

6.3. Оптикаторы
Оптикаторы представляют собой измерительные пружинно–оптические головки, в которых механическая пружинная передача сочетается с оптическим рычагом. Они отличаются высокой точностью и стабильностью измерений, предназначены для поверки концевых мер и особо точных измерений ответственных изделий и применяются в универсальных стойках С–1 и приспособлениях.
Оптикатор (рис. 6.2) имеет такое же устройство пружинной передачи, как и микрокатор, но вместо стрелки к пружинной ленте 1 прикреплено зеркало 2. Свет от лампочки 6 проходит через конденсор 5 и щель диафрагмы 4, по середине которой натянута нить.
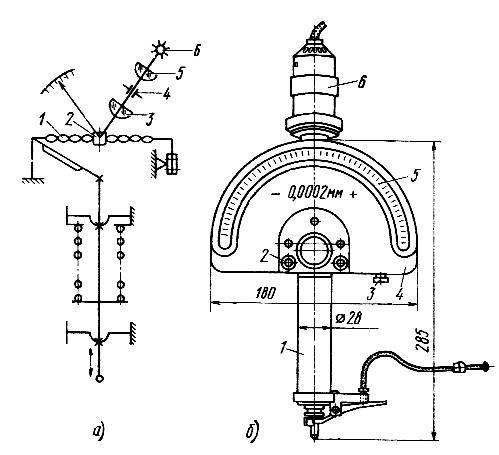
Рис. 6.2. Оптикатор:
а принципиальная схема; б внешний вид
Конденсор – это оптическая система, служащая для освещения рассматриваемого или проецируемого предмета параллельными лучами света. Изображение нити проецируется объективом 3 на зеркало 2 и, отразившись от него, падает на шкалу прибора.
6.4. Вертикальный окулярный оптиметр
Вертикальные оптиметры применяют для точного измерения наружных размеров изделий: длины плоскопараллельных концевых мер, диаметров гладких калибров – пробок, резьбовых калибров, шариков, толщины тонких листов и т.п.
Вертикальный оптиметр (рис. 6.3) состоит из измерительной трубки оптиметра с окулярным отсчетом и стойки типа С II.
Световой поток от внешнего источника, отразившись от зеркала 3 (см. рис. 6.3,б), через призму 2 освещает шкалу, нанесенную на левой стороне окулярной сетки 4, которая находиться в фокальной плоскости объектива 6. Сеткой называется стеклянная пластина на которой различными способами нанесены штрихи, цифры, шкала и т.п. Призма 5 поворачивает ход лучей на 90 , чтобы удобнее было наблюдать.


а б
Рис. 6.3. Вертикальный оптиметр:
а- внешний вид; б- оптическая схема трубки оптиметра
Световой поток проходит через объектив и, отразившись от зеркала 7, дает обратное изображение шкалы в правой части окулярной сетки, на которой нанесен указатель. Зеркало связано с измерительным стержнем 9. При отклонении зеркала, вызванного перемещением стержня, изображение шкалы на окулярной сетке смещается относительно указателя.
На стойке (рис. 6.3, а) имеется предметный стол 7, который в горизонтальное положение устанавливается вращением микровинтов 8. В вертикальном направлении стол перемещается в пределах нескольких миллиметров вращением гайки 10 микрометрического механизма и фиксируется винтом 9.
б
а
Рис. 6.4. Установка стола перпендикулярно к оси измерительного стержня
Перпендикулярность оси измерительного стержня плоскости стола проверяют при надетом на стержне плоском измерительном наконечнике с помощью плоскопараллельной концевой меры длины размером приблизительно 10 мм. При фиксированном положении измерительной трубки выполняют ряд измерений, устанавливая меру относительно наконечника в положениях и 1,2,3 и 4 (рис. 6.4.).
Если плоскость наконечника не параллельна плоскости стола, то показания оптиметра при различных положениях меры будут отличаться одно от другого. Вращением микровинтов 8 (см. рис. 6.3, а) стол устанавливают так, чтобы во всех четырех положениях меры показания были одинаковы.