

Pivovarennaya_inzheneria_ / Глава 7
.pdf
|
УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
737 |
|
|
|
|
|
|
а) |
б) |
|
á)
Рис. 7.58. Элемент гигиенического исполнения стойки карусели фасовочной системы Mecafill фирмы Krones: а — фрагмент общего вида; б — разрез
герметичного соединения стойки со столом в месте, показанном на фрагменте а стрелкой
7.3.9. Этикетирование
Понятие «этикет» (от франц. etiquette) ранее связывали со строго регламентированными нормами поведения при дворе, когда все церемонии точно записывали на лист бумаги. Такая бумага — этикетка, по сути, являлась носителем специальной информации.
В средние века аптекари крепили клочки бумаги с названием и предписанием на склянки со своими лекарствами. А с начала XVIII века для этой цели они начали применять этикетки, выпущенные типографским способом. Аптекарям приходилось лишь разрезать отпечатанные листы, смазывать резаные этикетки клеем и приклеивать их на свои склянки.
С началом бутилирования напитков область применения этикеток существенно расширилась — их стали применять для оформления бутылок.
Лишь в 1890 г. в Германии появились первые примитивные приспособления для нанесения на этикетки клея. Сам же процесс этикетирования осуществляли по-прежнему вручную.
* * *
Относительно недавно (в условиях дефицита пива в стране) некоторые отечественные производители при выпуске популярных сортов обходились вообще без этикеток — лишь
738 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
на кронен-пробках выдавливали дату фасования, сорт пива и аббревиатуру названия пивоваренного завода. В настоящее время ситуация в России кардинально изменилась — оформлению готовой продукции вынуждены уделять повышенное внимание, поскольку потребитель в условиях изобилия пивного прилавка ориентируется в выборе товара прежде всего по упаковке. Таким образом, роль операции этикетирования и требования к ней в пивоваренном производстве существенно повысились.
Целями оформления бутылок с пивом и напитками являются:
•придание упакованному напитку привлекательного товарного вида;
•защита выпускаемого продукта от подделки;
•информирование потребителя о производителе, применяемых ингредиентах, потребительских свойствах напитка, дате его изготовления, сроке годности и пр.
7.3.9.1.Основные материалы для оформления бутылок
На практике обычно используют не один элемент оформления, а различные сочетания нескольких, например, трехпозиционное оформление, при котором на бутылку наносят этикетку, контрэтикетку и кольеретку. Помимо различных видов этикеток, бутылка может быть дополнительно украшена пробкой с нанесенной на ней художественно-графической композицией, фольгированием горлышка бутылки и пр.
В некоторых случаях, кроме основного оформления, на бутылки с напитками наносят полоски защиты от вскрытия укупорки и акцизные марки.
7.3.9.1.1. Этикетки
При всем многообразии современного оформления расфасованных в бутылки напитков основным элементом оформления, безусловно, является этикетка — средство маркировки товара в виде сложной графической композиции, являющейся неотъемлемой частью упаковки. Содержание этикетки определяет производитель с учетом требований действующего законодательства.
Помимо формы, размера, художественного дизайна, способа и качества полиграфии этикетки для пива и напитков различают:
•по месту расположения на бутылке;
•по степени охватывания корпуса бутылки;
•по материалу основы;
•по виду;
•по способу закрепления на бутылке.
Классификация этикеток по этим признакам приведена в табл. 7.14.
