

Pivovarennaya_inzheneria_ / Глава 7
.pdfУПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
837 |
|
|
|
|
Вариант компоновки линии производительностью 30 000 бут./ч для упаковывания пива
вметаллические банки показан на рис. 7.125.
7.5.5.Оборудование для линий упаковавания напитков в металлические банки
Основной отличительной особенностью баночной линии является применение в ней специализированного фасовочно-укупорочного агрегата, предназначенного для наполнения и закатывания металлических банок. Остальные виды оборудования баночных линий те же или во многом подобные оборудованию, применяемому в линиях упаковывания напитков в бутылки.
7.5.5.1. Контроль пустых металлических банок
Поскольку металлические банки непрозрачны, то методы контроля пустых бутылок, основанные на просвечивании их стенок, для них неприемлемы. На рис. 7.126 показан принцип контроля пустых металлических банок, обеспечивающий одной камерой контроль верхней кромки, дна и стенки банок. Сигнал от камеры поступает на компьютер, выявляющий недопустимые отклонения от стандарта и дающий сигнал на устройство для автоматического удаления бракованных банок из общего потока.
1
2
3
Рис. 7.126. Принцип контроля пустых металлических банок:
1 — камера; 2 — компьютер с сенсорным дисплеем; 3 — устройства для сдува бракованных банок
838 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
7.5.5.2. Фасование и закатка металлических банок
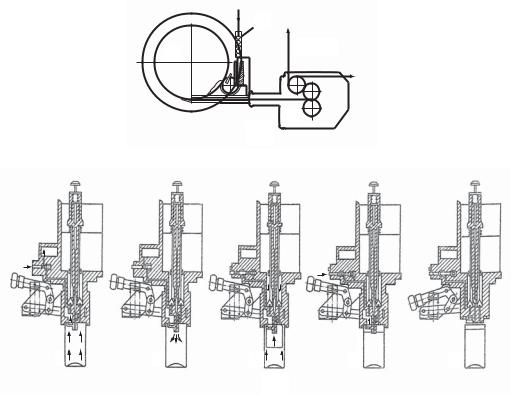
На рис. 7.127, а показана схема работы фасовочно-укупорочного агрегата для наполнения и закатывания банок фирмы «Холстейн-Капперт» производительностью 40 000 банок в час. Наполненные банки отводятся по касательной без ускорения непосредственно к улачковой щели закаточной машины.
Фасовочная головка имеет камеру дифференциального давления. Надежность уплотнения обеспечивается даже при высоком давлении наполнения. Бортики банки не деформируются, банки без задержки отсоединяются от уплотнительной резины головки по окончании процесса наполнения. Последовательность операции при заполнении банок показана на рис. 7.127, б.
а) |
1 |
|
Банки
2
3
а)
б)
I |
II |
III |
IV |
V |
I |
II |
|
|
|
|
|
|
б) |
|
Рис. 7.127. Схема работы фасовочно-укупорочного агрегата при наполнении
изакатывании газированных напитков в банки:
а— принципиальная схема фасовочно-закаточного агрегата: 1 — загрузочное устройство;
2 — машина фасовочная; 3 — машина закаточная; б — последовательность операций фасования банок: I — предварительное вакууммирование; II — заполнение банок СО2; III — наполнение банки напитком; IV — снятие избыточного давления СО2; V — отсоединение банки
от соединительной головки
УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
839 |
|
|
|
|
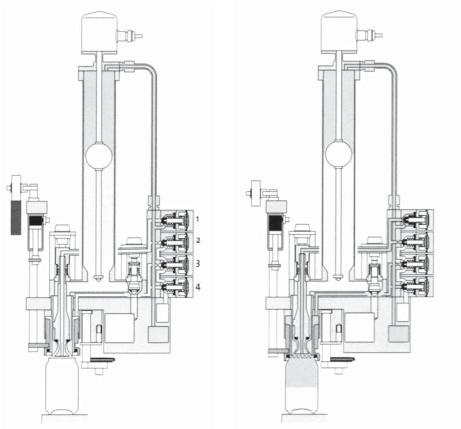
На рис. 7.128 показано устройство Volumetic VOС фирмы Krones для наполнения банок.
