

70
Глава 2. Исследование конструкций резцов
2.1 Назначение, типы и конструктивные особенности
Резец – это однолезвийный инструмент для обработки деталей с поступательным или вращательным главным движением резания и возможностью движения подачи в любом направлении.
Резец является наиболее распространенным инструментом, его применяют на токарных, револьверных,
карусельных, расточных, строгальных и долбежных станках, токарных автоматах и полуавтоматах и на многих специальных станках. В зависимости от вида станка и рода выполняемой работы применяют резцы различных типов, отличающихся по назначению,
форме, конструкции и размерам.
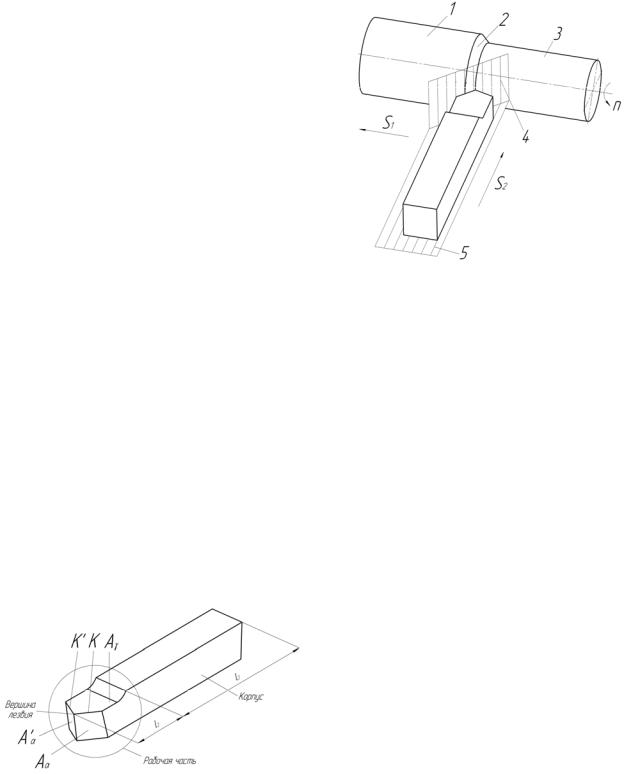
Рис. 2.1. Исходные плоскости для определения главных углов:
1 – обрабатываемая поверхность; 2 –
поверхность резания; 3 – обработанная поверхность; 4 – плоскость резания; 5 –
основная плоскость; S1 – продольная подача; S2 – поперечная подача
2.2 Конструктивные элементы резца
Рис. 2.2. Конструктивные элементы резца
лезвия образует главную режущую
Резец (рис. 2.2, а) состоит из рабочей части l1 и крепежной части l2,служащей для закрепления резца на станке. Лезвие ограничено передней Аγ, главной Аα и вспомогательной А'α
задними поверхностями. Пересечение передней и задней поверхностей кромку K. Пересечение передней
71
поверхности с вспомогательной задней поверхностью образует вспомогательную режущую кромку K'. Главная и вспомогательная режущие кромки, пересекаясь, образуют вершину лезвия. Вершину лезвия выполняют по радиусу rВ (рис. 2.2, б), иногда с переходной режущей кромкой (рис. 2.2, в),
обеспечивающей улучшение шероховатости обрабатываемой поверхности и повышение стойкости резца.
2.3 Геометрические параметры резца
Рис. 2.3. Главные и вспомогательные углы токарного проходного резца
Углы резцов разделяют на две группы – на главные и вспомогательные.
На рис. 2.3 дана рабочая часть резца с необходимыми сечениями, где показаны главные и вспомогательные углы резца.
Главные углы резцов измеряются в главной секущей плоскости,
перпендикулярной к проекции главной режущей кромки на основную плоскость (рис. 2.3 а, б).
72
Главный передний угол γ – это угол, заключенный между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания,
проведенной через главную режущую кромку. Он может быть положительным
(рис. 2.3, б), равным нулю (рис. 2.3, в) или отрицательным (рис. 2.3, г).
Главный задний угол α – это угол, заключенный между главной задней поверхностью резца и плоскостью резания.
Углом резания δ называется угол, заключенный между передней поверхностью резца и плоскостью резания.
Углом заострения β называется угол, заключенный между передней и главной задней поверхностями резца.
Вспомогательные углы и углы в плане. Для получения вспомогательных углов необходимо произвести сечение вспомогательной режущей кромки вспомогательной секущей плоскостью, как это показано на рис. 2.3. Это сечение производится перпендикулярно к проекции вспомогательной режущей кромки на основную плоскость.
Вспомогательный задний угол α1 – это угол, заключенный между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку и перпендикулярно основной плоскости
(рис. 2.3, д).
Главным углом в плане φ называется угол между проекцией главной режущей кромки на основную плоскость и направлением подачи.
Угол при вершине в плане ε – это угол между проекциями режущих кромок на основную плоскость.
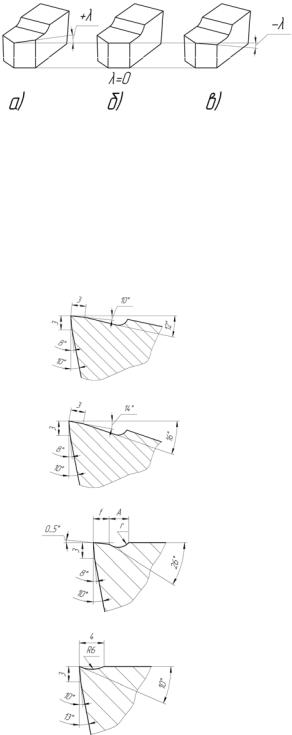
Углом наклона главной режущей кромки λ называется угол, заключенный между главной режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости. Этот угол измеряется в плоскости,
проходящей через главную режущую кромку перпендикулярно основной плоскости. На рис. 2.4 показан угол λ со стороны главной задней поверхности.
