

7.3.Технологічні методи підвищення якості робочих поверхонь деталей
С
а
Електроіскровий спосіб (рис.21,а) полягає в тому, що при протіканні електричного імпульсного розряду між електродами, одним з яких є деталь (катод), виникає активна ерозія інструмента (анода) . Частки анода бомбардують поверхню деталі і зміцнюють її за допомогою вольфраму і графіту твердих сплавів. Електрогідравлічний спосіб (рис.21,б) зміцнення поверхні деталі полягає в тому, що при проходженні в рідинному середовищу високовольтного розряду виникає високий тиск рідини, який носить імпульсний характер і спрямовує їх на поверхню деталі, зміцнюючи її.
Зміцнення з використанням пластичної деформації полягає в тому, що поверхня, яка обробляється, зазнає ударний або статичний силовий вплив, що сприяє виникненню на верхньому шарі наклепки, в результаті дії стискуючих сил внутрішніх напружень. Такі внутрішні напруги (наклепка) підвищують міцність і зносостійкість у два і більше разів в залежності від глибини наклепки і матеріалу деталі. .Зміцнення виконується такими способами: наклепкою шротом, обкаткою роликами і кульками, розкаткою отворів і ін.

рис.21.Електросхеми приладів для зміцнення поверхонь деталей
а– електроіскровий прилад; б - електрогідравлічний прилад
Схема основних засобів зміцнення поверхні статичним тиском і динамічним навантаженням показана на (рис.22), накатка двома і трьома роликами.(а), накатка роликом і кулькою (б), накатка галтелі роликом (в); дорнування кулькою (г); дводискова розкатка (д); наклепка кульками в сепараторі (е)
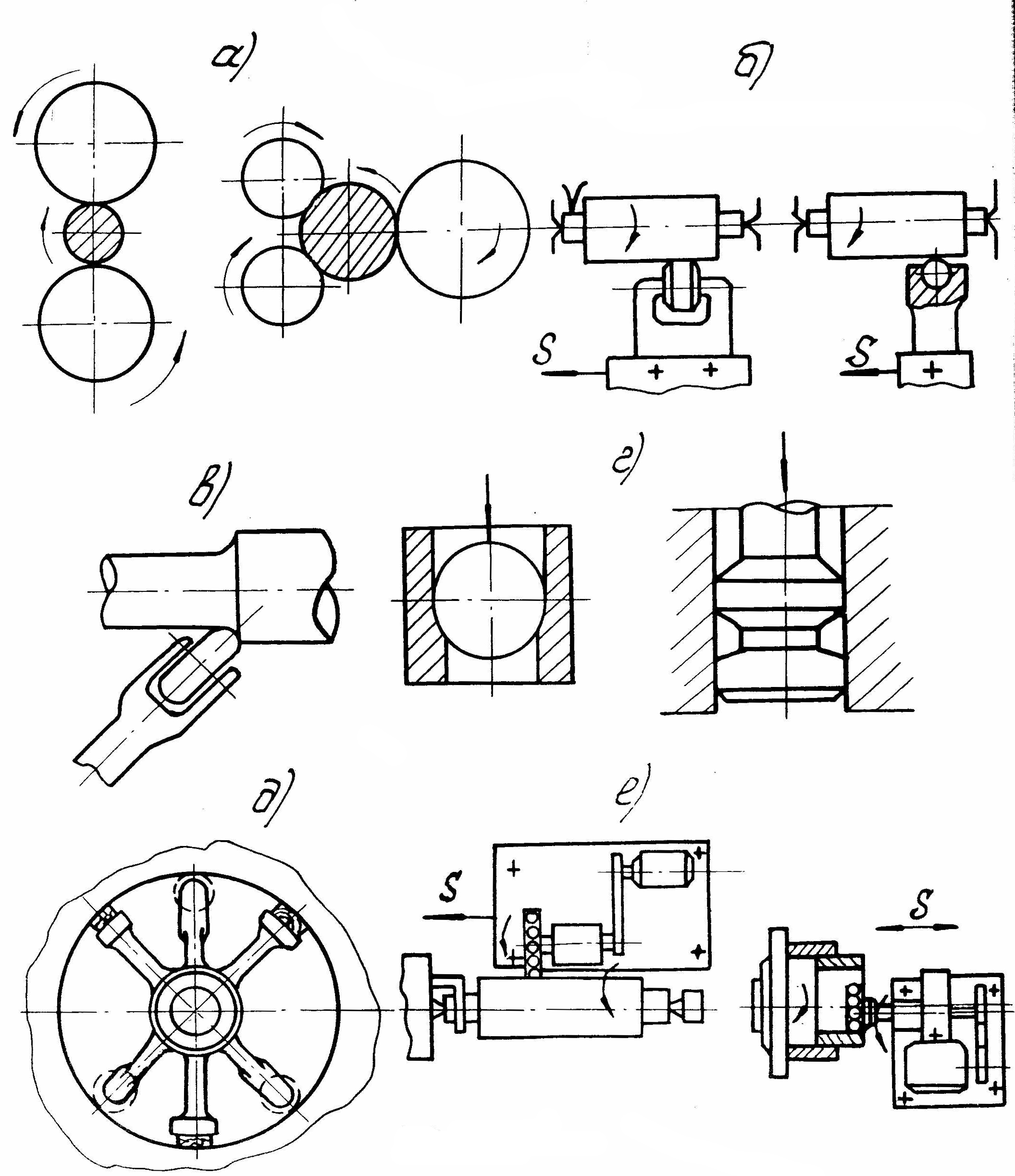
рис.22.Методи зміцнення поверхонь деталей пластичним деформуванням
Питання для самоконтролю
1. Які фактори характеризують якість обробленої поверхні?
2.Як залежність шорсткості поверхні від швидкості різання?
3.Як залежить шорсткість від подачі, глибини різання і МОР?
4.Як впливає якість поверхонь на її робото-спроможність?
5.Які основні параметри характеризують шорсткість?
6Якимі методами можна покращати якість поверхні?
8.Технологічні розмірні розрахунки
Ключові поняття: ланцюг, ланка, розмір, послідовність, паралельність, координата, одиниця допуску.
При проектуванні технологічних процесів виникають задачі розрахунку операційних допусків і розмірів, а також припусків на обробку заготовок. У випадку неможливості суміщення технологічних, конструкторських і вимірювальних баз, і необхідності зміни баз, технолог мусить встановити «технологічні» операційні розміри і виконати перерахунок допусків таким чином, щоб готова деталь мала розміри в межах допуску встановленого кресленням. Всі ці задачі обчислюються розрахунком відповідних технологічних ланцюгів.