

121
Операцією листового штампування називається процес пластичної деформації, що забезпечує характерну зміну форми певного ділянки заготовки.
Розрізняють розділові операції, у яких етап пластичного деформування обов'язково завершується руйнуванням, і формотворні операції, у яких заготовка не повинна руйнуватися в процесі деформування. При проектуванні технологічного процесу виготовлення деталей листовим штампуванням основним завданням є вибір найбільш раціональних операцій і послідовності їх застосування, що дозволяють одержати деталі із заданими експлуатаційними властивостями при мінімальній собівартості й гарних умовах праці.
Усі операції виконуються за допомогою спеціальних інструментів – штампів, які мають різні конструкції залежно від призначення. Штампи складаються з робочих елементів – матриці й пуансона, і допоміжних частин – притисків, напрямних, обмежників і т.д. Пуансон вдавлюється в деформируемый метал або охоплюється їм, а матриця охоплює заготовку, що змінює форму, і пуансон.
17.4.Операції листового штампування
Розділові операції призначені або для одержання заготовки з аркуша або стрічки, або для відділення однієї частини заготовки від іншої. Операції можуть виконуватися по замкненому або по незамкнутому контуру.
Відділення однієї частини заготовки від іншої здійснюється відносним зсувом цих частин у напрямку, перпендикулярному до площини заготовки. Цей зсув спочатку характеризується пластичним деформуванням, а завершується руйнуванням.
Відрізка – відділення частини заготовки по незамкнутому контуру на спеціальних машинах – ножицях або в штампах.
Звичайно її застосовують як заготівельну операції для поділу аркушів на смуги й заготовки потрібних розмірів.
Основні типи ножиців представлені на мал. 17.5.
Мал. 17.5. Схеми дії ножиців: а – гильотинных; б – дискових
Ножиці з поступальним рухом ріжучих крайок ножа можуть бути з паралельними ножами, для різання вузьких смуг, з одним похилим ножем – гильотинные (мал.17.5.а). Ріжучі крайки в гильотинных ножицях нахилені друг до друга під кутом 1…50 для зменшення зусилля різання. Аркуш подають до упору, що визначає ширину смуги, що відрізається В. Довжина смуги, що відрізається, L не повинна перевищувати довжини ножів.
Ножиці з обертовим рухом ріжучих крайок – дискові (мал.17.5.б). Довжина заготовки, що відрізається, не обмежена інструментом. Обертання дискових ножів забезпечує не тільки поділ, але й подачу заготовки під дією сил тертя. Ріжучі крайки ножів заходять одна за іншу, це забезпечує прямолінійність лінії відрізки. Для забезпечення захвата й
122
подачі заготовки діаметр ножів повинен бути в 30…70 раз більше товщини заготовки, збільшуючись зі зменшенням коефіцієнта тертя.
Вирубка й пробивання – відділення металу по замкненому контуру в штампі.
При вирубці й пробиванню характер деформування заготовки однаковий. Ці операції відрізняються тільки призначенням. Вирубкою оформляють зовнішній контур деталі, а пробиванням – внутрішній контур (виготовлення отворів).
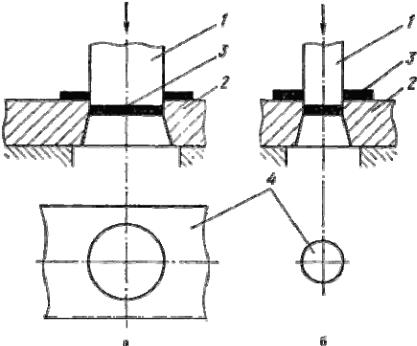
Вирубку й пробивання здійснюють металевими пуансоном і матрицею. Пуансон вдавлює частина заготовки в отвір матриці. Схема процесів вирубки й пробивання представлене на мал. 17.6.
Основним технологічним параметром операцій є радіальний зазор між пуансоном і матрицею z. Зазор z призначають залежно від товщини /і механічних властивостей заготовки, він приблизно становить (0.05…0.1)S. При вирубці розміри отвору матриці дорівнюють розмірам виробу, а розміри пуансона на 2z менше їх. При пробиванні розмір пуансона дорівнює розмірам отвору, а розміри матриці на 2z більше їх.
Мал. 17.6. Схема процесів вирубки (а) і пробивання (б) 1 – пуансон, 2 – матриця, 3 – виріб, 4 – відхід
Зменшення зусилля різання досягається виконанням скосу на матриці при вирубці, на пуансоні – при пробиванні.
При штампуванні мало- і среднегабаритных деталей з однієї листової заготовки вирубують кілька плоских заготовок для штампування. Між суміжними контурами заготовок, що вирубуються, залишають перемички шириною, приблизно рівній товщині заготовки. В окремих випадках суміжні заготовки вирубують без перемичок (економія металу при погіршенні якості зрізу й зниженні стійкості інструмента).
Розташування контурів суміжних, що вирубуються заготовок на листовому матеріалі називається розкроєм. Частина заготовки, що залишився після вирубки – висічкою.
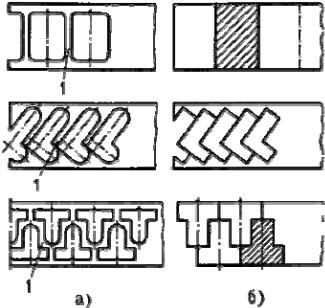
Висічка становить основний відхід при листовім штампуванні. Тип розкрою слід вибирати з умови зменшення відходу металу у висічку (мал. 17.7).
123
Мал.17.7. Приклади розкрою матеріалу з перемичками (а) і без перемичок (б)
Економія металу може бути отримана: зменшенням витрати металу на перемички, застосуванням безвідхідного й маловідходного розкрою, підвищенням точності розрахунку розмірів заготовки й зменшенням припусків на обрізку.