

96
Недоліки процесу :
•підвищена витрата металу на одиницю виробу через втрати у вигляді пресзалишку;
•поява в деяких випадках помітної нерівномірності механічних властивостей по довжині й поперечному перерізу виробу;
•висока вартість і низька стійкість пресового інструмента;
•висока енергоємність.
13.3.Волочіння
Сутність процесу волочіння полягає в протяганні заготовок через сужающееся отвір (фильеру) в інструменті, називаному волокой. Конфігурація отвору визначає форму одержуваного профілю. Схема волочіння представлена на мал.13.7.
Мал.13.7. Схема волочіння
Волочінням одержують дріт діаметром 0,002…4 мм, прутки й профілі фасонного перетину, тонкостінні труби, у тому числі й капілярні. Волочіння застосовують також для калібрування перетину й підвищення якості поверхні оброблюваних виробів. Волочіння частіше виконують при кімнатній температурі, коли пластичну деформацію супроводжує наклеп, це використовують для підвищення механічних характеристик металу, наприклад, межа міцності зростає в 1,5… 2 рази.
Вихідним матеріалом може бути гарячекатаний пруток, сортовий прокат, дріт, труби. Волочінням обробляють сталі різного хімічного складу, кольорові метали й сплави, у тому числі й дорогоцінні.
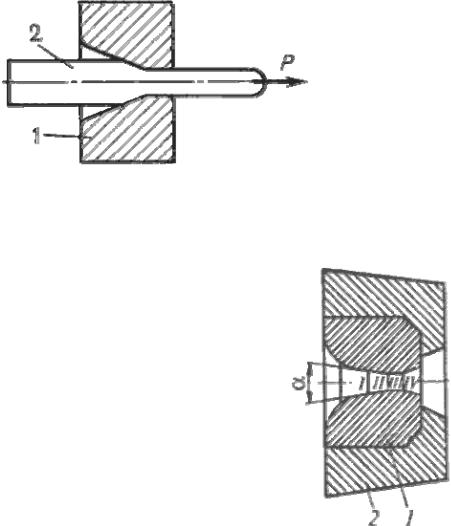
Основний інструмент при волочінні – волоки різної конструкції. Волока працює в складних умовах: велика напруга сполучається зі зношуванням при протяганні, тому їх виготовляють із твердих сплавів. Для одержання особливо точних профілів волоки виготовляють із алмаза. Конструкція інструмента представлена на мал. 13.8.
Мал.13.8. Загальний вид волоки
Волока 1 закріплюється в обоймі 2. Волоки мають складну конфігурацію, її складовими частинами є: забірна частина I, що включає вхідний конус і мастильну частину; деформуюча частина II з кутом у вершині (6…18 0 – для прутків, 10…24 0 – для труб); циліндричний пасок, що калібрує, III довжиною 0,4…1 мм; вихідний конус IV.
97
Технологічний процес волочіння включає операції:
•попередній отжиг заготовок для одержання дрібнозернистої структури металу й підвищення його пластичності;
•травлення заготовок у підігрітому розчині сірчаної кислоти для видалення окалини з наступним промиванням, після видалення окалини на поверхню наносять подсмазочный шар шляхом омеднения, фосфотирования, вапнування, до шару добре прилипає змащення й коефіцієнт тертя значно знижується;
•волочіння, заготовку послідовно простягають через ряд поступово зменшуваних отворів;
•отжиг для усунення наклепу: після 70…85 % обтиснення для сталі й 99 % обтиснення для кольорових металів ;
•обробка готової продукції (обрізка кінців, виправлення, різання на мірні довжини й ін.)
Технологічний процес волочіння здійснюється на спеціальних волочильних станах. Залежно від типу тягнучого пристрою розрізняють стани: із прямолінійним рухом металу, що простягається (ланцюговий, рейковий); з намотуванням оброблюваного металу на барабан (барабанний). Стани барабанного типу звичайно застосовуються для одержання дроту. Число барабанів може доходити до двадцяти. Швидкість волочіння досягає 50 м/с.
Процес волочіння характеризується параметрами: коефіцієнтом витяжки й ступенем деформації.
Коефіцієнт витяжки визначається відношенням кінцевої й початкової довжини або початкової й кінцевої площі поперечного переріза:
λ = l1/lo = Fo/F1
Ступінь деформації визначається по формулі:
ε = (Fo – F1)/Fo x 100%
Звичайно за один прохід коефіцієнт витяжки λ не перевищує 1,3, а ступінь деформації ε – 30 %. При необхідності одержати більшу величину деформації роблять багаторазове волочіння.