

Pivovarennaya_inzheneria_ / Глава 7
.pdfУПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
757 |
|
|
|
|
При окончании этикеточного полотна, подаваемого с одного рулона, переход на новый рулон может быть осуществлен вручную или автоматически. В первом случае оператор склеивает конец первого рулона с началом второго, при этом не следует заново заправлять конец этикеточного материала. В другом случае машину дополнительно оснащают устройством для автоматического склеивания этикеточного полотна из обоих рулонов. Автоматическое склеивание этикеточного полотна осуществляется в течение нескольких десятков секунд при пониженной (до примерно 6000 бут./ч) производительности машины, не требуя ее остановки.
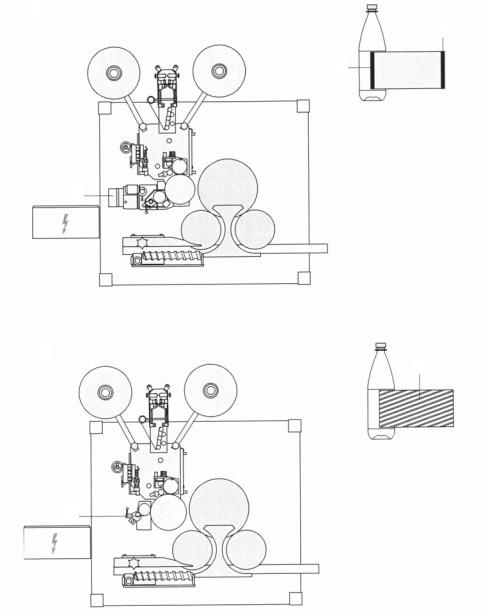
В машине Contiroll возможно нанесение этикеток двумя способами — в одном из них применяют горячий клей, а в другом — холодный. Для этого машина должна быть оснащена соответствующим устройством для нанесения того или иного клея.
Этикетирование горячим клеем. Закрепление этикетки на бутылке обеспечивается двумя узкими полосками горячего клея, целенаправленно нанесенными обогреваемыми клеевыми валиками на начало и конец каждой этикетки (рис. 7.69, а). Этикетка с нанесенной на ее начало полоской клея переносится на поверхность бутылки, при этом благодаря этой клеевой полоске происходит точное позиционирование этикетки и полностью исключается ее смещение. Натяжение этикетки обеспечивается за счет вращения бутылки,
аокончательное закрепление этикетки на бутылке осуществляется второй клеевой полоской, нанесенной на конец этикетки. Для этого способа этикетирования характерен очень экономный расход клея, поскольку клей наносится лишь узкими полосками на начало и конец этикеток.
Этикетирование холодным клеем. При нанесении бумажных этикеток хорошо зарекомендовал себя на практике способ нанесения этикетки c помощью холодного клея (рис. 7.69, б). В этом случае клей наносят на всю тыльную поверхность этикетки,
анаклеивание ее осуществляют встык или внахлест.
7.3.9.3.2.2.3. Этикетировочные машины для самоклеющихся этикеток
Этикетировочные машины для нанесения на бутылки самоклеящихся этикеток выделяют в особую группу. Такие машины также называют аппликаторами. Самоклеящиеся этикетки поставляют в рулонах приклеенными тыльной стороной на специальном этикетонесущем полотне, от которого они при перегибе легко отделяются. Поверхность бутылки перед нанесением на нее самоклеящейся этикетки должна быть абсолютно сухой — особенно важно это требование при нанесении прозрачных самоклеющихся этикеток.
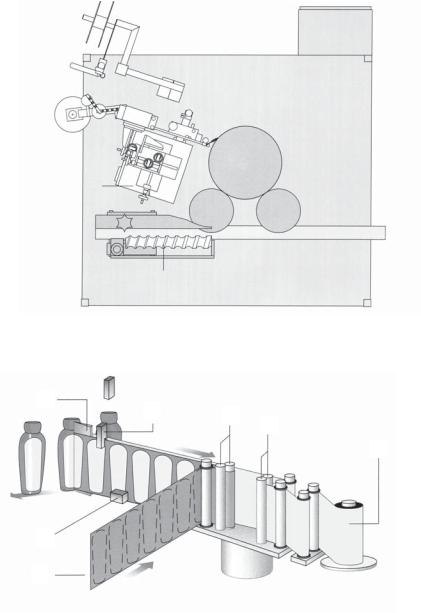
Принципиальное устройство карусельной этикетировочной машины Autocol фирмы Krones для нанесения на бутылки самоклеящихся этикеток показано на рис. 7.70.
