

98
ЛЕКЦІЯ 14
14.1.Кування
Кування – спосіб обробки тиском, при якім деформування нагрітого (рідше холодного) металу здійснюється або багаторазовими ударами молота або однократним тиском преса.
Формоутворення при куванні відбувається за рахунок пластичного плину металу в напрямках, перпендикулярних до руху деформуючого інструмента. При вільнім куванні плин металу обмежений частково, тертям на контактній поверхні деформируемый метал – поверхня інструмента: бойків плоских або фігурних, підкладних штампів.
Куванням одержують різноманітні кування масою до 300 т. Первинною заготовкою для кувань є:
•злитки, для виготовлення масивних великогабаритних кувань;
•прокат сортовий гарячекатаний простого профілю (коло, квадрат).
Кування може проводитися в гарячому й холодному стані.
Холодному куванню піддаються дорогоцінні метали – золото, срібло; а також мідь. Технологічний процес холодного кування складається із двох операцій, що чергуються: деформації металу й рекристаллизационного отжига. У сучасних умовах холодне кування зустрічається рідко, в основному в ювелірнім виробництві.
Гаряче кування застосовується для виготовлення різних виробів, а також інструментів: карбівок, зубил, молотків і т.п.
Матеріалом для гарячого кування є малоуглеродистые стали, углеродистые інструментальні й деякі леговані сталі. Кожна марка сталі має певний інтервал температур початку й кінця кування, що залежить від состава й структури оброблюваного металу. Температурні інтервали початку й кінця кування для углеродистых сталей наведені в табл. 14.1.
Таблиця 14.1
Температурні інтервали початку й кінця кування для углеродистых сталей
Марка сталі |
Температури кування, T ºC |
|
|
|
|
|
|
|
|
початку |
кінця |
|
|
|
|
|
|
Ст 1 |
1300 |
900 |
|
|
|
|
|
|
Ст 2 |
1250 |
850 |
|
|
|
|
|
|
Ст 3 |
1200 |
850 |
|
|
|
|
|
|
Сталь В7, В8, В9 |
1150 |
800 |
|
|
|
|
|
|
Сталь В10, В12, В13 |
1130 |
870 |
|
|
|
|
|
|
14.2.Операції кування
Розрізняють кування попередню й остаточну. Попередня (або чорнова) кування являє собою ковальську операцію обробки злитка для підготовки його до подальшої деформації прокаткою, пресуванням і т.п. Остаточна (чистове кування) охоплює всі методи ковальської обробки, за допомогою яких виробу надають остаточну форму.
99
14.3.Попередні операції
Биллетирование – перетворення злитка в болванку або заготовку: включає збивання ребер і усунення конусности.
Обтиснення при биллетировании становить 5…20 %. Проковування злитка призначене для обтиснення металу в кутах злитка з метою попереднього деформування литому структури – дендритів, які мають стики в цих кутах. Биллетирование сприяє заварці повітряних міхурів і інших підкіркових дефектів литому структури, створенню пластичного поверхневого шару металу, що сприятливо впливає на подальшу деформацію. Після биллетирования роблять обрубання донної частини злитка.
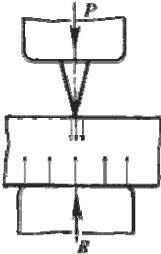
Рубання – застосовується для відділення від основної заготовки негідних частин або для поділу заготовки на частині (мал.14.1).
Рубання проводиться в холодному й гарячому стані. У холодному стані рубають тонкі й вузькі смуги й прутки перетином 15…20 мм. Більш товсті заготовки нагрівають.
Схема рубання заснована на дії деформуючої сили на малу площу зіткнення інструмента із заготовкою, а реакція цієї сили з боку нижньої частини розподілена по великій поверхні заготовки, і пластичної деформації тут не виникає.