а) |
б) |
Рис. 7.128. Наполнительное устройство Volumetic VOС фирмы Krones для наполнения банок: а — исходное положение; б — фаза наполнения
7.5.5.3. Гигиеническая защита крышек металлических банок
Наблюдения показывают, что достаточно большая часть потребителей пива и прохладительных напитков предпочитают утолять жажду непосредственно из банки. Не будем останавливаться на том, что это неприлично не только с точки зрения этикета, но и элементарной культуры. Главное — это не гигиенично и совсем не безопасно, поскольку при транспортировке и хранении банок с напитками их наружная поверхность и прежде всего крышка могут загрязняться, накапливать на себе микроорганизмы и контактировать со складскими грызунами — переносчиками инфекций.
Таким образом, припав губами к поверхности баночной крышки, человек может невольно вводить в свой организм, наряду с напитком, частички грязи, болезнетворную микрофлору и вирусы опасных инфекций.
840 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
Во избежание этого и с учетом сложившейся культуры потребления на некоторых пивоваренных предприятиях начали с 2005 г. осуществлять гигиеническую защиту крышек металлических банок, приклеивая к ним кусочек фольги. Помимо защитных функций, эта фольга является дополнительным элементом оформления и может быть носителем информации для потребителя.
Способ нанесения фольги на крышку банки во многом схож с обычным этикетированием резанными этикетками. Существенные отличия состоят лишь в том, что, во-первых, листы фольги наносят не сбоку (как обычную этикетку), а сверху, а во-вторых, — фольга контактирует с крышкой не всей поверхностью (как этикетка) и ее края выступают за пределы крышки.
Первую задачу решают размещением механизма этикетирования над потоком банок, причем оси вращения клеевых сегментов и этикетоносителя располагают горизонтально. Вторую задачу решают, применив после приклеивания на крышку фольги прижим выступающих частей фольги к горлышку банки.
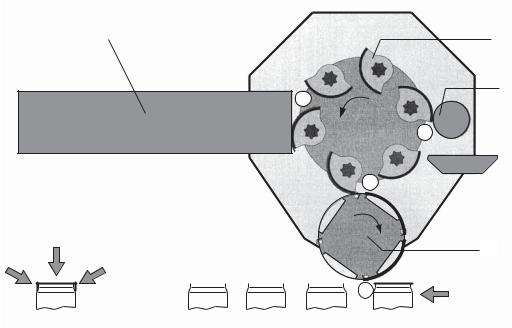
На рис. 7.129 показан принцип работы машины Taxomat фирмы Krones для нанесения гигиенической защиты на металлические банки.
Для прикрепления фольги к крышке банки применяют легко отделяемый безвредный пищевой клей на казеиновой основе.
6
7
8
2
1
3
5 |
9 |
|

 4
4
Рис. 7.129. Принцип работы машины Taxomat фирмы Krones для нанесения гигиенической защиты на металлические банки:
1 — нанесение клея; 2 — захват фольги из магазина; 3 — передача фольги на этикетоноситель; 4 — нанесение фольги на крышку банки; 5 — прижим фольги по периметру крышки; 6 — магазин этикеток; 7 и 8 — клеевой сегмент и валик; 9 — этикетоноситель
УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
841 |
|
|
|
|
7.6.ОБОРУДОВАНИЕ ДЛЯ УПАКОВЫВАНИЯ ПИВА В БОЧКИ И КЕГИ
Сдавних времен пиво разливали преимущественно в бочки. Изначально в деревянные,
азатем в металлические. Перед наполнением пивом бочки предварительно мыли. Вначале вручную, а с середины ХХ в. для этого стали использовать специальное оборудование.
Современной разновидностью бочек являются кеги — металлические емкости вместимостью до 50 л, со специальным штуцером для присоединения к наполнительному и разливочному кранам. В настоящее время кеги практически вытеснили традиционные бочки, поскольку они удобнее при транспортировке и отпуске из них пива.
7.6.1. Типы и основные параметры оборудования для упаковывания пива в бочки и кеги
В зависимости от требуемой производительности для упаковывания пива в бочки и кеги применяют установки и поточные линии.
Установки применяют в производствах малой и средней мощности (обычно не более 30 бочек или 60 кегов в час). Они представляют собой компактные виды оборудования, сочетающие в себе, как правило, только моечное и фасовочное устройства. Все остальные операции, включая и транспортирующие, осуществляют в них вручную.
