

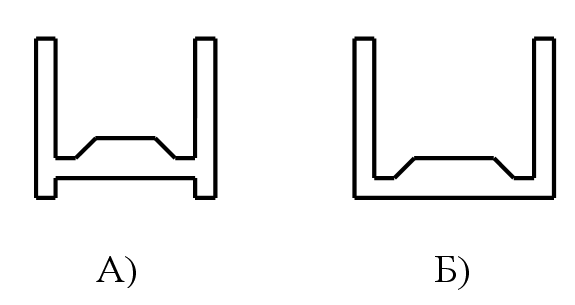
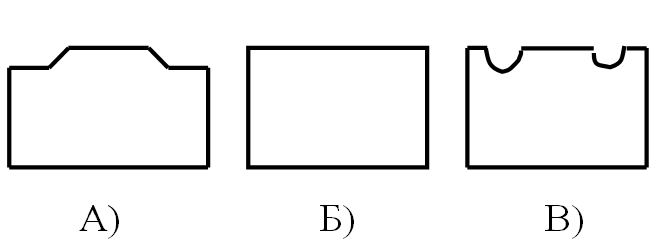
Типы и характеристики штриховых мер длины
Тип |
Форма поперечного сечения |
Номинальный размер, мм |
Класс точности |
I |
|
100 – 1000 1400 – 2000
|
0; 1; 2 |
II |
|
60-1000 |
2; 3; 4; 5 |
III |
|
250-2000 |
4; 5 |
IV |
|
1000 |
5 |

Технические требования к штриховым мерам длины, а также методы
контроля и испытаний приведены в ГОСТе 12069, методы и средства поверки образцовых мер приведены в ГОСТе 8.353.
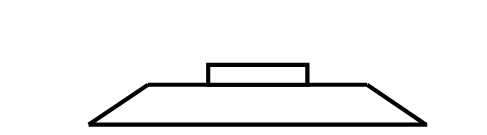
3.2. Плоскопараллельные концевые меры длины
Плоскопараллельные концевые меры длины ГОСТ 9038 имеют форму прямоугольного параллелепипеда (плитки) с двумя параллельными
измерительными поверхностями, расстояние между которыми равно номинальному значению длины L меры (рис.3.1.).
а
б
Рис. 3.1. Плоскопараллельные концевые меры длины
Длина мер изменяется в пределах от 0.1 мм до 1000 мм через опредеделенные интервалы - градации, равные 0.001; 0.005; 0.01; 0.1; 0.5; 1.0; 10; 25; 50 и 100 мм.
По ГОСТу 9038 установлены образцовые и рабочие меры длины.
Рабочие концевые меры длины предназначены для регулировки и настройки на размер показывающих измерительных приборов, для непосредственных измерений размеров изделий, а также для выполнения особо точных разметочных работ и наладки станков.
Образцовые меры длины применяют для передачи размера единицы длины от первичного эталона концевым мерам меньшей точности и для поверки и градуировки измерительных приборов.
Концевые меры при использовании в качестве образцовых должны быть поверены в качестве образцовых 1, 2, 3 и 4 - го разрядов по МИ 1604 и должны иметь отличительный знак при выпуске из производства.
Рассмотрим нормируемые параметры концевых мер.
Длина концевой меры в любой точке измерительной поверхности равна длине перпендикуляра опущенного из данной точки на противоположную поверхность.
Отклонение длины концевой меры – наибольшая по абсолютному значению разность между длиной меры в любой точке и номинальной длиной.
Отклонение от плоскопараллельности концевой меры есть разность расстояний между наименьшей и наибольшими длинами.
Притираемость концевых мер - это свойство измерительных поверхностей мер прочно сцепляться между собой или с плоскими стеклянными пластинами при накладывании одной меры на другую или меры на пластину. Притираемость мер объясняется молекулярным притяжением тщательно обработанных поверхностей в присутствии тончайших слоев смазки толщиной около 0.02 мкм, которая остается после промывки их бензином.
Перед составлением блока нужно отобрать входящие в него меры, вытереть смазку чистой салфеткой, промыть меры в бензине и высушить. Размер блока мер Lc равен сумме длин мер, входящих в него. Предельные отклонения длины от номинального значения приведены в ГОСТе 9038 в зависимости от класса точности меры и интервала номинальных размеров.
Концевые меры длины выпускаются наборами (рис.3.2), которые обеспечивают составления блока мер любого размера с интервалом в 1 мкм. В машиностроении наибольшее распространение нашли набор №1, содержащий 83 меры, и набор №3, содержащий 112 мер. В набор входят две пары дополнительных мер, которые притираются к блоку всегда одной стороной и служат для защиты основных мер блока от изнашивания и повреждений.
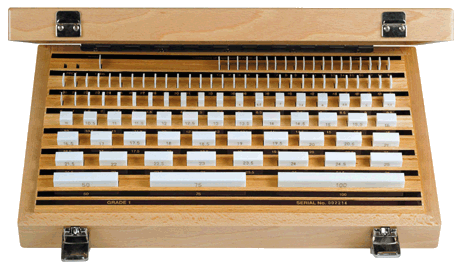
Рис. 3.2. Набор концевых мер длины
Выбор мер блока заданного размера выполняют в следующем порядке:
1) подбирают меру, которая содержит наименьшую долю размера (включает последнюю цифру заданного размера);
2) размер выбранной меры вычитают из размера блока и определяют остаток;
3) подбирают меру, которая содержит наименьшую долю остатка, и определяют новый остаток и т.д.
Из всех возможных вариантов состава блока следует выбирать тот, который содержит наименьшее число мер.
Пример подбора концевых мер в блок для размера 37.835 мм:
Первая мера 1.005 мм
Остаток 36.83 мм
Вторая мера 1.03 мм
Остаток 35.8 мм
Третья мера 1.8 мм
Остаток 34 мм
Четвертая мера 4 мм
Пятая мера 30 мм
Концевые меры длины изготавливают 0,1,2 и 3 классов точности, записанных в последовательности понижения точности (класс точности 3 самый грубый). По согласованию между потребителем и изготовителем могут использоваться классы точности 00 и 01 (класс точности 00 самый точный).
Концевые меры длины изготавливают из стали или твердого сплава.
Примеры условных обозначений:
Набор №2 концевых мер из стали класса точности 1:
Концевые меры 1 - Н2 ГОСТ 9039 – 90.
Набор №3 концевых мер из твердого сплава класса точности 2:
Концевые меры 2 - Н3 - Т ГОСТ 9038 – 90.
Концевая мера длины 1.49 мм из стали класс точности 3:
Концевая мера 3 - 1.49 ГОСТ 9038 – 90.
Набор №3 образцовых концевых мер 2 - го разряда:
Концевые меры образцовые 2Н03 ГОСТ 9038 - 90.
Наборы принадлежностей к концевым мерам длины позволяют с помощью концевых мер осуществлять проверку наружных и внутренних размеров изделий и разметочные работы.