Принцип нанесения на бутылки самоклеящихся этикеток показан на рис. 7.71. Этикетонесущее полотно из рулона протягивается через систему ведущих и направ-
ляющих роликов, приближаясь к карусели с бутылками, перемещаемыми по окружности. В непосредственной близости от карусели этикетонесущее полотно огибает приклеивающий клин, резко изменяя (без малого на 360° ) направление движения. При таком перегибе передняя кромка этикетки отделяется от этикетонесущего полотна и соприкасается тыльной липкой стороной с поверхностью набегающей бутылки, расположенной на поворотном столике (сервостолике). Соприкоснувшись с липкой передней кромкой этикетки, бутылка захватывает ее и, наматывая вокруг себя, освобождает этикетку от этикетонесущего полотна.
Принцип нанесения самоклеющихся этикеток предусматривает их постепенное приклеивание, начиная с передней кромки. В связи с этой специфической особенностью
758 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
а)
3
2
11
б)
2
1
Рис. 7.69. Способы этикетирования в машине Contiroll фирмы Krones:
а— с применением горячего клея: 1 — устройство нанесения горячего клея; 2 — полоска клея для начального приклеивания; 3 — полоска клея для конечного приклеивания; б — с применением холодного клея: 1 — устройство нанесения холодного клея; 2 — площадь приклеивания
УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
759 |
|
|
|
|
6
4
3
25
1
Рис. 7.70. Этикетировочная машина Autocol фирмы Krones:
1 — делительный шнек; 2 и 5 — звездочка входная и выходная; 3 — этикетировочный механизм; 4 — карусель; 6 — шкаф электрораспределительный с пультом управления
3
4
4 5
5
6
7
7
22
11
Рис. 7.71. Принцип нанесения на бутылки самоклеющихся этикеток:
1 — подача ленточного этикетонесущего полотна; 2 — устройство для нанесения даты; 3 — приклеивающий клин; 4 — световой датчик; 5 и 6 — ведущие и направляющие ролики;
7 — устройство для приема отработанного этикетонесущего полотна
760 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
процесса нанесения самоклеящихся этикеток (при переходе на другие форматы этикеток и формы бутылок) возникает проблема смещения этикеток относительно друг друга.
Для устранения этой проблемы этикетировочные машины для самоклеящихся этикеток оборудуют поворотными столиками, оснащенными программно управляемыми сервоприводами. Благодаря таким столикам возможно очень точно наносить большой ассортимент этикеток на бутылки различной формы. При этом существенно упрощается переход на другой формат бутылок, поскольку не требуется замена копира стола, а с пульта управления оператор выбирает соответствующую программу управления сервостоликами, обеспечивающую их поворот на определенный угол, компенсирующий смещение этикеток.
Машины для нанесения самоклеящихся этикеток, как и машины для опоясывающего этикетирования, могут быть оснащены системами для автоматического склеивания этикетонесущего полотна при переходе с одного рулона на другой.
Другой способ автоматической безостановочной замены рулонов основан на дублировании этикетировочных механизмов для каждой операции. Например, машину оснащают двумя идентичными механизмами для нанесения корпусных этикеток и двумя механизмами для нанесения контрэтикеток. При этом в каждой паре механизмы работают поочередно — один работает, второй находится в режиме ожидания. Как только заканчивается рулон этикетонесущего полотна в одном механизме, сразу же, без промедления, автоматически приступает к работе второй механизм, после чего оператор заправляет очередной рулон в отработавший механизм и переводит его в режим ожидания.
7.3.9.3.2.2.4. Машины для само- и термоусадочного этикетирования
Принцип самоусадочного этикетирования заключается в натягивании на бутылку рукава полимерного этикеточного материала, который затем самостоятельно принимает форму сосуда. Этот способ этикетирования, не нуждающийся в использовании клея, применяют обычно для оборотных полимерных бутылок. После заполнения такие бутылки увеличиваются в размерах, а эластичные этикетки при этом растягиваются и еще плотнее охватывают их корпус. Машины для такого способа этикетирования относительно дороги (хотя не нуждаются в термической камере).
