

34. Організаційні основи виготовлення деталей із термореактивних матеріалів. Основні характеристики.
Термореактивні пластмаси під дією тепла і тиску розм'якшуються, заповнюють прес-форму і переходять в неплавкое і нерозчинний стан. Матеріал виробу стає незворотнім, тобто при повторному нагріванні він в пластичний стан не повертається. Припускають розвантаження прес-форм в нагрітому стані. До них відносяться: фенолформальдегід, селіконопласти, і т.д.
Технологічно процес пресування полягає в тому, що під впливом нагрівання і тиску прес-матеріал заповнює робочий простір прес-форми й полімеризується в твердий стан.
Пресування підрозділяється на гаряче, холодне і лиття.
Гаряче пресування термореактивних пластмас застосовується для виготовлення деталей простої форми з обмеженою кількістю арматури або без неї.
Прес-матеріал у вигляді таблеток або порошку завантажується безпосередньо в формоутворювальну порожнину гарячої прес-форми, після чого піддається тиску преса.
Нагрітий прес-матеріал розм'якшується, заповнює гнізда прес-форми і залишається в ній певний час до повного затвердіння. Після цього прес-форму відкривають і виймають відформованих деталь. Швидкість твердіння термореактивного матеріалу залежить від його марки і температури пресування.
Для більшості термореактивних пластмас температура пресування змінюється від 130 до 180 º С. Час витримки для твердіння для різних пластмас встановлюється в межах 0,5-2,5 хв на 1 мм найбільшої товщини виробу.
Питомі тиск для різних пластмас змінюються в межах від 10 до 40 МН / м 2 (МПа).
Холодне пресування полягає в тому, що прес-порошок завантажують у холодну прес-форму, піддають стиску при високих питомих тисках 60-120МН / м 2 і витримують під таким тиском протягом 5-15 с.
Потім заготовки витягуються з прес-форми і запікаються в термостаті при температурі 150-170 º С для полімеризації сполучного речовини. При холодному пресуванні значно збільшується продуктивність праці, але якість виробів гірше, поверхня - матова. Цей метод не застосовують для виробів складної форми.
Лиття пресування застосовується для виготовлення виробів складної конфігурації з термореактивних пластмас. Відмінністю литтєвого пресування є наявність в конструкції прес-форми додаткової завантажувальної камери, яка з'єднується з матрицею тонким ливникових каналом.
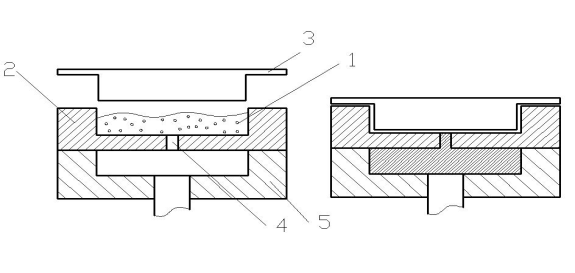
Рис. 2. Литтеве пресування
Пластмасу (1) поміщають в завантажувальну камеру (2). Там вона нагрівається від стінок завантажувальної камери, переходить у в'язко-текучий стан і під впливом зусилля пуансона (3) через ливникову систему (4) надходить в оформляють роз'ємну порожнину матриці (5). Перетин ливникових каналів мало і матеріал надходить у площину і з великою швидкістю в напіврідкому стані.
Недоліки: складна і дорога прес-форма і велика витрата матеріалу (на літники).
38. Особливості виробничих процесів виготовлення друкованих плат. Недоліки та переваги методів виготовлення.
Способи виготовлення ДП, що використовуються в сучасних виробництвах являють собою різну комбінацію хімічних і електрохімічних процесів та вище приведених методів нанесення захисного рельєфу.
Найбільш поширені способи виготовлення ДП:
- комбінований позитивний спосіб,
- комбінований негативний спосіб,
- напівадитивний спосіб,
- адитивний спосіб,
- хімічний спосіб.
Найбільш поширений спосіб виготовлення ДП – комбінований позитивний. Комбінований позитивний спосіб – комбінований процес, на першій стадії якого виконується попереднє осадження металу на стінки просвердлених отворів, а на наступних – вибіркове осадження металу на поверхню провідного рисунка і стінки отворів, які піддають металізації, та видалення фольги із пробільних ділянок.
Комбінований негативний спосіб – комбінований процес, на першій стадії якого виконується вибіркове видалення металу з поверхні фольгованої заготовки, а на наступній – осадження металу на стінки просвердлених отворів.
Напівадитивний спосіб – процес, на першій стадії якого виконується попереднє осадження тонкого шару металу на поверхню нефольгованої заготовки та стінки отворів, а на наступних – вибіркове осадження металу на поверхню провідного рисунка та стінки металізованих отворів та вилучення шару попередньо осадженого металу з пробільних ділянок.
Адитивний спосіб – процес одержання провідних рисунків, який полягає у вибірковому осадженні провідникового матеріалу на нефольгований матеріал основи.
Хімічний спосіб – спосіб виготовлення ДП, що полягає у вилученні металу з пробільних ділянок хімічним травленням.
При обробці контуру ДП слід використовувати штампування, відрізку на гільйотинних ножицях, обробку алмазним кругом або фрезерування.
Виготовлення друкованих плат від малюнку схеми до готового виробу,проходить через велику кількість операцій виробничого і технологічного процесів.
Помилка або брак виготовлення на любому етапі знижує надійність плати. А тому при виготовленні друкованих плат здійснюють коопераційний контроль їх виготовлення, який дозволяє своєчасно усунути брак, а також причини його виготовлення.