|
|
|
|
Таблица 7.14 |
|
Классификация этикеток |
|
|
|
|
|
|
|
|
Отличительный |
|
Варианты исполнения |
|
|
признак |
а |
б |
в |
г |
|
||||
Место расположения |
Корпусная |
Контрэтикетка |
Кольеретка |
— |
на бутылке |
этикетка |
|
|
|
Степень охватывания |
Охватывающие |
Опоясывающие |
— |
— |
корпуса бутылки |
корпус частично |
(кольцевые) |
|
|
УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
739 |
|||
|
||||
|
|
|
|
|
|
|
|
Окончание табл. 7.14 |
|
|
|
|
|
|
Отличительный |
|
Варианты исполнения |
|
|
признак |
а |
б |
в |
г |
|
||||
Материал основы |
Бумажные |
Полимерные |
Металлизиро- |
Безосн вные |
|
|
|
ванные |
|
Исходный вид этикеток |
Штучные |
Рулонные |
Рукавные |
— |
Способ закрепления |
Клеящиеся |
Самоклеящиеся |
Термоусадоч- |
Нанесенные |
на бутылке |
|
|
ные |
|
Корпусные этикетки — основные этикетки, расположенные на цилиндрической части корпуса бутылки. Фронтальные этикетки расположены лишь на передней части бутылки, а опоясывающие — охватывают всю центральную часть бутылки и благодаря этому обеспечивают б льшую площадь для размещения информации и рекламы. Контрэтикетки — дополнительные этикетки, расположенные на цилиндрической части с протипоположной стороны бутылки относительно корпусных этикеток. Кольеретки — дополнительные этикетки, расположенные на горлышке бутылки, как правило, на его конической части.
Бумажные этикетки печатают на специальной бумаге марок А, Б, В и М с массой соответственно 70–100, 70, 45 и 100–120 г/ м2. Для того чтобы этикетки не просвечивались как в мокром, так и в сухом виде и через них не проступал клей, в процессе изготовления этикеточной бумаги в нее добавляют окись титана и полностью проклеивают. Печать этикеток должна осуществляться таким образом, чтобы волокна бумажной основы располагались параллельно донышку бутылки, что предотвращает при смачивании тыльной стороны этикетки закручивание верхнего и нижнего ее краев внутрь лицевой поверхности и обеспечивает лучшее удаление этикеток в процессе мойки бутылок.
Традиционные бумажные штучные этикетки отличаются простотой их удаления в процессе мойки оборотных бутылок.
Полимерные этикетки изготавливают на пленочной основе из полипропилена, полиэтилентерефталата, поливинилхлорида, полиэтилена и пр. Полимерные этикетки отличаются повышенной износостойкостью, яркостью красок, блеском поверхности и привлекательностью. Они стойки по отношению к влаге и в том числе к конденсату; по сравнению с бумажными они более дешевы. Полипропиленовые этикетки могут быть прозрачными, что особенно эффектно смотрится на бутылках из бесцветного стекла. Поставляют их обычно в рулонах.
Преимущества кругового этикетирования с рулона перед этикетированием бумажными этикетками из магазина заключаются в их экономичности (за счет более дешевого этикеточного материала и экономии клея, поскольку его наносят одной узкой вертикальной полоской), меньшей чувствительности этикеточного материала к условиям складского хранения (температурным перепадам, влаге и пр.).
Металлизированные этикетки изготавливают из фольги золотого или серебряного цвета. В некоторых случаях металлизированное покрытие наносят на полимерные этикетки.
Безоснóвные этикетки наносят методом художественной трафаретной печати (шелкографии) непосредственно на наружную стенку бутылки, воспринимающую изображение.
Клеящиеся этикетки, на которые клей наносят непосредственно в процессе этикетирования, пока находят наибольшее применение в производстве напитков.
740 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
Самоклеящиеся этикетки, несмотря на более высокую стоимость, завоевывают все бóльшую популярность у производителей пива, во-первых, вследствие более простой технологии нанесения их на бутылки, а во-вторых, благодаря возможности более красочного оформления и применения современных технологий защиты. Самоклеящиеся этикетки представляют собой многослойное (как минимум четырехслойное) композиционное образование с постоянными липкими свойствами, включающее бумажную или полимерную основу, клеевой слой и защитную бумагу с антиадгезионным покрытием, благодаря которому адгезия клеевого слоя к защитной бумаге составляет всего 5–15 Н/м.
Вкачестве бумажной основы самоклеящихся этикеток применяют белую полуглянцевую и высокоглянцевую бумагу толщиной 64 мкм и массой соответственно 75 и 83 г/м2,
ав качестве полимерной — поливинилхлоридные, полиэтиленовые и полипропиленовые прозрачные или непрозрачные пленки с блестящей или матовой поверхностью.
Самоклеящиеся этикетки обладают повышенной устойчивостью к влаге, поэтому им отдают предпочтение при этикетировании бутылок с напитками, подаваемыми охлажденными, например в ведре со льдом.