Более производительное оборудование для упаковывание пива в кеги представляет собой поточные автоматизированные линии.
7.6.2.Инженерные задачи при упаковывании пива в бочки и кеги
Косновным и обязательным инженерным задачам при машинном упаковывании пива
ипрочих напитков (например, кваса) в бочки и кеги относят:
•мойку бочек или кегов;
•фасование;
•шпунтование бочек.
Помимо этого, в комплексных поточных линиях упаковывания пива и напитков в кеги приходится решать и некоторые другие инженерные задачи, например, обеспечить:
•депалетизацию — расформирование пакетов с порожними кегами;
•межоперационное транспортирование кегов;
•установку на штуцер защитных пластиковых колпачков;
•контроль заполнения кегов;
•пастеризацию;
•этикетировку;
•маркировку;
•палетизацию — формирование пакетов с наполненными кегами.
7.6.3.Организация упаковывания пива в бочки и кеги
На предприятиях средней и малой мощности упаковывание пива в бочки и кеги осуществляют в относительно простых полуавтоматических установках с применением достаточно больших затрат ручного труда.
На современных крупных пивоваренных предприятиях применяют автоматические линии упаковывания пива в кеги, которые организованы подобно линиям, применяемым
842 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
для упаковывания напитков в другие емкости. Они также состоят из нескольких машин, расположенных в порядке последовательности выполнения технологических операций и связанных между собой конвейерами для межоперационного транспортирования кегов.
Они отличаются спецификой технологических операций и, следовательно, составом оборудования. К таким аппаратурно-технологическим отличиям кеговых линий относят:
•использование в них машин для наружной мойки кегов;
•применение специальных моечно-фасовочных машин;
•применение машин для установки защитных колпачков.
7.6.4. Строение поточных линий упаковывания пива в кеги
Компоновочные решения линий упаковывания пива и других прохладительных напитков в кеги аналогичны решениям, применяемым при проектировании линий, предназначенных для стеклянных бутылок (см. раздел 7.3.4).
В полной комплектации современная линия упаковывания напитков включает следующее оборудование:
•машина для расформирования пакетов (депалетизатор) пустых кегов;
•машина для контроля ориентации кегов и наличия защитных колпачков на их фитингах;
•кантователь кегов;
•машина для наружной мойки кегов;
•машина для внутренней мойки кегов и их заполнения;
•бракеражные весы для весового контроля наполненных кегов;
•этикетировочная машина;
•маркировщик;
•укупорочная машина для установки защитных колпачков на фитинги;
•пастеризатор;
•конвейеры;
•машина для формирования пакетов наполненных кегов (палетизатор).
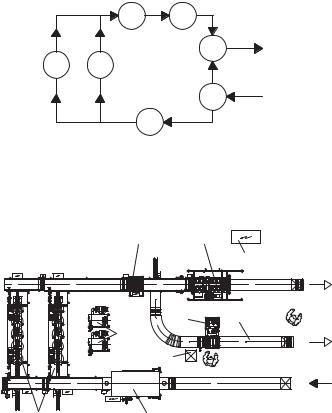
Но чаще всего линия упаковывания напитков в кеги включает лишь основные виды оборудования. Вариант типичной структурной схемы поточной линии упаковывания пива в кеги приведен на рис. 7.130.
На рис. 7.131 показан вариант компоновки линии упаковывания пива в кеги производительностью 120 кегов в час.
7.6.5.Оборудование для упаковывания пива в бочки и кеги
7.6.5.1.Оборудование для мойки бочек и фасования в них пива
До недавнего времени наиболее распространенной тарой для разливного пива служили деревянные и металлические бочки. Перед фасованием в них напитков бочки необходимо тщательно вымыть.
