

5.3. Рычажно–зубчатые измерительные головки
По ГОСТу 18833 выпускаются рычажно–зубчатые измерительные головки 2 типов: ИГ и ИГМ (М – малогабаритные) с ценой деления 0,001 мм и 0,002 мм, а по ГОСТу 9696 – индикаторы многооборотные с ценой деления тоже 0,001 и 0,002 мм.
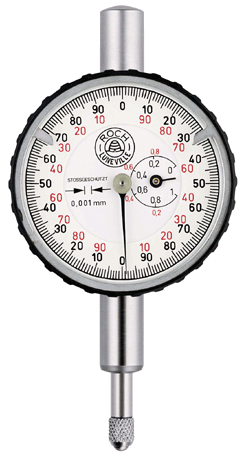
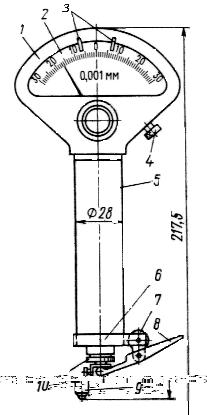
Внешний вид рычажно–зубчатой измерительной головки типа ИГ приведен на рис. 5.5,а. Головка состоит из корпуса 1, циферблата 2, стрелки 3, арретира 4, присоединительной гильзы 5, измерительного стержня 6 с наконечником 7, указателей 8 поля допуска изделия и винта точной установки механизма в нулевое положение. Арретир (рычаг) необходим для подъема измерительного стержня перед установкой изделия.
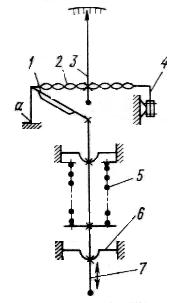
Механизм головки ИГ (рис. 5.6.) состоит из двух неравноплечих рычажных пар и одной зубчатой передачи. Перемещение измерительного стержня 1 через рычаг 2 передается малому плечу рычага 3. Большое плечо рычага 3 передает движение рычагу 4 зубчатого сектора 5. Зубчатый сектор вращает триб 6, на оси которого установлена стрелка 7 со спиральным волоском 8, устраняющим зазоры в передаче. Измерительное усилие создается пружиной 9, прикрепленной к рычагу 2.
 б
б
а
Рис. 5.5. Рычажно–зубчатая измерительная головка
Многооборотный индикатор МИГ (рис. 5.5,б) имеет те же основные узлы, что и индикатор ИГ. На циферблате нанесено 200 делений круговой шкалы и расположен указатель числа оборотов стрелки, полное число оборотов которой равно 5. В отличие от рычажно–зубчатой головки ИГ (см. рис. 5.6.) вместо стрелки 7 на одной оси с трибом 6 жестко связанно зубчатое колесо с большим количеством зубьев. От этого колеса вращение передается трибу со стрелкой. Из–за разницы количества зубьев на колесе и трибах осуществляется многооборотность последнего триба.
Основные допускаемые погрешности рычажно–зубчатых измерительных головок приведены в табл. 5.2.
Таблица 5.2
Метрологические показатели головок
Тип головки |
Цена деления |
Пределы измерения |
Допускаемая погрешность, мкм, на участках шкалы от нулевого штриха в пределах |
||||
200 делений |
1 |
2 |
±30 делений |
Св. ± 30 делений |
|||
мм |
мм |
||||||
1 ИГ 2 ИГ 1 МИГ |
0,001 0,002 0,001 |
± 0,05 ± 0,1 1 |
- - 2 |
- - 2,5 |
- - - |
0,4 0,8 - |
0,7 1,2 - |
1МИГП 2 МИГ 2МИГП |
0,001 0,002 0,002 |
1 2 2 |
1,5 3 2,5 |
1,8 4,0 3 |
- 5 3,5 |
- - - |
- - - |
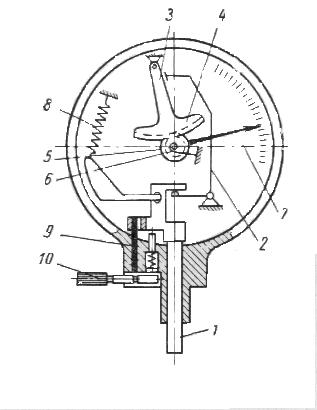
Рис. 5.6. Устройство рычажно-зубчатой головки
5.4. Пружинные измерительные головки
Пружинные измерительные головки являются наиболее точными рычажно – механическими приборами. Они выпускаются трех типов:
ИГП – микрокаторы;
ИПМ – микаторы (малогаборитные);
ИРП – миникаторы.
В качестве чувствительного элемента в этих приборах (рис. 5.7,а) используется специальная ленточная пружина 2, завитая спирально от середины в разные стороны и закрепленная по концам на плоских пружинах. К середине пружины приклеена стрелка 3. Перемещение измерительного стержня 7 вызывает изменения длины пружины 2 и поворот ее средней части. Смещение стрелки относительно шкалы прибора пропорционально перемещению измерительного стержня. Преимущества пружинных передач: высокая чувствительность ленточных пружин, обеспечивающая большую точность измерений, отсутствие внешнего трения и минимальная разность прямого и обратного хода.
Ленточная пружина 2 закреплена на угольнике 1 и консольной пружине 4, установленной на угловом выступе. Изменяя положение пружины 4 с помощью винта, регулируют натяжение ленточной пружины и устанавливают прибор на нуль. Измерительный стержень 7 подвешен на мембранах 6 и жестко связан с угольником 1. Перемещение стержня вызывает поворот угольника вокруг точки «а» и растяжения пружины. Измерительное усилие создается пружиной 5.
а б
Рис. 5.7. Схема и внешний вид микрокатора ИГП
Внешний вид микрокатора представлен на рис. 5.7,б. Они применяются для высокоточных относительных измерений размеров, а также отклонений формы изделий со стойками С–1 и С–2 и приспособлениями, имеющими присоединительный диаметр 28 мм.
Микаторы (рис. 5.8) могут быть использованы в качестве отсчетных устройств в различных приборах и приспособлениях. Назначения узлов и деталей в этих приборах такое же, как и у микрокаторов. Отличие заключается в малых габаритах и меньшем диаметре гильзы (8мм).
Рис. 5.8. Микатор |
Рис. 5.9. Миникатор |


Миникаторы (рис. 5.9.) предназначены для измерений в труднодоступных местах изделий. Они представляют собой рычажно–пружинные головки бокового действия с перемещением измерительного стержня перпендикулярно к плоскости шкалы.