

9.7.Встановлення технологічних баз
На підставі аналізу креслення, технічних вимог до виробу і умов його експлуатації, виявляють конструкторські бази і бази, які використовуються при складанні, а також встановлюють технологічні бази для усіх передбачених операцій обробки заготовки. При цьому треба керуватися принципом постійності і суміщення баз. В необхідних випадках виконується розрахунок похибок базування і установки.
При змушеній зміні баз і порушенні принципу їх суміщення обов’язково виконується перерахунок допусків і технологічних розмірів розрахунком розмірних ланцюгів.
9.8 Встановлення проміжних операцій і розрахунок операційних припусків
У зв’язку з тим, що за одну операцію окремої поверхні не завжди можна забезпечити одержання необхідної точності і шорсткості поверхні безпосередньо з заготовки, виникає необхідність створення проміжних операцій або переходів, в міру виконання яких поступово досягається точність і шорсткість, яка вимагається кресленням деталі.
Припуски розраховуються за раніш наведеній методиці або вибираються по довіднику. Розмір припуску впливає на якість обробки і собівартість виготовлення деталі. Розмір між операційного припуску (припуску на перехід) є глибиною різання при розрахунку режиму різання.
9.9.Вибір обладнання
При виборі обладнання в умовах діючого підприємства приходиться орієнтуватись на обладнання, яке є в цеху.
Для підприємства, яке заново створюється, необхідно вибирати найбільш технічне і економічне обладнання Вибір багато залежить від типу виробництва, технічних вимог до деталі (точність, шорсткість, форма, габарити) і економічно обґрунтованого варіанта.
Нині широке застосування верстатів з ЧПУ, увагу технологів привертає питання встановлення границь економічного їх застосування. При виготовленні деталей особливо складної форми доцільність їх застосування не викликає сумніву, незважаючи на високу вартість. Більш складним є питання про економічність застосування верстатів з ЧПУ для виготовлення не дуже складних деталей в замін токарних, револьверних верстатів, верстатів-автоматів і напівавтоматів. На рис.31 наведено собівартість обробки фланцю на різних типах токарних верстатів, при цьому один робочий обслуговує два верстати з ЧПУ. На малюнку видно, що верстат з ЧПУ (крива 4) виявляється найбільш економічним в інтервалі розмірів партії 4-20 штук. При кількості заготовок менш чотирьох штук найбільш економічним є токарний верстат (крива 1). Як що партія більше 20 штук, то найбільш економічний двошпиндельний кулачковий патронний токарний напівавтомат (крива 3)
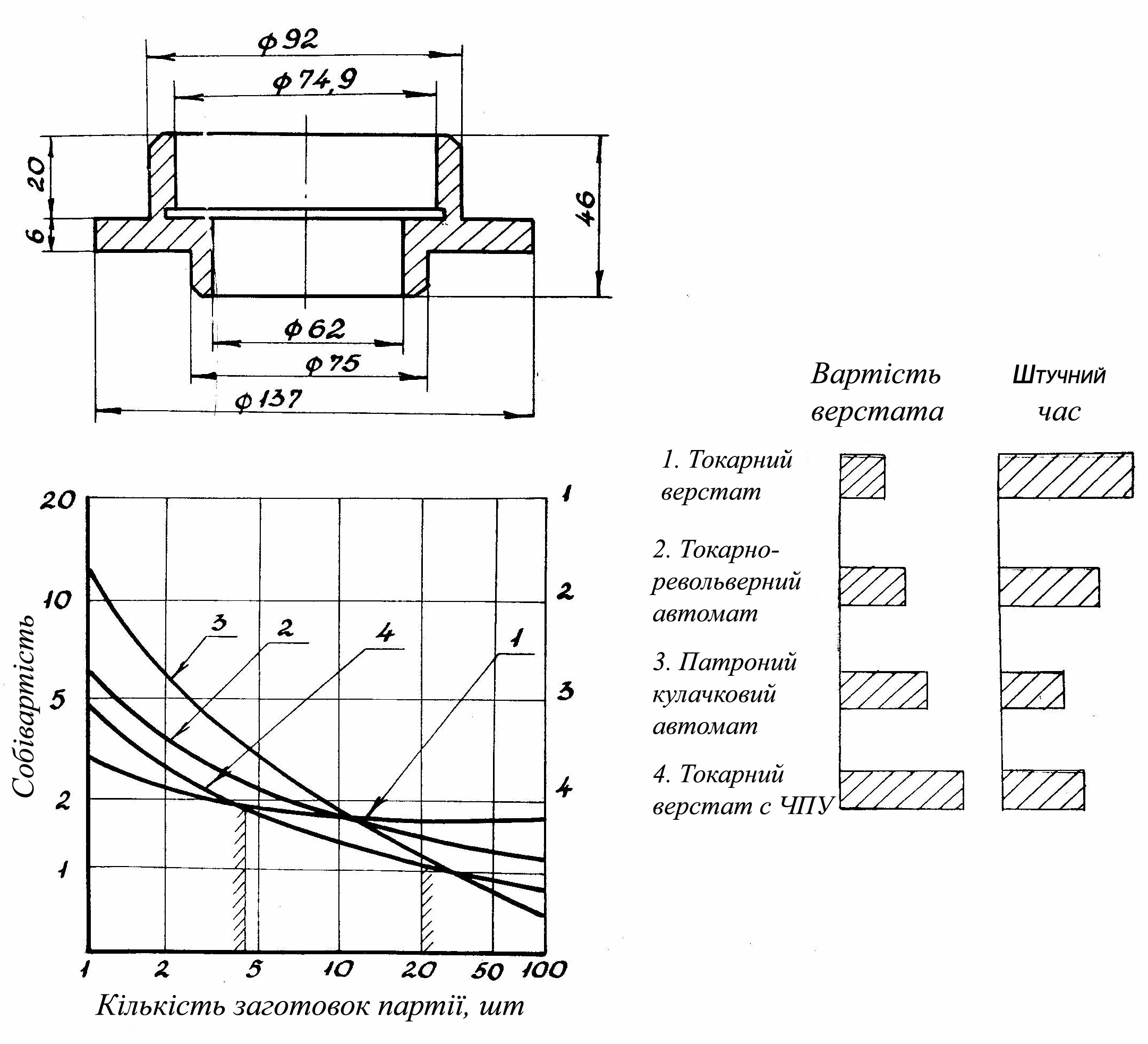 Рис.31.
