

26. Особливості групових операцій холодної штамповки в залежності від типу виробництва.
Холодна штамповка відноситься до найбільш розповсюджених методів обробки металів у виробництві СП. У штампувальному виробництві технологічний процес виготовлення деталей визначається інструментом. Після кожного робочого ходу пресу виходить деталь чи заготовка. Тому при правильно розробленому процесі, відповідному виготовленні штампів і фіксованому матеріалі стає можливим виготовлення ідентичних деталей необхідної точності, що не залежить від кваліфікації працівника, який обслуговує штамп. Таким чином, перестає бути необхідним 100%-ний контроль деталей, при цьому достатньо вибіркового чи статистичного контролю для спостереження за станом штампувального інструмента. Холодна штамповка надає технологічні можливості одержати з досить тонких матеріалів достатньо жорсткі деталі складної конфігурації. Велике значення за умов масового виробництва має висока продуктивність, що одержується за рахунок механізації та автоматизації штампувальних робіт.
27. Методи розрахунку розмірів заготовок для одержання деталей гнуттям.
Під згинанням розуміють процес повороту частини заготовки відносно лінії згину в одній чи кількох площинах (див. рис.5).

Рис.5 - Схема процесу згинання
При згинанні заготовок на певний кут треба враховувати пружну складову деформації, на яку зменшиться загальна деформація заготовки. Ця складова залежить від сорту і стану матеріалу, що деформується, а також від відношення r / t, де r – радіус згинання, t – товшина матеріалу. При виготовленні деталей згинанням виконується розрахунок розмірів вихідної заготовки. Її довжина має бути рівною довжині нейтрального прошарку N зігнутої деталі.
Згинанням виготовляють такі елементи СП як різноманітні кронштейни, затвори, корпуси СП з ЛЛ тощо. У виробничому масштабі згинання автоматизоване і виконується на прес-автоматах. На рис. 6 показано послідовність виготовлення деталі непростої форми.
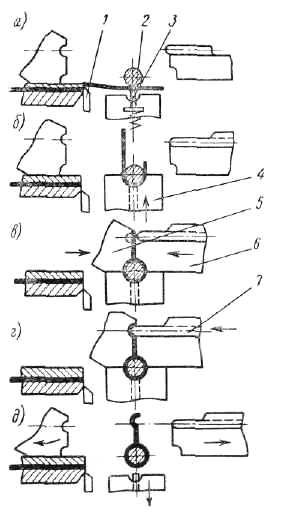
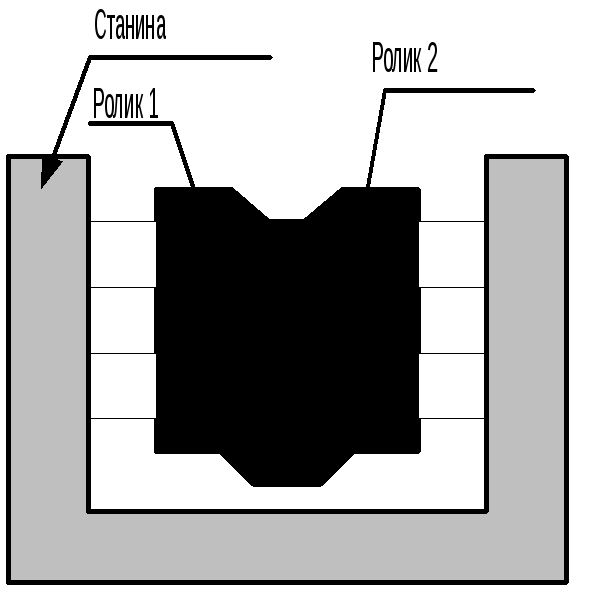 Рис.6
- Автоматизоване згинання.
Рис. 7 - Роликовий стан
Рис.6
- Автоматизоване згинання.
Рис. 7 - Роликовий стан
Як видно з рисунка, основні етапи зинання деталі такі:
а) виконується фіксація заготовки притискувачем 3 до нерухомої оправки 2 і її відріз ножем 1;
б) –перший згин заготовки рухомим повзуном 4;
в) підведення інструментів 5 і 6;
г) формуваання канавки пуансоном 7;
д) відведення робочих елементів і одержання готової деталі.