С каждым годом возрастает популярность новой концепции этикетирования, получившей название No-label-look, основанной на применении прозрачных полимерных самоклеящихся этикеток.
Термоусадочные опоясывающие этикетки изготавливают из полипропилена и полиэтилентерефталата толщиной 35–60 мкм. Отличительная особенность таких этикеток в том, что их можно наносить не только на наполненные продуктом бутылки после укупоривания и инспектирования, но и на порожние бутылки до их заполнения напитком.
Различают полное и частичное термоусадочное этикетирование. В первом случае бутылки, чаще всего стеклянные, покрывают термоусадочной пленкой полностью — от донышка до верха венчика горлышка. Таким образом, функционально это покрытие заменяет не только этикетку, но и контрэтикетку и кольеретку, а благодаря значительно большей площади поверхности оформления позволяет представить больше информации и улучшить внешний вид товара, разместив более крупный и контрастный рисунок.
Вразных вариантах частичного термоусадочного этикетирования термоусадочная этикетка покрывает бутылку не полностью, а лишь те или иные ее части.
7.3.9.1.2. Этикеточные клеи
Этикеточный клей — вещество для нанесения на сосуды с напитками этикеток различных типов, акцизных марок, фольги и пр. Решающее значение при выборе клея имеет материал (стекло, полимер, металл или картон) и качество поверхности экитекируемых сосудов (влажная или сухая, теплая или холодная), а также индивидуальная рабочая скорость этикетировочных машин или температура, при которой клей отверждается и схватывается.
Этикеточный клей должен прочно и надежно прикрепить этикетки на предусмотренном месте. В связи с этим к этикеточным клеям предъявляют следующие требования:
•быстрое схватывание;
•нейтральность запахов;
•малая толщина слоя при наклеивании и, следовательно, небольшой удельный расход и экономичность;
•устойчивость к конденсационной влаге;
УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
741 |
|
|
|
|
•стабильность при перемешивании;
•достаточная вязкость, исключающая разбрызгивание;
•текучесть — способность к перекачиванию насосом.
Свойства клея влияют на операции, осуществляемые с этикетками: так, с повышением концентрации казеина возрастает прочность прилипания этикетки через 5 мин, а с увеличением вязкости клея ускоряется начальная стабильность фиксирования этикетки на определенном месте.
При нанесении этикеток очень важно обеспечить нанесение клея тонким слоем, поскольку от этого зависит удельный расход клея, который обычно составляет 8–15 г/м2, и, следовательно, экономичность процесса этикетирования. Кроме того, с уменьшением клеевого слоя повышается его стойкость к конденсационной влаге и быстрее происходит отмокание этикеток в бутылкомоечной машине.
Этикеточные клеи изготавливают на основе казеина, крахмала и синтетических соединений.
Декстрин — растительный клей, получаемый из натурального картофельного или кукурузного крахмала, является классическим этикетировочным клеем. Это стекловидное, бесцветное вещество — промежуточный продукт превращения крахмала в глюкозу, представляющий собой полисахарид меньшей степени полимеризации. Его наносят при температуре 24–28 °С на сухие, теплые и горячие поверхности, в том числе при горячем фасовании напитков.
Казеиновые клеи, получаемые из молочного белка, наиболее распространены и занимают ведущее положение при этикетировании стеклянных бутылок. Они эффективны при самых высоких скоростях этикетирования и фольгирования, причем способны наносить этикетки не только на сухие, но и на влажные и очень холодные поверхности бутылок. Важной технологической особенностью этих клеев является то, что они обеспечивают начальную прочность сцепления и высокую клеящую способность в мокрых условиях и беспроблемное отслаивание от бутылок в бутылкомоечной машине. Поэтому именно эти клеи наиболее распространены в пивобезалкогольной промышленности. Однако следует учитывать, что казеин в последнее время очень дорожает.
Казеиновые клеи относят к холодным, которые в зависимости от марки клея имеют температуру в процессе обработки в пределах от 24 до 36 °С.
Горячие клеи на полимерной основе применяют в тех случаях, когда требуется повышенная надежность этикетирования, например, при нанесении круговых этикеток на полимерные бутылки или металлические банки, а также при нанесении полоски защиты от вскрытия укупорки стеклянных бутылок или банок.