Собівартість обробки фланцю на різних
верстатах
Рис.31.
Собівартість обробки фланцю на різних
верстатах
Удосконалення верстатів з ЧПУ змінює область їх застосування і зсуває їх в бік зменшення розміру партій. рис.32)
Наведений приклад показує необхідність проведення ретельних попередніх розрахунків економічної доцільності застосування верстатів різних типів.
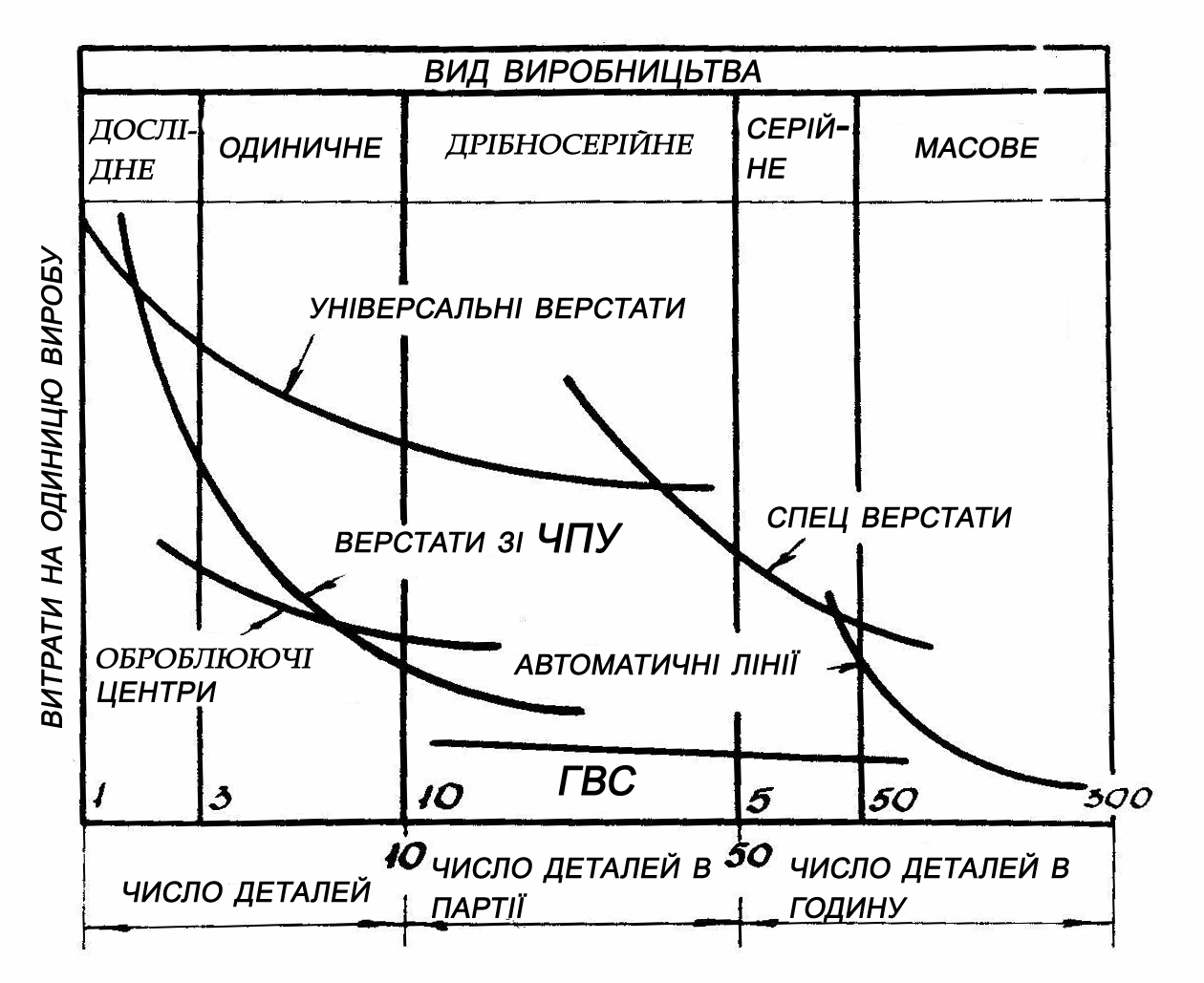 рис32.Данні
фірми «Цинцинаті Мілакрон» (США) які
ілюструють
рис32.Данні
фірми «Цинцинаті Мілакрон» (США) які
ілюструють
економічну ефективність і розподіл різних видів обладнання за типами виробництва