

5.8. Индикаторные толщиномеры и стенкомеры
Толщиномеры и стенкомеры индикаторные (ГОСТ 11358) предназначены для измерения толщины листов, лент и т.п. деталей, а также для измерения толщины стенки труб и др. деталей. Они выпускаются с верхним пределом измерений до 50 мм и оснащены отчетным устройством с ценой деления 0.01 и 0,1 мм.
Толщиномеры и стенкомеры должны изготавливаться следующих типов:
ТН–10, ТН–25 – настольные толщиномеры с нормированным измерительным усилием, с верхним пределом измерения 10 и 25 мм;
ТР–10Б, ТР–25Б – ручные толщиномеры с нормированным измерительным усилием, с пределом измерения 10 и 25 мм;
ТР–25Б, ТР–50Б – ручные толщиномеры без нормированного измерительного усилия с пределом измерения 25 и 50 мм;
С–2, С–10А – стенкомеры с ценой деления 0,01 мм отсчетного устройства и пределами измерения 2 и 10 мм соответственно;
С–10Б, С–25, С–50 мм – стенкомеры с ценой деления 0,1 мм отсчетного устройства и пределами измерения 10, 25 и 50 мм.
Общий вид настольного толщиномера приведен на рис. 5.19. Он состоит из массивного основания на котором закреплена пятка и отсчетное устройство . Измерительный стержень отсчетного устройства снабжен наконечником.

Рис. 5.19. Настольный толщиномер

Рис. 5.20. Конструкции стенкомеров
Сверх отсчетного устройства смонтирован арретир. В средней части корпуса выполнено углубление на расстоянии А, что позволяет располагать значительного размера листы, ленты, пластины и т.п. изделия.
Отличительной особенностью стенкомеров (рис. 5.20) является то, что они изготавливаются только ручного исполнения. В том месте, где у толщиномера располагается пятка, корпус стенкомера усечен и на его месте установлен неподвижный стержень, который помещается во внутреннюю часть трубы при измерении ее стенки.
5.9. Индикаторные стойки и штативы
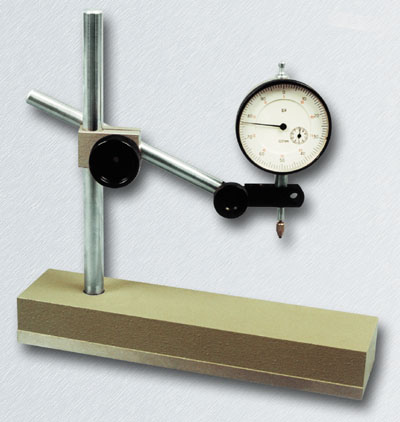
Измерительные головки, как правило, устанавливают на стойках или штативах. К стойкам принято относить устройства, которые имеют измерительный стол. Однако на практике, да и при промышленном производстве, большинство устройств относят к индикаторным стойкам. Конструкции стоек и штативов разнообразны. Стойки типов С-I и С-II выпускают для крепления трубок оптиметров, оптикаторов и других аналогичных приборов. Для крепления индикаторов и рычажно-зубчатых головок выпускают стойки типов С-III (рис. 5.21) и С-IV (рис. 5.22).

Рис. 5.21. Стойка С-III Рис. 5.22. Стойка С-IV
Стойки имеют основание с измерительным столом и колонку с кронштейном, в котором крепится измерительная головка. При настройки измерительной головки кронштейн имеет возможность перемещаться по колонке. Для более тонкой поднастройки в некоторых стойках, например С-III, стол может перемещаться в вертикальном направлении за счет микровинта.
Штативы не имеют измерительного стола и применяются при измерениях на поверочных плитах или станках. Штативы типа Ш-I – Ш-III (рис. 5.23) имеют массивное основание, которое позволяет в процессе измерения перемещать штатив по поверочной плите, например при измерении отклонений формы и расположения поверхностей.
Рис. 5.23. Штатив Ш-I |
|
|
|
Рис. 5.24. Штатив ШМ-I |
Рис. 5.25. Штатив гибкий |

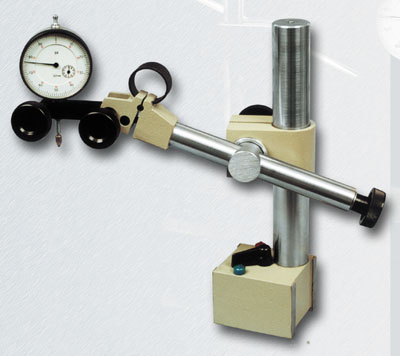
Штативы типа ШМ (рис. 5.24) и штативы с гибкой стойкой (рис. 5.25) имеют магнитное основание, что расширяет их функциональные возможности, особенно при проведении измерений на станках или в трудно доступных местах. Однако штативы с гибкой стойкой менее жесткие и могут использоваться с приборами, цена делений которых 0,01 мм и грубее.