Мал.14.1. Схема рубання
Залежно від габаритів і форми заготовок використовують способи рубання:
•з одного боку – для тонких заготовок;
•с двох сторін, спочатку здійснюється попередня надрубка заготовки на 0,5…0,75 висоти, після кантування на 1800 проводиться остаточне рубання;
•с трьох сторін – для круглих і великих заготовок, здійснюються дві надрубки на глибину 0,4 діаметра заготовки з кантуванням на 1200, після другого кантування на 1200 проводять остаточне рубання;
•с чотирьох сторін – для великих заготовок, після надрубки із чотирьох сторін у центрі залишається перемичка прямокутного перетину, по місці якої роблять поділ заготовки на частині.
14.4.Основні операції
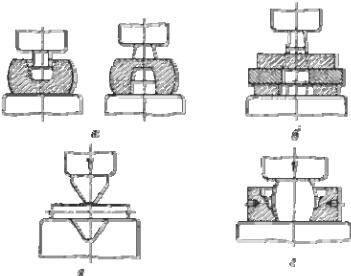
Осідання – операція обробки тиском, у результаті якої зменшується висота й одночасно збільшуються поперечні розміри заготовок (мал. 14.2.а).
Осаду застосовують для одержання форми кування, з метою зменшення глибини прошивання, для забезпечення відповідного розташування волокон у майбутній деталі (

100
при виготовленні шестірнею забезпечується підвищена міцність зубів у результаті радіального розташування волокон), як контрольну операцію ( через значну деформацію по периметру на бічній поверхні розкриваються дефекти).
При виконанні опади потрібно, щоб інструмент перекривав заготовку. Внаслідок тертя бічна поверхня заготовки, що осаджується, здобуває бочкообразную форму, це характеризує нерівномірність деформації. Повторюючи осаду кілька раз із різних сторін, можна привести заготовку до первісної форми або близької до неї, одержавши при цьому більш висока якість металу й однакова його властивості в усіх напрямках.
Мал.14.2. Схеми опади і її різновидів
Середній діаметр заготовки визначається по формулі:
D = do√ho/h
Осіданню піддають заготовки, для яких висота не перевищує 2,5…3 діаметра. А якщо ні, то можливий або поздовжній вигин заготовки, або утвір седлообразности.
Різновидами опади є висадження й осаду розгоном торця.
Висадження – ковальська операція, що полягає в деформуванні частини заготовки (кінцевої частини або середини).
Для проведення операції використовують місцеве нагрівання, наприклад, у середині заготовки (мал. 14.2.б), або обмежують деформацію на частині заготовки кільцевим інструментом (мал. 14.2.в).
Осаду розгоном торця дозволяє зменшити висоту й збільшити площу ренее осаженной заготовки (мал. 14.2.г). Локалізація деформації дозволяє зменшити зусилля опади.
Протягання (витяжка) – ковальська операція, у результаті якої відбувається збільшення довжини заготовки за рахунок зменшення площі її поперечного переріза.
Протягання не тільки змінює форму заготовок, але й поліпшує якість металу. Операція полягає в нанесенні послідовних ударів і переміщенні заготовки, при цьому між бойками під час удару перебуває тільки частина заготовки. Після кожного обтиснення заготовка просувається на величину, меншу, чому довжина бойка (мал.14.3.а).
Простягати можна плоскими (мал. 14.3.а) і вирізними (мал.14.3.б) бойками. Протягання на плоских бойках може виконуватися двома способами.
101
Перший спосіб. Протягання виконується по всій довжині злитка або заготовки спочатку з одного боку, а після кантування на 90 0 – з іншої сторони і т.д.
Більші по довжині кування можуть звиватися в бойках кінцями вниз. Щоб виправити вигин, кування кантують спочатку на 180 0, а потім на 90 0.
Мал. 14.3. Схеми протягання і її різновидів
Другий спосіб. Почергове протягання на плоских бойках ( по гвинтовій лінії) – після кожного обтиснення випливає кантування на 90 у ту саму сторону, після кожних чотирьох обтиснень випливає подача. Спосіб більш трудомісткий, застосовується при куванні твердих інструментальних сталей.
При протяганні на плоских бойках у центрі виробу можуть виникнути (особливо при проковуванні круглого перетину) значні розтягувальні напруги, які приводять до утвору осьових тріщин.
