

6.Точність механічної обробки
Ключові поняття: жорсткість, напруга, обробка, вигін, статистика, розсіяння, діаграма,
6.1.Загальні поняття
Встановлено, якщо треба одержати деталь високої точності, то зростає кількість операцій (переходів) тим самим зростає і час обробки. Зняття металу залежить від глибини різання, подачі, швидкості різання. Збільшенням параметрів режиму різання зменшується час обробки, але збільшується сила різання і виділення тепла що знижує точність обробки. Із сказаного виходить, що точність і продуктивність можна розглядати як протилежні сторони одного явища – процесу обробки, між якими існують протиріччя.
Вирішення цього протиріччя – одна з важливіших задач технології машинобудування.
Під точністю в технології машинобудування розуміють ступень відповідності виробів, які виробляються, їх заздалегідь встановленому прототипу, зразку. Це загальне формулювання, яка охоплює не тільки геометричні розміри але і одноманітність різних властивостей виробу. Чим більше збігається одноманітність, тим більша точність виробу.
Але на всіх етапах виготовлення виробу виникають неминучі ті чи інші похибки, в результаті чого практично неможливо досягнути абсолютної точності. Тому на розміри, форму і розташування поверхонь одної відносно другої, задається допуск на обробку – допустимі відхилення від заданого розміру.