При термоусадочном этикетировании этикетки плотно облегают бутылки по их поверхности в результате тепловой обработки. Это обеспечивается специфическим свойством термопластичного полимерного материала, из которого изготовлены такие этикетки, который при нагреве дает усадку.
Различают два основных способа термоусадочного этикетирования:
•способ рукавного (полного или частичного) этикетирования (сливэтикетирования) — более ранняя и наиболее распространенная технология, при которой этикетка формируется из рулона этикеточного полимерного материала, склеенного в виде рукава;
•способ roll on shrik on — более новая и менее распространенная технология, при
которой этикетка формируется из рулона и наносится на бутылку приклеиванием с помощью горячего клея.
Рукавное термоусадочное этикетирование. Принцип действия машин для нанесения на бутылки термоусадочных рукавных этикеток идентичен. Конструкция таких машин обычно включает:
•устройство разматывания рулона сложенного (плоского) рукава из термоусадочного полимерного материала;

УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
761 |
|
|
|
|
•буферное устройство для небольшого растягивания сложенного рукава и обеспечения перехода с одного на другой рулон без остановки этикетировочной машины;
•устройство формирования «рукава» этикетки (придания ему цилиндрической формы) для обтяжки бутылки;
•устройство протяжки этикетки при надевании ее на бутылку;
•вращающиеся (роторные) ножи для отрезания этикетки;
•два щеточных захвата;
•фены для нагревания воздуха;
•термокамеру, в которой происходит усадка этикетки;
•транспортирующие устройства.
Термоусадочная этикетка должна наноситься только на сухую поверхность бутылки, поэтому перед этикетировочной машиной обычно устанавливают термообдувочную камеру для просушки наружной поверхности бутылок.
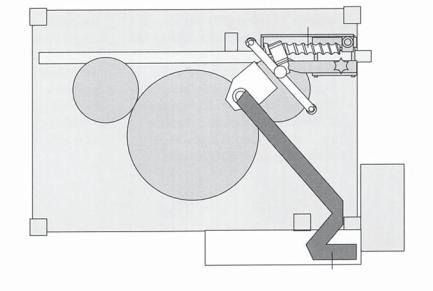
Общий вид машины для термоусадочного этикетирования Slivmatic фирмы Krones показан на рис. 7.72, а ее принципиальное устройство — на рис. 7.73.
Машина работает следующим образом. Бутылки, поступающие в машину по конвейеру, отделяются одна от другой на определенную дистанцию шнеком-делителем и перемещаются под этикетировочный механизм для надевания термоусадочной пленки (см. рис. 7.73).
Одновременно осуществляют разматывание рулона с помощью электропривода постоянного тока под контролем электронной системы управления, обеспечивающей точность шага подачи этикеточного материала, а также плавный пуск и остановку перемещения. Остановка этикеточного материала в определенном положении происходит
Рис. 7.72. Этикетировочная машина Slivmatic фирмы Krones
762 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
1
6 |
5 |
|
2 |
||
|
||
|
3 |
7
4
Рис. 7.73. Принципиальное устройство этикетировочной машины Slivmatic фирмы Krones:
1 — делительный шнек; 2 и 6 — звездочка входная и выходная; 3 — карусель; 4 — рулон этикеточного материала; 5 — этикетировочный механизм; 7 — шкаф электрораспределительный с пультом управления
автоматически с помощью сигналов от кодового датчика или фотодатчика по специальным контрастным меткам, нанесенным на рисунок этикетки.
Из рулона этикеточный материал поступает в буферное устройство, представляющее собой двухрядную систему ориентирующих роликов (см. рис. 7.72), с помощью которых одновременно осуществляется небольшая растяжка рукава и обеспечивается переход с одного рулона на другой без остановки машины. В этом случае оба ряда роликов постепенно приближаются друг к другу, обеспечивая поступление этикеточного материала в машину из буфера во время склейки между собой старого и нового рукавов.