Оборудование для мойки бочек. На заводах малой и средней мощности бочки внутри и снаружи моют вручную, а ополаскивают внутри шприцами, представляющими собой чугунную станину, в которой расположен стержневой кран, соединенный с рожком шприца
УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
843 |
|
|
|
|
|
4 |
5 |
|
|
|
|
Отводкеговсс |
|
|
6 |
готовойтовойпродукцией |
3 |
3 |
|
наподдонахподдонов |
|
|
||
|
|
1 |
Подачаподдонов с |
|
|
спорожнимикегами |
|
|
|
|
|
|
|
2 |
|
Рис. 7.130. Типичная структурная схема поточной линии упаковывания пива в кеги:
1 — машина для расформирования пакетов (для съема кегов с поддонов); 2 — машина для внешней мойки кегов; 3 — машина для внутренней мойки и наполнения кегов; 4 — машина для установки защитного пластикового колпачка; 5 — машина инспекционная; 6 — машина пакетоформирующая (для установки кегов на поддоны)
34
8
 Наполненные кеги
Наполненные кеги
5 6
9
 Наполненные кеги
Наполненные кеги
7
Порожние кеги
2 |
1 |
Рис. 7.131. Вариант компоновки линии для упаковывания пива в кеги производительностью 120 кегов/ч:
1 — машина для наружной мойки кегов; 2 — машина для внутренней мойки и наполнения кегов; 3 — устройство весового контроля наполненных кегов; 4 — кантователь кегов; 5 — бракеражные весы для весового контроля наполненных кегов с фильтром СО2; 6 — система конвейеров;
7 — пункт ручной корректировки наполнения кегов; 8 — электрощит; 9 — водобаки
и имеющий роговидные опоры, поддерживающие бочку. К крану подведены две трубы, по одной из них поступает горячая вода температурой 55–60 °С, по другой — холодная.
Ополоснутую бочку осматривают внутри, закрывают наглухо донное отверстие деревянным шпунтом, боковое отверстие слегка перекрывают другим шпунтом и направляют ее на фасование. В случае нарушения покрытия (смолки) деревянную бочку направляют на осмолку.
На крупных заводах бочки для фасования пива готовят механизированным способом. Их моют снаружи и внутри на бочкомоечной машине ВБА (рис. 7.132). Бочку подают на машину по наклонному спуску. Перемещается она от одной операции к другой с помощью двух параллельных планок и кривошипного механизма.
Вначале бочка вращается на роликах и через боковое отверстие автоматически заполняется горячей водой, затем ее перемещают на вторую пару вращающихся роликов для

844 |
|
|
|
|
|
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Холодная вода |
|
|
|
||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
1112 |
13 |
14 |
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15
Сток в канализацию Холодная вода Горячая вода |
Горячая вода |
Рис. 7.132. Бочкомоечная машина ВБА:
1 — спуск выходной; 2 — планка для съема бочек; 3 — электродвигатель; 4 — редуктор червячный; 5 — механизм перемещения кривошипный; 6 — шприц вращающийся; 7 — вал приводной;
8 — клапан водяной; 9 — седловина; 10 — направляющие для перемещения бочек; 11, 13 — ролики; 13 — планки направляющие; 14 — спуск наклонный; 15 — захват бочек
мойки снаружи и внутри. Снаружи бочка обильно орошается горячей водой и обрабатывается щетками. Затем бочку перемещают на третью пару вращающихся роликов, откуда она поочередно поступает на три шприца для ополаскивания (на первых двух — горячей водой, на третьем — холодной). Горячая и холодная вода в шприцы подается автоматически. Далее бочка попадает на наклонный спуск и направляется на фасование.
Технические характеристики бочкомоечной машины ВБА
Производительность, бочек в час . . . . . . . . . . . . . . . . . . . . . . . . . . 50–100 Вместимость обрабатываемых бочек, л . . . . . . . . . . . . . . . . . . . . . . 50–250 Расход горячей воды, м3/ч . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4,2 Температура горячей воды, °С . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55–60 Расход холодной воды, м3/ч . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,4 Давление воды, МПа:
горячей . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,15–0,2 холодной . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,15–0,2
Мощность электродвигателя, кВт . . . . . . . . . . . . . . . . . . . . . . . . . . . 3,8 Габаритные размеры, мм . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1200×2020×2090 Масса, кг . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8000
В пивобезалкогольной промышленности используют также бочкомоечные машины МБ-240 ротационного типа (Польша) производительностью 60–240 бочек в час. Технология мойки бочек на них аналогична вышеописанной.
На предприятиях малой мощности, где количество бочек небольшое, их моют снаружи вручную, а внутри — горячей и холодной водой специальными шприцами.
Изобарические машины для фасования пива в бочки. Для этого в бочке, установленной под кран машины, создают газовое давление, равное давлению в напорном резервуаре, а затем происходит ее наполнение пивом самотеком за счет разности уровней жидкости в напорном резервуаре и бочке.