Іншими словами, поняття допуск характеризує той діапазон, в межах якого деталь може відрізнятися від ідеального зразка.
Основними причинами, які обумовлюють виникнення похибок обробки являються такої фактори:
ступень точності верстата;
неточність виготовлення, наладки і знос інструменту;
жорсткість технологічної системи ВЗІ (верстат, заготовка, інструмент) (рис.11а);
теплота, яка виникає в процесі різання і роботи верстата;
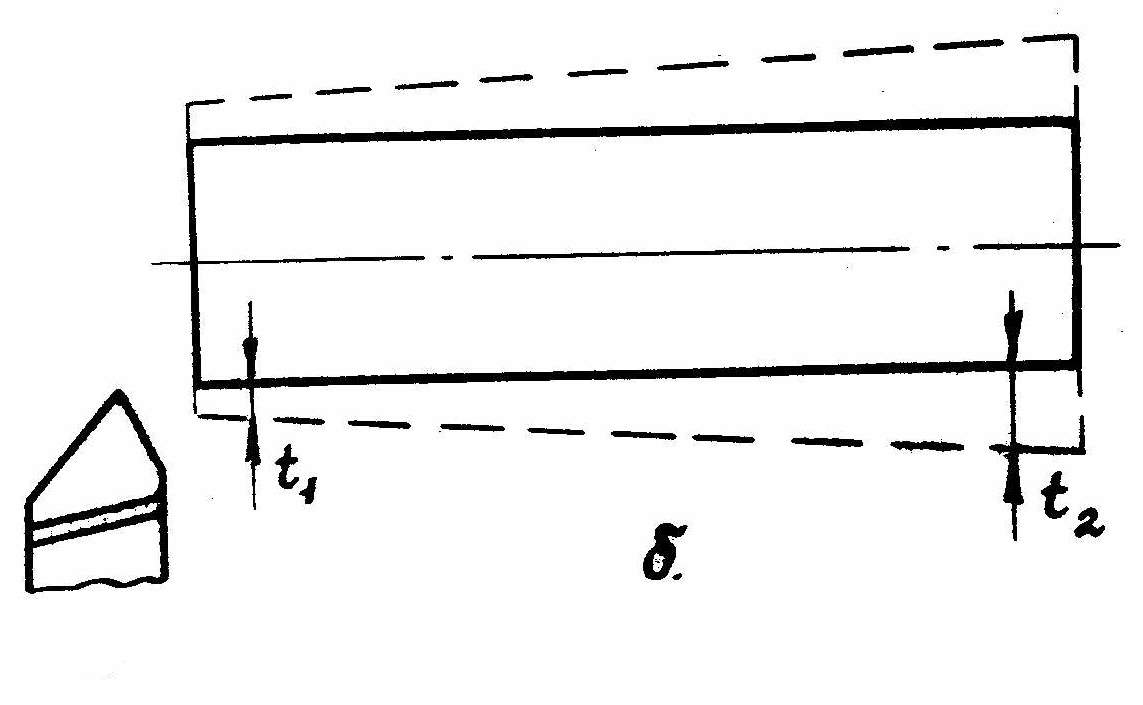
нерівномірність припуску, що видно з формули (рис.11б);
![]()
нерівномірність внутрішніх напружень;
вибір баз;
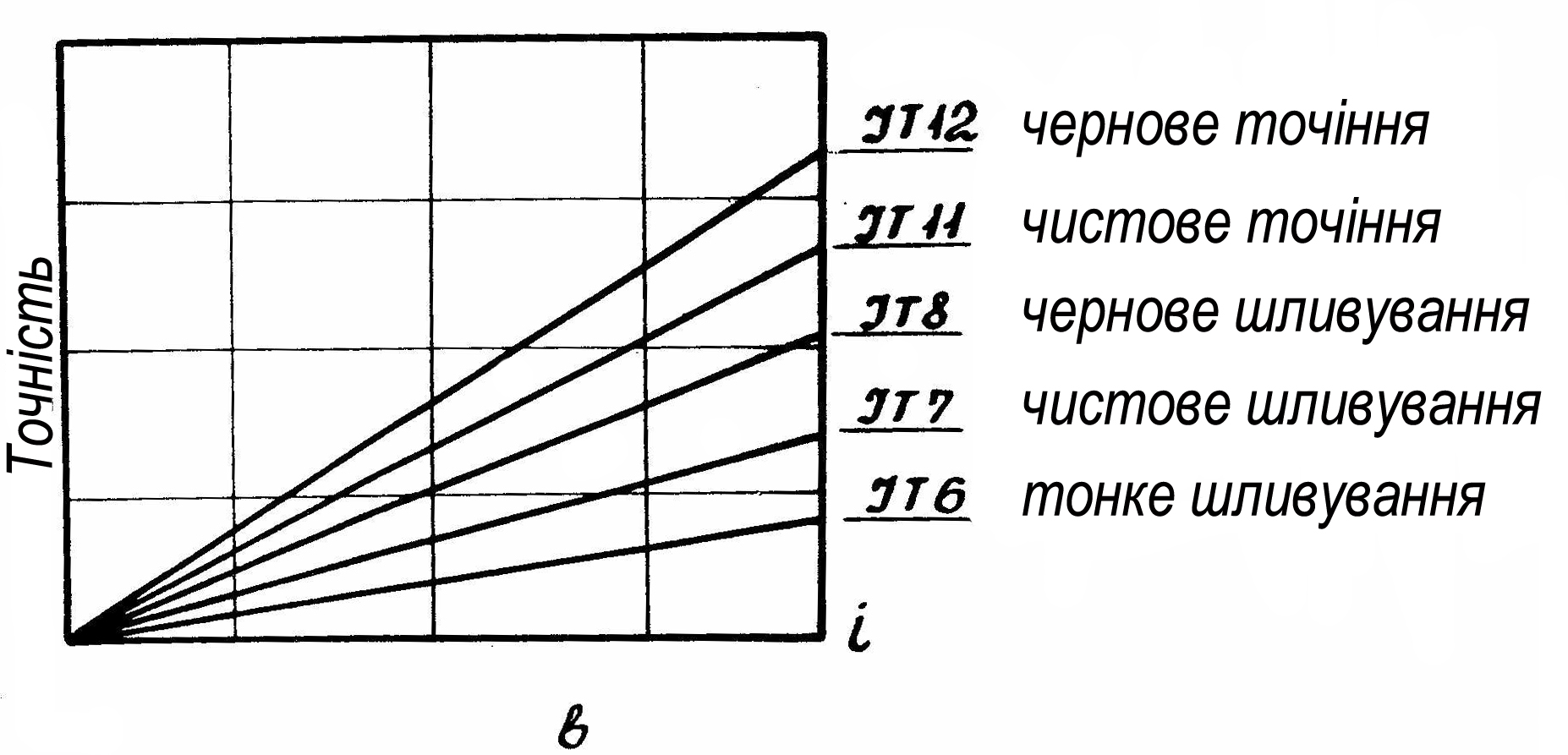
розміри поверхонь, які оброблюються (рис.11в);
кваліфікація і дисциплінованість робочого, від якого залежить наладки верстата, інструмента, пристосування;
ступень точності пристосування і його знос.
Під економічною точністю розуміють таку точність, яку можна одержати на нормально налагодженому верстаті середньої кваліфікації робочим, за економічно обґрунтований час. На підставі виробничого досвіду встановлена економічна точність для різних видів обробки.
Приклад економічної точності для різних видів обробки наведено в таблиці 1.