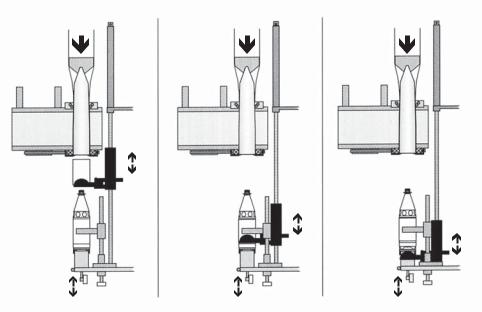
Таким образом, этикеточный материал из рулона через систему роликов буферного устройства поступает на формирование цилиндрической формы этикетки, которое осуществляют в специальном формирующем устройстве (дорне), диаметр которого определяют в зависимости от диаметра бутылки (рис. 7.74).
В верхней части формирующего устройства закреплен развертыватель в виде воротника. Развернутый рулон перемещают по поверхности формирующей трубы протягивающими роликами. Формирующее устройство является сменным форматным элементом и предназначено для конкретного диаметра бутылки и определенной высоты этикетки. В зависимости от производительности машина может быть оснащена одним или двумя формирующими устройствами.
После формирования цилиндрической формы непосредственно на формирующем устройстве рукав этикеточного материала обрезается вращающимися ножами по высоте в соответствии с заданным размером этикетки (рис. 7.74, а).
УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
763 |
|
|
|
|
а) б) в)
Рис. 7.74. Основные этапы нанесения термоусадочной этикетки:
а — формирование и обрезание этикетки; б и в — одевание этикетки на бутылку
Обрезанная этикетка сталкивается по поверхности бутылки щеточными захватами до определенного уровня относительно донышка бутылки (рис. 7.74, б, в). Сформированная этикетка перемещается захватами только при наличии под формирующим устройством бутылки, что автоматически контролируется системой управления.
После этого бутылку перемещают в термокамеру, в которой происходит обдув бутылок с этикеткой горячим воздухом или паром. Перед поступлением в термокамеру этикетка формируется на бутылке с двух сторон потоками горячего воздуха, поступающего через щелевые каналы из двух фенов.
В начале термокамеры происходит обтяжка этикетки по бутылке воздушным потоком с температурой 150–300 °С, а в конце — с температурой 400–500 °С. Величина термической усадки этикеток составляет в среднем 60% по ширине (диаметру бутылки) и 3,5% по высоте.
Производительность машин для термоусадочного этикетирования определяется скоростью формирования этикетки, которая звисит от быстроты разматывания рулона и отрезания этикетки. Короткие этикетки формируются быстрее длинных. Поэтому на относительно невысоких бутылках обычно осуществляют полное термоусадочное этикетирование, а на высоких — частичное, поскольку это, во-первых, определяется скоростью формирования этикеток и, соответственно, производительностью машины, а во-вторых, способствует снижению затрат на сами этикетки.
Линейные машины для термоусадочного этикетирования имеют производительность до 18 000, а карусельные — до 36 000 бут./ч.
764 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
Термоусадочное этикетирование по способу «roll on shrik on» применяют при частичном нанесении этикетки на бутылку. При осуществлении этого способа используют этикетировочную машину для опоясывающего этикетирования из рулона, например Сontiroll, нанося этикетку из рулона полимерной пленки на поверхность бутылки с различным рельефом или с перехлестом на коническую или сферическую часть бутылки. При этом опоясывающая этикетка плотно прилегает к поверхности, имеющей больший диаметр, и не соприкасается с поверхностями меньшего диаметра и различными впадинами на бутылке.
После такого нанесения опоясывающей этикетки из термопластичного полимера бутылку перемещают в ультрафиолетовую камеру, где под действием УФ-облучения осуществляется активизация специального клея, который, превращаясь в пластичное состояние, не препятствует последующей термоусадке этикетки в термической камере, предохраняя шов в месте склейки этикетки от расхождения. Максимальная степень усадки этикетки в этом способе составляет около 14%.
7.3.9.3.2.2.5. Этикетировочные машины модульного типа
Помимо традиционного принципа организации этикетирования с применением индивидуального этикетировочного механизма, стационарно установленного на раме машины,
впоследнее время фирма Krones предлагает новую концепцию этикетировочных машин,
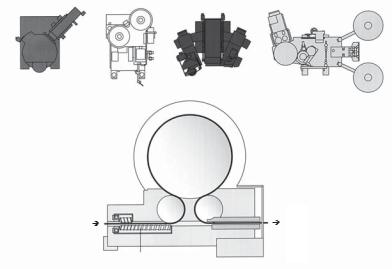
вкоторых реализуется модульный принцип организации процесса этикетирования. База и сменные модули (этикетировочные механизмы) этикетировочной машины модульного типа фирмы Krones показаны на рис. 7.75.
