

16.5. Система виробництва "канбан"
Система "канбан" є інформаційною системою, що регулює виробництво необхідної продукції в необхідній кількості в необхідний час на кожному етапі виробництва. Така організація виробництва відома як виробництво за принципом "точно в строк".
На кожному етапі виробництва необхідно мати точну інформацію про кількість виробів, які необхідно виготовити, та про час, що буде витрачено на їх виготовлення. Для цього при застосуванні звичайної системи організації виробництва складаються, як було зазначено вище, різні виробничі графіки – як для виготовлення деталей, вузлів, так і для складального конвеєра. У цьому разі використовується так звана система "виштовхування". Деталі виготовляються згідно графіку та поступають з попередньої операції на наступну. При зміні попиту на продукцію та певних змін у технологічному процесі важко переналаштовуватися: потрібно постійно змінювати графіки одночасно для усіх технологічних стадій. Причому кожна стадія має бути забезпечена додатковими матеріальними запасами.
При застосуванні системи "точно в строк" деталі "витягуються" на наступну операцію з попередньої тільки за необхідністю, тому ця система називається системою "витягування". З ділянки завершального складання, для якої формується графік роботи, направляється тара на попередні операції для відбору деталей потрібної номенклатури. Відбір потрібних деталей є сигналом для початку повторного виготовлення на попередніх ділянках деталей, що були передані на наступну операцію. Тобто графіки виробництва всіх інших ділянок не перероблюються, а формуються згідно інформації, що отримана з операцій де іде споживання відібраних деталей. Інформація про відбір деталей відображається на картках, які називаються "канбан".
"Канбан" – це супровідна картка. На підприємствах, зазвичай, використовуються два типи таких карток: картки відбору та картки виробничого замовлення. Існують інші види карток "канбан" – для отримання матеріалів та комплектуючих від постачальника – картка постачальника чи картка субпідрядника.
У картках відбору вказується вид та кількість деталей, що мають поступити з попередньої ділянки. Приклад картки відбору наведено на рис. 16.5. У картці зазначається, що попередня технологічна стадія – заготівельна, що транспортний візок з ділянки механічної обробки (наступної технологічної операції) повинен прибути на ділянку З-1 заготівельного цеху і забрати звідти заготовки деталі «Втулка», що розміщені в контейнерах, що кожний контейнер, який забирається містить 10 деталей і що це п'ята картка з восьми аналогічних.
|
Склад Стелаж № ХХХ |
Шифр деталі ХХХ |
Попередня ділянка | |||
|
Номер деталі ХХХ |
Заготівельна З-1 | ||||
|
Найменування деталі |
Втулка | ||||
|
Виріб ХХХ |
Наступна ділянка | ||||
|
Місткість тари |
Тип тари |
Номер випуску |
Механічної обробки | ||
|
10 |
контейнер |
5/8 | |||
Рис 16.5. Картка відбору "канбан"
В картках виробничого замовлення вказується вид та кількість деталей, що мають бути виготовлені на попередній технологічній операції. Приклад такої картки наведено на рис. 16.6. У цій картці показано, що на ділянці механічної обробки потрібно виготовити вал для виробу ХХХ. Виготовлений вал потрібно розмістити на складі – стелаж ХХХ.
|
Склад Стелаж ХХХ |
Шифр деталі ХХХ |
Ділянка механічної обробки |
|
Номер деталі ХХХ | ||
|
Найменування деталі Вал | ||
|
Виріб ХХХ | ||
Рис. 16.6. Картка замовлення "канбан"
Приклад застосування карток відбору (КВ) та замовлення (КЗ) наведено на рис. 16.7.

Рис. 16.7. Рух карток "канбан"
На першому етапі (1) транспортний візок зі складальної лінії з певною кількістю порожніх контейнерів та карток відбору прибуває на склад деталей "вал", які виготовляються на попередній ділянці. Там знаходяться контейнери з деталями "вал", до яких прикріплені картки замовлення. Ці контейнери завантажуються у транспортний візок. Картки замовлення знімаються при цьому з контейнерів і на їх місце прикріплюються картки відбору. Транспортний візок з деталями та картками відбору направляється на наступну операцію – складальну лінію (2). Коли привезені деталі почнуть оброблятися, картка відбору знімається з контейнера та може бути знову доставлена на склад, де розміщені контейнери з деталями, обробленими на попередній операції (3).
Картки замовлення, що були зняті, разом з порожніми контейнерами будуть доставлені на попередню ділянку (4). Це – сигнал для початку виготовлення нової партії деталей. Доставлені картки замовлення прикріпляються до контейнерів з обробленими деталями і доставляються на склад деталей (5).
Рух карток на усіх стадіях виробництва повинен бути безперервним. У результаті кожна виробнича ділянка отримуватиме всі необхідні деталі, вузли в потрібний час і в потрібній кількості (рис 16.8).
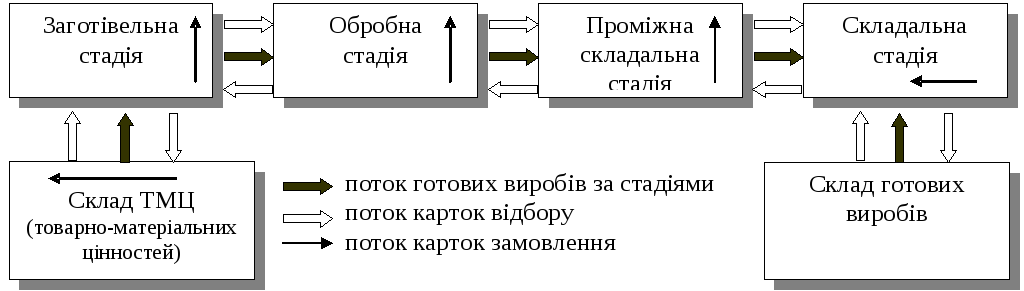
Рис. 16.8. Кругообіг карток “канбан”
Для реалізації на підприємстві системи "точно в строк" за допомогою карток "канбан" необхідно дотримуватись виконання наступних правил. По-перше, наступний технологічний етап повинен "витягувати" необхідні вироби з попереднього етапу у необхідній кількості, у необхідному місці в чітко визначений час. При цьому будь-яке переміщення виробів без карток "канбан" забороняється. Відбір виробів повинен строго відповідати кількості карток "канбан". Кількість карток "канбан" повністю залежить від кількості продукції. По-друге, на кожній дільниці виробництва виготовляється така кількість виробів, яка "витягується" наступною дільницею. Якщо на дільниці виготовляється декілька виробів, вони повинні вироблятися у тій послідовності, у якій надходять картки "канбан". По-третє, браковані вироби не повинні поступати на наступні ділянки. І по-четверте, кількість карток "канбан" має бути мінімальною.