Он может быть положительным (а), отрицательным (в) и равным нулю (б) (рис. 2.4).
73
Рис. 2.4. Углы наклона главной режущей кромки
|
|
Таблица 2.1 |
|
Формы заточки передних поверхностей резцов из |
|||
|
быстрорежущих сталей [7] |
||
Форма передней |
Эскиз |
Обрабатываемые материалы |
|
поверхности |
|
||
|
|
|
|
|
|
|
|
Плоская с положительным |
I. |
Сталь с σВ > 800 Н/мм2, серый чугун, |
|
передним углом |
|
НВ > 220, бронза и другие хрупкие |
|
|
|
материалы |
|
|
II. |
|
|
|
|
Сталь с σВ ≤ 800 Н/мм2, |
|
|
|
чугун, НВ ≤ 220 |
|
|
|
|
|
Криволинейная с фаской |
III. |
Сталь с σВ ≤ 800 Н/мм2, вязкие |
|
|
|
цветные металлы и легкие сплавы, |
|
|
|
при необходимости завивания |
|
|
|
стружки |
|
|
|
|
|
Криволинейная |
IV. |
|
|
|
|
|
|
|
|
Материалы с |
|
|
|
σВ ≤ 800…1000 Н/мм2 |
|
|
|
|
|
Примечание. Обработку передних и задних поверхностей необходимо выполнять с |
|||
параметром шероховатости Ra = 0,32 мкм, а канавок – с Ra = 1,25 мкм. |
|
||
|
|
|
|
В зависимости от условий обработки, назначения и материала режущей части резцов передняя поверхность имеет различную форму. Формы заточки передних поверхностей резцов из быстрорежущих сталей приведены в таблице
2.1.
74
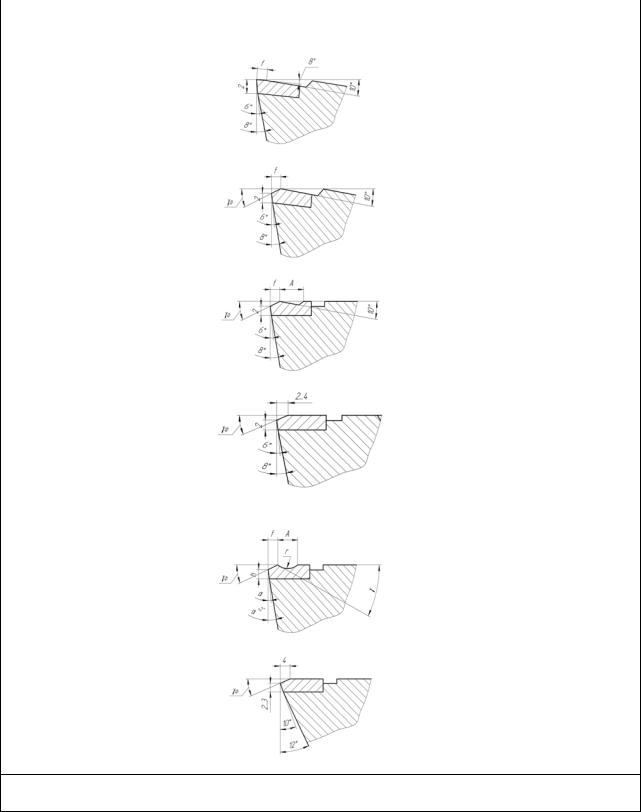
Таблица 2.2
Формы заточки передних поверхностей резцов с напайными твердосплавными пластинами [7]
Форма передней |
|
Эскиз |
Обрабатываемый материал |
поверхности |
|
||
|
|
|
|
Плоская с положительным |
I |
Серый чугун, бронза и другие |
|
передним углом |
|
|
|
|
|
хрупкие материалы |
|
|
|
|
|
|
|
|
|
Плоская с отрицательной |
II |
Ковкий чугун, сталь и стальные |
|
фаской |
|
|
отливки с σВ ≤ 800 Н/мм2, |
|
|
обработка при нежесткой |
|
|
|
|
|
|
|
|
технологической системе |
|
|
|
|
Плоская с отрицательной |
III |
2 |
|
|
|
|
Сталь с σВ ≤ 800 Н/мм с |
фаской и уступом |
|
|
обеспечением дробления и |
|
|
|
|
|
|
|
завивания стружки |
|
|
|
|
Плоская с отрицательным |
IV |
Сталь и стальные отливки с σВ |
|
передним углом |
|
|
= 800Н/мм2, черновая обработка |
|
|
по корке. Работа с ударами в |
|
|
|
|
|
|
|
|
условиях жесткой |
|
|
|
технологической системы |
|
|
|
|
Криволинейная |
с |
V,VI* |
|
отрицательной фаской |
|
|
Коррозионно-стойкая сталь с σВ |
|
|
|
= 850 Н/мм2 |
|
|
|
|
Плоская с отрицательным |
VII |
|
|
передним углом |
|
|
Высокопрочные стали с σВ > |
|
|
|
1200 Н/мм2 |
|
|
|
|
* Заточку выполнять с А = 4мм, r = 10мм, γ = 12º.
Примечание. Обработку передних и задних поверхностей выполнять с параметром шероховатости Ra = 0,32 мкм, а канавок – с Ra = 1,25 мкм.
Резцы из быстрорежущих сталей затачивают без образования фаски
(формы I, II). Заточка фаски вдоль главной режущей кромки (форма III)
увеличивает прочность кромки. Криволинейная форма IV с большим радиусом