Полимерная основа горячих клеев обеспечивает их эластичность, что позволяет сохранять целостность опоясывающих этикеток при наклеивании их внахлест в случае напряжения стенок полимерных бутылок и, следовательно, некоторого увеличения диаметра под действием внутреннего давления.
Взависимости от марки горячего клея его температура в процессе обработки лежит
впределах от 110 до 170 °С.
Дисперсионные клеи обладают очень хорошим сцеплением с поверхностью полимерных бутылок из полиэтилена, полиэтилентерефталата, полипропилена и полистирола. Эти клеи используют для нанесения этикеток на многооборотные бутылки из ПЭТ, поскольку они не только обеспечивают хорошее сцепление с поверхностью полимерных бутылок,
742 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
но и хорошее отслаивание от них в процессе мойки. Помимо этого, дисперсионные клеи можно применять при нанесении этикеток на металлические, лакированные и трудно этикетируемые поверхности, а также для наклеивания акцизных марок и полосок для защиты укупорки.
Одни марки дисперсионных клеев предназначены для приклеивания этикеток на сухие и холодные поверхности, а другие — на мокрые и холодные.
Дисперсионные клеи относят к холодным, которые в зависимости от марки клея, имеют температуру в процессе обработки в пределах от 15 до 30 °С.
Специальные клеи используют при экетировании бутылок с улучшенной поверхностью и бутылок для ликеро-водочных изделий и шампанского, поверхности которых сухи и холодны. Некоторые марки специальных клеев можно наносить на теплые и горячие поверхности.
Специальные клеи для этикетирования бутылок относят к холодным, поскольку в процессе обработки их температура, в зависимости от марки, составляет от 20 до 34 °С.
Специальные клеи применяют также для этикетирования картонных коробов, транспортных картонных упаковок и многооборотных ящиков. Для этих целей применяют марки специальных горячих клеев, рабочая температура которых составляет от 150 до 180 °С.
7.3.9.2. Инженерные задачи этикетирования стеклянных бутылок
При этикетировании бутылок очень важно, чтобы этикетки были наклеены прочно, ровно и точно на предусмотренных для них местах.
При этом необходимо обеспечить выполнение следующих инженерных задач:
•подвод и перемещение бутылок в этикетировочной машине;
•обеспечение определенного интервала между бутылками;
•захват этикетки из магазина;
•перенос этикетки на передающий орган — этикетоноситель;
•нанесение оперативной информации (даты фасования и срок годности напитка) на этикетку;
•нанесение клея на тыльную сторону этикетки;
•подвод бутылок к этикетоносителю;
•перенос этикетки на поверхность бутылки;
•прижим и разглаживание этикеток на поверхности бутылок;
•отвод бутылок от этикетировочной машины.
7.3.9.3. Этикетировочные машины
Этикетировочные машины предназначены для оформления бутылок с напитками нанесением на них корпусных этикеток, контрэтикеток, кольереток и фольгирования горлышка бутылок. Оформление расфасованных напитков — весьма трудоемкая и ответственная операция, которая во многом зависит от качества сосуда, этикетки и клея, а также технического совершенства этикетировочного оборудования.
7.3.9.3.1. Классификация этикетировочных машин
Современные этикетировочные машины можно классифицировать по следующим морфологическим признакам:
•по производительности;
•по типу применяемых этикеток;
УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
743 |
|
|
|
|
•по количеству механизмов переноса этикеток;
•по кинематическому устройству;
•по исполнению;
•по шагу между центрами и вращающимися столиками;
•по способу подачи этикеток;
•по характеру перемещения магазина;
•по способу наклеивания этикеток;
•по количеству механизмов центровки бутылок (только для машин карусельного типа);
•по наличию устройства для фольгирования горлышка бутылок;
•по компоновочному решению транспортировки бутылок.