Протягання у вирізних бойках або в комбінації плоских бойків з вирізними використовується при куванні легованих сталей зі зниженою пластичністю. Завдяки бічному тиску, створюваному твердими стінками інструмента підвищуються стискаючі напруги, збільшується пластичність металу. Одержують кування більш точні за формою й розмірам. Зростає швидкість протягання.
При протяганні з кола на коло у вирізних бойках, сили, спрямовані із чотирьох сторін до осьової лінії заготовки, сприяють більш рівномірному плину металу й усуненню можливості виникнення осьових тріщин.
Різновидами протягання є розгін, протягання з оправленням, розкочування на оправленні.
Розгін (зчалювання) – операція збільшення ширини частини заготовки за рахунок зменшення її товщини (мал. 14.3.в).
Операція виконується за рахунок переміщення інструмента в напрямку, перпендикулярному осі заготовки.
Протягання на оправленні – операція збільшення довжини пустотілої заготовки за рахунок зменшення товщини її стінки й зменшення зовнішнього діаметра (мал.14.3.г).
Протягання виконують у вирізних бойках (або нижньому вирізному 3 і верхньому плоскому 2) на злегка конічнім оправленні 1. Простягають в одному напрямку – до кінця, що розширюється, оправлення, що полегшує її видалення з кування. Оправлення попередньо нагрівають до температури 160…200 0 С.
Розкочування на оправленні – операція одночасного збільшення зовнішнього й внутрішнього діаметрів кільцевої заготовки за рахунок зменшення товщини її стінок
(мал.14.3.д).
Заготовка 5 опирається внутрішньою поверхнею на циліндричне оправлення 6, установлювану кінцями на підставках 7, і деформується між оправленням і вузьким довгим бойком 4. Після кожного обтиснення заготовку повертають щодо оправлення.
102
Протягання з оправленням і розкочування на оправленні часто застосовують спільно. Спочатку розкочуванням знищують бочкообразность попередньо осаженной і прошитої заготовки й доводять її внутрішній діаметр до необхідних розмірів. Потім протяганням з оправленням зменшують товщину стінок і збільшують до заданих розмірів довжину заготовки.
Прошивання – операція одержання в заготовці наскрізних або глухих отворів за рахунок витиснення металу (мал.14.4).
Мал.14.4. Схеми прошивання (а, б), гнучкі (в), штампування в підкладних штампах (г)
Інструментом для прошивання служать прошивні суцільні й пустотілі. Пустотілі прошивають отвору великого діаметра (400…900 мм).
При наскрізнім прошиванні порівняно тонких кувань застосовують підкладні кільця (мал. 14.4.б). Більш товсті кування прошивають із двох сторін без підкладного кільця (мал.14.4.а). Діаметр прошивня вибирають не більш половини зовнішнього діаметра заготовки, при більшому діаметрі прошивня заготовка значно спотворюється. Прошивання супроводжується відходом (выдрой).
Гнучка – операція додання заготовці або її частині вигнутої форми по заданому контуру (мал.14.4. в).
Гнучка супроводжується викривленням первісної форми поперечного переріза заготовки й зменшенням його площі в місці вигину (утяжка). Для компенсації утяжки в зоні вигину заготовці надають збільшені поперечні розміри. При гибке можливий утвір складок по внутрішньому контуру й тріщин по зовнішньому. Для запобігання цього явища по заданому куту вигину підбирають відповідний радіус скругления. Радіус у місці вигину не повинен бути менше півтора толщин заготовки.
Цією операцією одержують косинці, скоби, гачки, кронштейни.
Скручування – операція, що полягає в повороті однієї частини кування навколо загальної осі стосовно іншої її частини під певним кутом.
Розрізняють два випадки:
•поворот на кут до 180 0 – для просторової орієнтації окремих частин;
•багаторазове скручування на 360 0 – для додання крученого характеру (використовується як елемент прикраси композицій ґрат, поруччя, сходів і т.д.).
До скручування ставиться й звивання декількох тонких прутків (дротів) у шнури. При виготовленні невеликої партії кувань із відносно складною конфігурацією
застосовують штампування в підкладних штампах (мал.14.4.г). Підкладний штамп може