На практиці можливі, а інколи і неминучі відхилення від середніх значень економічної точності обробки. До спеціальних верстатів, автоматів і напівавтоматів ці дані застосовувати не треба, бо на цих верстатах можливо досягти більшу точність. Є ще таке поняття обробки як досяжна точність. Під досяжною точністю розуміють точність, яку можна досягти на даному верстаті. Але при цьому буде витрачено багато часу. Верстат повинен бути ретельно налагоджений, а виконавцем повинен бути робітник високої кваліфікації
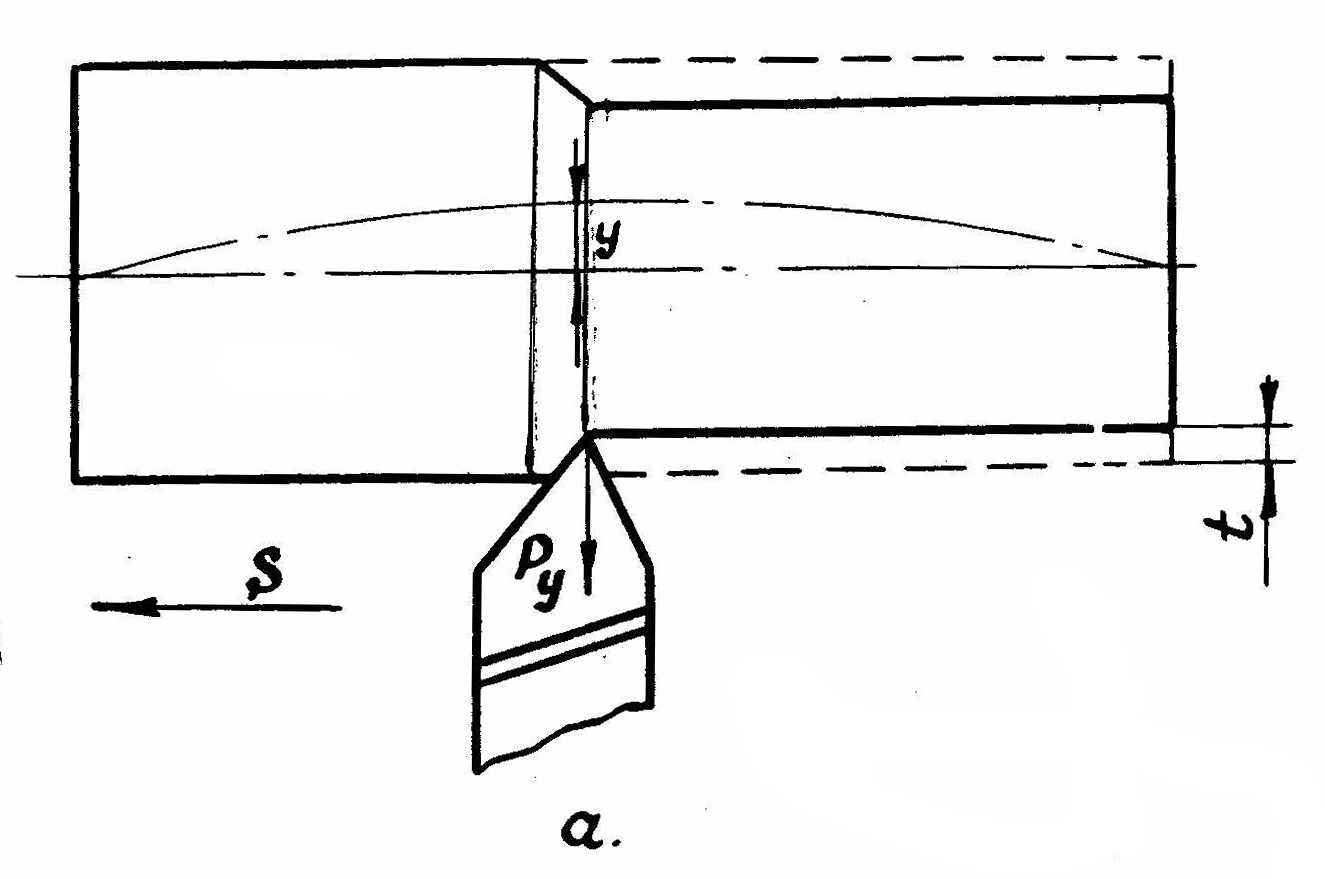
ртс.11.
Вплив різних факторів на точність
обробки а
– жорсткість ВЗІ;
б
- нерівномірність припуску;
в - розміри
поверхонь які оброблюються
(і – одиниця допуску![]() )
)
Таблиця1. Економічна точність для різних видів обробок
-
Вид обробки
Квалітет
1
Точіння і стругання чорнове
12
2
Точіння чистове
9-11
3
Точіння тонке
5-6
4
Фрезерування чорнове
12
5
Фрезерування чистове
10
6
Свердлення, зенкування
11-12
7
Розвірчування
9
8
Кінцеве розвірчування
5
9
Протягування
7-9
10
Шліфування
7-8
11
Хонінгування
5
12
Суперфініш
5