

89
•рольганги – основний транспортний засіб прокатних цехів (транспортери з послідовно встановленими обертовими роликами забезпечують поздовжнє переміщення металу; при косім розташуванні роликів виникає можливість поперечного руху смуги);
•маніпулятори, призначені для правильного завдання смуги в калібр;
•кантователи, призначені для повороту заготовки навколо горизонтальної
осі.
12.4.Виправлення прокату
Виробу, отримані прокаткою, часто вимагають виправлення. Іноді виправлення виконують у гарячому стані, наприклад, при виробництві товстих аркушів. Але звичайно в холодному стані, тому що наступне охолодження після гарячого виправлення може викликати додаткова зміна форми.
Процес виправлення полягає в однократному або багаторазовому пластичному вигині скривлених ділянок смуги, щораз у зворотному напрямку.
Виправлення можна виконувати й розтяганням смуги, якщо напруги розтягання будуть перевищувати границя текучості матеріалу.
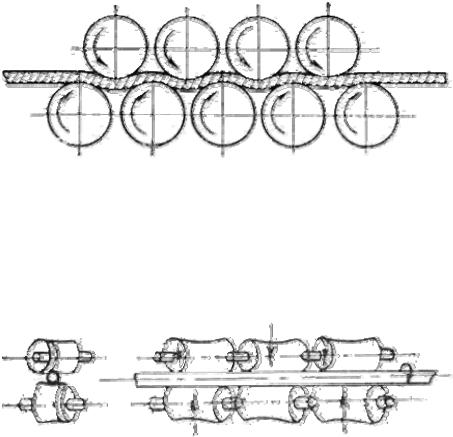
Роликоправильные машини з паралельно розташованими роликами призначені для виправлення аркуша й сортового прокату (мал. 12.6)
Мал.12.6. Схема виправлення прокату на роликоправильных машинах з паралельно розташованими роликами
Процес виправлення полягає в проходженні смуги між двома рядами послідовно розташованих роликів, установлених у шаховому порядку таким чином, що при русі смуги, її скривлення усувається. Діаметр роликів – 25…370 мм, крок – 30…400 мм, кількість роликів: для тонких аркушів – 19…29, для товстих – 7…9.
Правильні машини з косо розташованими гиперболоидальными роликами призначені для виправлення труб і круглих прутків (мал.12.7).
Мал. 12.7. Схема виправлення прокату на машинах з косо розташованими гиперболоидальными роликами
Ролики виконують у вигляді однопорожнинного гіперболоїда й розташовують під деяким кутом друг до друга. метал, що виправляється, крім поступального руху, робить обертальне, що викликає багаторазові перегини смуги роликами й забезпечує осесимметричную виправлення.
90
Розтяжні правильні машини використовують для виправлення тонких аркушів (менш 0,3 мм), що важко піддаються виправленню на роликоправильных машинах.
12.5.Разрезка й заготівельна обробка прокату
Проводиться на заготівельних ділянках механічних цехів різними способами, що відрізняються продуктивністю, точністю заготовки, стійкістю інструмента й ін.
Разрезка пилками застосовується для відносно великих заготовок, в основному з кольорових металів. Заготовка характеризується високою точністю по довжині, гарною якістю зрізу, перпендикулярністю торця до осі. Основними недоліками є низька продуктивність і значні втрати металу на рез.
Застосовуються пилки зубчасті й гладкі (тертя).
Разрезка на ексцентрикових прес-ножицях застосовується для сталевого прокату круглого або квадратного перетину до 300 мм. Є найбільш продуктивним і дешевим процесом оброблення прокату на заготовки. Основними недоліками є косою рез і зминання кінців заготовки.
Заготовки з высокоуглеродистых і легованих сталей доцільно підігріти до 450…650
0С.
Застосовують ножі із плоскою ріжучою крайкою й зі струмками.
Разрезка на токарських напівавтоматах відрізними різцями.
Електроіскрове й анодно-механічне різання забезпечує максимальну точність розмірів.
Застосовується для особливо міцних металів.
Разрезка на пресахахладоломах застосовується для заготовок великого перетину. На заготовці попередньо робиться надріз пилкою або газовим різаком.
Газопламенная разрезка сумішшю ацетилену й кисню.
Плазменно-дугова разрезка застосовується для високолегованих тугоплавких сталей і сплавів. Уздовж електричної дуги по каналу плазмотрона пропускається газ (аргон), який стискає дугу й виходить із сопла у вигляді плазми з температурою 10000…30000 0 С.