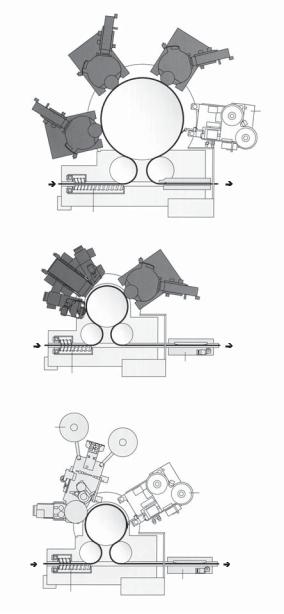
Варианты сборок этикетировочных машин модульного типа показаны на рис. 7.76.
1 |
2 |
3 |
4 |
7
68
5
DW*d21*p210*0 08/05
Рис. 7.75. Этикетировочная машина модульного типа фирмы Krones (база и сменные модули — этикетировочные механизмы): 1 — механизм для нанесения штучных этикеток
с применением холодного клея; 2 — механизм для нанесения самоклеящихся этикеток; 3 и 4 — механизмы для нанесения штучных кольцевых и рулонных этикеток соответственно; 5 — шнек делительный; 6 и 8 — звездочки загрузочная и разгрузочная; 7 — карусель
УПАКОВЫВАНИЕ ПИВА И ГАЗИРОВАННЫХ НАПИТКОВ |
765 |
|
|
|
|
11
2
7
1
68
5
3
1
7
68
9
5
4
2
7
68
9
5
Рис. 7.76. Варианты сборок этикетировочных машин модульного типа:
1 — механизм для нанесения штучных этикеток с применением холодного клея; 2 — механизм для нанесения самоклеющихся этикеток; 3 и 4 — механизмы для нанесения штучных и рулонных опоясывающих этикеток; 5 — делительный шнек; 6 и 8 — звездочка вводная и выводная;
7 — карусель; 9 — механизм обкаточный
766 |
ПИВОВАРЕННАЯ ИНЖЕНЕРИЯ |
|
|
Основным преимуществом этикетировочных машин модульного типа является их универсальность, что позволяет быстро переходить с одного вида оформления на другой или комбинировать различные виды оформления. Учитывая это, машины модульного типа особенно предпочтительны для предприятий с широким ассортиментом выпускаемой продукции и многообразным ее оформлением.
В машинах модульного типа легко осуществляется дублирование этикетировочных механизмов, например, при осуществлении автоматической безостановочной замене рулонов при нанесении самоклеющихся этикеток.
7.3.9.3.3. Основные механизмы и узлы этикетировочных машин
Независимо от типа современные этикетировочные машины включают следующие основные узлы и механизмы:
•механизм подачи и отвода бутылок;
•механизм для распределения бутылок;
•кассеты (магазины) для различных видов этикеток;
•этикетоноситель;
•клеевое устройство;
•устройство для разглаживания этикеток;
•привод;
•датирующее устройство;
•система ориентации бутылки;
•система управления.
В зависимости от формы, размера этикеток, а также места наклейки их на бутылки определяют конструкцию и траекторию движения рабочих органов этикетировочной машины.
7.3.9.3.4. Инженерные расчеты этикетировочных машин
Все этикетировочные машины конструктивно зависят от размера и места наклейки этикеток, чем и определяется движение рабочих органов машин.
Производительность (бут./ч) этикетировочных машин непрерывного действия с вакуумным барабаном-этикетоносителем определяют по формуле
П = 3600mnk , |
(7.69) |
где m — количество клеевых сегментов, шт.; n — частота вращения вакуум-барабанов, с–1; k — количество магазинов с корпусными этикетками (k = 1÷2 шт.).
Пример 1. Рассчитать производительность этикетировочной машины непрерывного действия с вакуумным барабаном-этикетоносителем.
Исходные данные для расчета
Количество клеевых сегментов т = 6 шт.; частота вращения вакуум-барабана п = = 0,278 с–1; количество магазинов с корпусными этикетками k = 2 шт.
Расчет
Производительность этикетировочной машины определяем по формуле (7.69):
П = 3600 · 6 · 0,278 · 2 ≈ 12 000 бут./ч.