28. Методи розрахунку розмірів заготовок для одержання деталей витяжкою.
Витяжкою з плоскої
заготовки виготовляють порожнисті
деталі замкнутого контура (див. рис. 8).
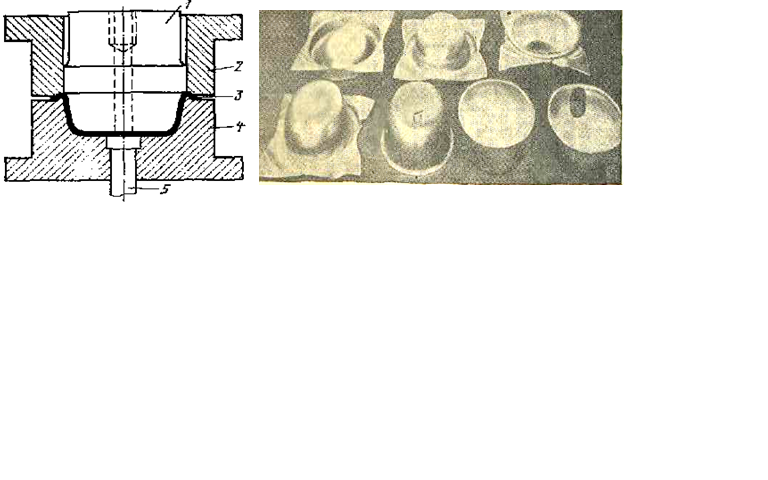
Рис.8 - Схема витяжки і деталі, отримані витяжкою
Плоска заготовка 3 притискується притискним кільцем 2 до матриці 4. Надання заготовці форми матриці здійснюється пуансоном 1. Виштовхувач 5 звільняє готову деталь. Зусилля притискного кільця має регулюватись таким чином, щоб не було ковзання заготовки, що призведе до згорток на деталі (надто слабкий притиск) і не було розриву матеріалу заготовки (надто жорсткий притиск). Якщо ввести позначення: d – максимальний розмір (діаметр) заготовки, а h – глибина її пластичного деформування пуансоном, то відношення d / h визначатиме ступінь витяжки. При d / h 0,5 витяжна називається глибокою. Найзручнішою реалізацією витяжки є виготовлення деталей простої форми – порожнистих циліндрів (корпуси СП), пустотілих напівсферичних деталей (відбивачі СП). Якщо форма деталі складна і технологічний процес витяжки не є тривіальним, його спрощують, тобто розділяють на окремі елементарні складові, внаслідок чого витяжка стає поетапною. У такий спосіб виготовляють і прості деталі з великою глибиною витяжки. Останнє треба пояснити окремо. Річ у тому, що якщо глибоку витяжку здійснювати за один підхід, метал заготовки, з великою імовірністю, розірветься. Деформація, що виникає при активному навантаженні матеріалу, є функцією часу. Відомо, що границя плинності для одного й того ж матеріалу може збільшуватись чи зменшуватись залежно від того, зменшується чи відповідно збільшується швидкість зовнішнього навантаження. Все це нагадує про релаксаційні процеси в твердому тілі, що тривають одночасно з його деформуванням. Не вдаючись у нюанси дислокаційної фізики, відзначимо, що збільшення кількості етапів витяжки надає матеріалу можливість “скинути” значнішу частину внутрішнього напруження, що сприятиме збереженню його міцності. Аналогічного ефекту можна досягнути і при двох етапах витяжки, але з високотемпературним відпалом матеріалу в проміжку між навантаженням. Вважається, що для якісного відпалу необхідне нагрівання матеріалу до температури Т0,8Тпл., де Тпл. – температура плавління матеріалу і уповільнене охолодження (темп зниження температури приблизно 10-15 С/год.). Такий відпал бажано виконувати у вакуумній печі (для запобігання окисленню) або у звичайній печі з подальшим травленням матеріалу – до зникнення окалини.