінальний припуск на сторону буде:
![]()
Після розрахунків між операційних припусків визначають розміри заготовки:
Найбільший розмір
заготовки:
![]() .
.
Найменший розмір
заготовки:
![]() .
.
Номінальний розмір
заготовки
![]()
де, DНБ.ДЕТ. –найбільший допустимий розмір деталі:
δЗ – абсолютна величина допуску заготовки;
ΔВ і ΔН – розподіл поля допуску на заготовку від її номінального розміру (ΔН “в тіло” заготовки приймається для литва 0.5, поля допуску на заготовку для поковок і прокату 1/3 допуску; ΔВ відповідно 0.5 і 2/3 допуску на заготовку поза тілом заготовки).
Для окремих випадків в розрахункові формули можуть не входити окремі величини. При обробці тіл оберту в центрах похибка установки дорівнюється нулю, при розвертанні плаваючою розверткою і протягуванні виключається ρ і ε, при суперфініші і поліруванні циліндричних поверхонь виключаються Т і ρ при обробці лезовим або абразивним інструментом без утримання розміру чорної поверхні замість ρ і ε визначається 0.5 δі- 1, при шліфуванні після термічної обробки виключається Т.
Величина припуску не повинна бути меншою від такої величини, при котрій робота нормально заточеної ріжучої кромки інструменту стає нестійкою. Наприклад, гостро заточений різець може знімати стружку товщиною 5 мкм. Однак через деякий час кромка різця затуплюється і різець знімає стружку з мінімальною товщиною 10-20 мкм
При індивідуальній обробці заготовок розрахунок припусків проводиться аналогічно наведеному, за винятком того, що замість похибки установки заноситься похибка вивірки, значення котрої наведені у довідниках, а похибка зацентрування визначається за формулою:
![]()