Машина (рис. 7.133) состоит из напорного резервуара 2, изобарических кранов 4 и станины 8. Напорный резервуар оснащен поплавковым регулятором 1 уровня, указателем 3 уровня, предохранительным клапаном 5 с манометром и кранами питающим 6 и газовым.

УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
845 |
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6
8 |
7 |
Рис. 7.133. Изобарическая машина для фасования пива в бочки
Каждый разливной кран оснащен приспособлением 7 для установки порожних и снятия наполненных бочек.
Изобарический кран (рис. 7.134, а) имеет жесткую раму I с воздушным цилиндром (детали 5, 6, 12, 18, 32), шарнирно укрепленную на поперечинах 10 станины с помощью хомутов 7, благодаря чему нижняя часть крана свободно перемещается в определенных пределах во всех направлениях. Подвижная часть II крана (детали 1, 2, 9, 27, 28) приводится в движение сжатым воздухом, действующим на поршень 1. Подвижная жесткая рама III (детали 3, 4, 8, 19) перемещается вниз под действием груза 3, а вверх — со второй подвижной частью крана, при подъеме которой деталь 9 упирается в поперечину 8 и поднимает всю раму III.
При работе машины бочку устанавливают на приспособление 7 (см. рис. 7.133) отверстием вверх. Поворотом рукоятки крана 13 (см. рис. 7.134, б) открывают доступ сжатого воздуха из трубы 11, при этом кран остается открытым. Сжатый воздух по трубе 14 через тройной кран 16, а затем трубку 15 подается в цилиндр 5. При подаче воздуха
вверхнюю полость цилиндра поршень 1 и все связанные с ним детали опускаются, одновременно выдавливая воздух из нижней полости цилиндра через трубки 36, 17 и 12
ватмосферу. При движении поршня вниз оператор, обслуживающий машину, направляет нижний конец крана (трубку 28 с клапаном 22) в отверстие бочки.

846 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
а)
I
II
III
10
34
33
31
32
23 22
30
29
28
27
26
25
24
б)
1
2
3
4
5 Воздух
6
7
8
9
10
11
12
13 35
14
15
16 15
37
17
18 6
6
19
21 20
a
|
|
|
|
|
Выравнивание |
|
|
||
|
41 |
|
40 |
|
давления |
|
|
||
|
|
|
|
5 |
|
|
|
||
|
42 |
|
|
|
|
|
|
|
|
|
пменыигазабочки |
|
|
|
|
|
|
воздухСжатый |
|
|
43 |
|
|
1 |
|
I |
|
||
|
|
|
|
|
|
|
15 |
||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
||
|
|
|
10 |
2 |
II |
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
10 |
III |
|
|
|||
|
|
|
|
|
8 |
|
|
|
|
|
|
из |
34 |
|
|
48 |
11 |
||
|
|
Вытеснение |
33 |
|
|
|
|
||
|
|
|
9 |
36 |
13 |
||||
|
|
|
|
||||||
|
|
|
|
|
|
||||
45 |
44 |
|
|
|
|
30 |
|||
|
37 |
|
|
|
|
||||
|
|
|
|
31 |
|
|
|
||
|
|
|
|
|
|
4 |
14 |
||
|
|
|
|
|
25 |
|
|||
|
Пиво |
|
38 |
|
27 |
|
15 |
||
|
|
|
|
|
|
|
|
|
|
35 |
25 23 39 26 24 2022 |
28 |
21 19 |
|
Воздух |
||||
|
|||||||||
|
|||||||||
|
|
||||||||
|
|
|
|
|
б |
|
|
|
|
36
38
Рис. 7.134. Изобарический кран: а — общий вид; б — схема работы
Вместе с поршнем опускается подвижная жесткая рама III, опирающаяся поперечиной на деталь под действием груза 3. Как только резиновая присоска 21 поперечины 19 достигает поверхности бочки, движение подвижной жесткой рамы III прекращается, а поршень и вся часть крана (детали 2, 9, 28 и 27) продолжают двигаться вниз. При этом ролики 34, прикрепленные на детали 9, повернут кулачок 33, а вместе с ним валик 29 и ран 24. Одновременно пробка крана соединит внутреннее пространство бочки с верхним газовым пространством