Варианты основных морфологических признаков этикетировочный машин приведены в табл. 7.15.
|
|
|
|
Таблица 7.15 |
|
Классификация этикетировочных машин |
|
||
|
|
|
|
|
Морфологический |
|
Варианты исполнения |
|
|
признак |
а |
б |
в |
г |
|
||||
|
|
|
|
|
Тип применяемых |
Клеящиеся |
Самоклящиеся |
Термоусадоч- |
— |
этикеток |
|
|
ные |
|
Количество меха- |
Один |
Два |
Три |
|
низмов переноса |
|
|
|
|
этикеток |
|
|
|
|
Кинематическое |
Линейные |
Карусельные |
— |
— |
устройство |
|
|
|
|
Исполнение |
Левое |
Правое |
— |
— |
Шаг между центра- |
126 |
150 |
188 |
210 |
ми и вращающими- |
|
|
|
|
ся столиками, мм |
|
|
|
|
Способ подачи |
Клеевой из |
Вакуумный из |
С рулона |
— |
этикеток |
магазина |
магазина |
|
|
Характер переме- |
Неподвижный |
Качающийся |
Возвратно- |
— |
щения магазина |
|
|
поступательное |
|
Принцип ориента- |
Без ориента- |
Механический |
Оптический |
Фотоэлектрон- |
ции бутылки |
ции |
|
|
ный |
Способ наклеива- |
Прижим |
Разглаживание |
Обкатка |
Накатывание |
ния этикеток |
|
|
|
|
Морфологический |
|
Варианты исполнения |
|
|
признак |
а |
б |
в |
г |
|
||||
Количество меха- |
|
4, 6, 8, 10, 12, 14, 16, 18, 20, 28 и 32 |
|
|
низмов центровки |
|
|
|
|
бутылок |
|
|
|
|
Наличие устройства |
Без фольгиро- |
С фольгирова- |
— |
— |
для фольгирования |
вания |
нием |
|
|

744 ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ
|
|
|
Окончание табл. 7.15 |
|
|
|
|
|
|
Морфологический |
|
Варианты исполнения |
|
|
признак |
а |
б |
в |
г |
Конструктивное ис- |
Отдельная |
Машина в со- |
— |
— |
полнение |
машина |
ставе агрегата |
|
|
Принцип установки |
Стационарный |
Модульный |
— |
— |
этикетировочных |
|
|
|
|
механизмов |
|
|
|
|
Компоновочное |
Прямолиней- |
Угловое |
Параллельное |
— |
решение транспор- |
ное |
|
|
|
тировки бутылок |
|
|
|
|
Механическое ориентирование бутылок осуществляется благодаря специальным выступам на боковой поверхности или выемкам на донышке бутылок, которые входят в непосредственный контакт с механизмом системы ориентирования. Эта конструктивная особенность делает затруднительным использование этого принципа ориентирования в высокопроизводительных линиях фасования напитков.
При оптическом и фотоэлектронном способах осуществляется бесконтактное ориентирование бутылок, что позволяет использовать эти способы в линиях любой производительности, в том числе и высокопроизводительных.
При оптическом способе ориентирование осуществляют с помощью луча, «распознающего» нужный знак, расположенный в определенном месте на поверхности бутылки. При фотоэлектронном способе ориентирование бутылок происходит благодаря фотокамере
— полученное изображение сравнивается с эталоном.
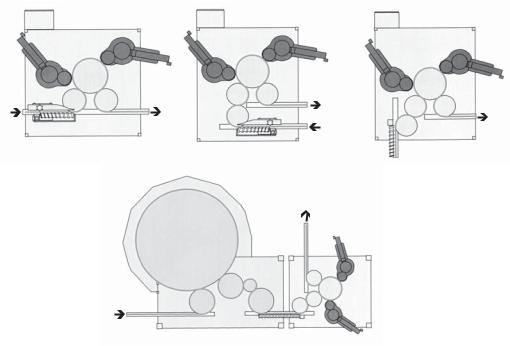
Варианты организации движения бутылок в этикетировочных машинах карусельного типа могут быть различными (рис. 7.59) — прямолинейным (а), параллельным и угловым (б) (под углом 90°), чтобы наилучшим способом вписаться по месту в реальном помещении.
Этикетировочные машины для экономии производственных мощностей могут устанавливаться в блоке (рис. 7.59, г) с фасовочно-укупорочным агрегатом.
7.3.9.3.2.Конструктивное устройство и принцип действия этикетировочных машин
7.3.9.3.2.1.Линейные этикетировочные машины
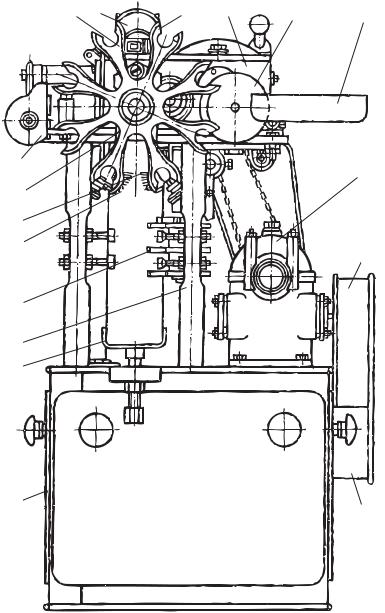
Этикетировочная машина Б-12. На многих линиях фасования пива и безалкогольных напитков продолжают эксплуатироваться этикетировочные машины Б-12 для наклейки этикеток на коническую часть бутылок. Машина Б-12 (рис. 7.60) состоит из корпуса 12, этикетоносителя 7, кассеты 10 для укладки этикеток с механизмом перемещения их, клеевого диска 13, клеевой ванны 14, прижимного ролика 5, щеток 6, штемпельного устройства 8, фиксирующей звездочки 4, станины 1, стойки 3. В привод входят электродвигатель 17, клиноременная передача 16 и редуктор 15. Машину устанавливают над пластинчатым конвейером 2.
Этикетоноситель совершает прерывистое вращение в плоскости, перпендикулярной к движению бутылок на конвейере, и линейное возвратно-поступательное движение в направлении движения бутылок. Этикетоноситель за один ход, соответствующий повороту на 1/8 окружности, выполняет несколько операций. Когда он находится в крайнем заднем
УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
745 |
|
|
|
|
а) б) в)
г)
1
3
2
Рис. 7.59. Компоновочные решения этиткетировочных машин:
1 — фасование; 2 — упаковка; 3 — этикетирование
положении, то свободные от этикеток лапки 11, имеющие фигурные вырезы 9, касаются намазанного клеем диска 13 и принимают необходимое количество клея. При дальнейшем движении этикетоноситель снимает намазанными клеем лапками этикетку с кассеты и переносит ее к штемпельному устройству 8, где на нее наносятся дата выпуска, номер бригады и другие данные.
В крайнем нижнем положении этикетоносителя бутылка, подаваемая конвейером 2, при своем движении проходит между лапками этикетоносителя и снимает на себя этикетку нанесенным на нее клеем. Чтобы этикетка не соскальзывала с бутылки, она подхватывается двумя прижимными роликами 5, приглаживается ими на поверхности бутылки, щетками 6 этикетка приглаживается вторично.
Кинематическая схема этикетировочной машины Б-12 показана на рис. 7.61. Привод состоит из электродвигателя 1, клиноременной передачи и редуктора 2, от которого через звездочку 3 цепью приводятся во вращение муфта 4 синхронизирующего устройства. Поворотом ручки 27 включает внутренняя муфта синхронизирующего устройства, и начинает вращаться вал 6. На нем неподвижно закреплены кулак 7 и водило 13. Этикетоноситель 19 поворачивается на 1/8 окружности с помощью водила 13, мальтийского креста 10, вала зубчатой передачи 15, 14 и вала 8.
Осевое перемещение этикетоносителя происходит с помощью кулака 7, коромысла 26, муфты 25. Движение бутылки и ее установку во время поворота этикетоносителя
746 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
8 7 66 5
4
3 2
1
9 |
|
10 |
|
11 |
|
12 |
|
|
|
|
|
|
|
|
13 |
|
14 |
||||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
15
16 16
17
Рис. 7.60. Этикетировочная машина Б-12: 1 — станина; 2 — конвейер; 3 — стойка; 4 — звездочка; 5 — ролик прижимной; 6 — щетки; 7 — этикетоноситель; 8 — устройство штемпельное; 9 — вырез фигурный; 10 — магазин (кассета); 11 — лапки; 12 — корпус; 13 — диск клеевой; 14 — ванна клеевая; 15 — редуктор; 16 — передача клиноременная; 17 — электродвигатель