

236
Глава 8. Исследование конструкций зуборезных долбяков
8.1 Назначение, типы и конструктивные особенности
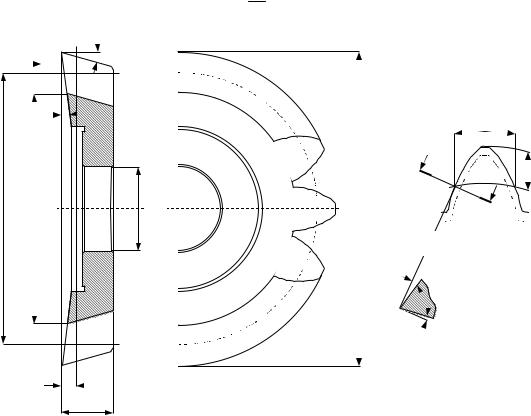
Долбяки (рис. 8.1) применяют для нарезания зубьев цилиндрических зубчатых колёс методом огибания. В процессе нарезания долбяк, как зубчатое колесо с числом зубьев z0, с помощью гитары обката зубодолбёжного станка находится в станочном зацеплении с обрабатываемым изделием с числом зубьев z1. При этом обеспечивается передаточное отношение:
|
|
u z0 . |
(8.1) |
|
|
z1 |
|
|
С |
αB |
|
|
|
|
Вид С |
|
|
γB |
S0 |
|
|
|
|
|
|
|
N |
|
|
|
ha0 |
d0 |
df0 |
d1 |
N |
da0 |
|||
|
|
|
N - N |
|
|
|
αбn |
|
|
|
γбn |
|
|
A |
|
|
|
B |
|
|
|
Рис. 8.1. Дисковый зуборезный долбяк |
|
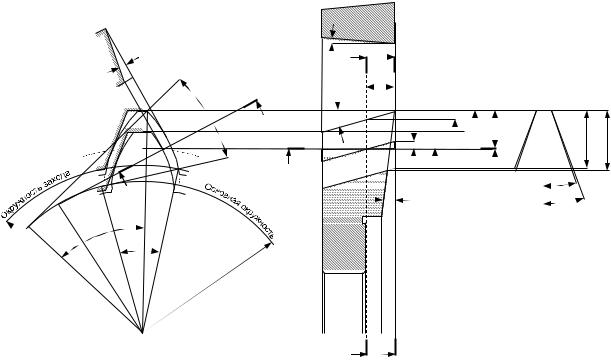
Зубья долбяка, как зубчатого колеса (рис. 8.2), выполняются с переменной величиной смещения исходного контура (xim) от переднего торца инструмента к заднему. Это обеспечивается задним углом αв на вершине
(коническая поверхность) долбяка и оформлением боковых сторон зубьев эвольвентными винтовыми поверхностями. Последние обеспечивают боковые задние углы αб и αбn, а также сохранение профиля инструмента после его
237
переточки по конической передней поверхности (γв – передний угол на вершине).
Сечение Б – Б, в котором коэффициент смещения исходного контура (в
дальнейшем – коэффициент коррекции) х0=0, называется исходным сечением, а
его расстояние А от переднего торца – исходным расстоянием. Величина х0 на переднем торце долбяка и А связаны соотношением:
x0m Atg B . |
(8.2) |
|
N – N |
|
|
|
0 – 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
a |
|
|
|
|
|
|
|
|
|
αбn |
|
|
αб |
|
|
|
|
|
|
|
a/ |
|
|
Б |
Т |
|
|
|
|
b/ |
E |
φизм |
|
αB |
А |
|
|
|
|
|
|
a |
N |
|
ha0 |
|
|
|
|
|
|
|
x0m |
hN |
h0 |
|||
|
|
|
|
|
|||||
|
|
b |
|
0 |
0 |
||||
|
|
|
|
|
|
|
|||
|
N |
|
|
|
|
|
|
α |
|
F |
αE |
|
|
|
|
γB |
|
α0 |
|
|
|
|
|
|
|
|
|
||
|
αA |
|
|
|
d0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
rзах |
|
|
rb0 |
|
|
|
da0 |
|
|
|
|
|
|
|
|
|
d/a0 |
|
|
|
|
|
|
|
Б |
Т |
|
|
|
|
Рис. 8.2. Долбяк, как зубчатое колесо; геометрия инструмента |
|
|
||||||
Коэффициент коррекции х0 на переднем торце долбяка, или исходное расстояние А, являются основными параметрами, от которых зависят конструктивные размеры инструмента. Максимальное целесообразное значение х0 при проектировании долбяков ограничивается допустимым заострением вершин зубьев и возможной интерференцией при зацеплении нарезанного колеса с парным колесом. У стандартных долбяков по ГОСТ 9323 – 80
величина х0 определяется как:
x0 0,01z0 0,1. |
(8.3) |
238
При переточках долбяка в процессе его эксплуатации величины х0 и А
уменьшаются. В ряде случаев необходимо знать фактическое значение х0
многократно переточенного инструмента, чтобы оценить возможность
исключения погрешностей обработки конкретного колеса. |
|
Параметр делительного цилиндра долбяка заданного модуля равен: |
|
d0 mz0 . |
(8.4) |
Высоты головки ha0 и ножки hf0 зуба на переднем торце долбяка (сечение Т – Т) определяются соотношениями (рис. 8.2):
h |
|
h* |
m Atg |
B , |
(8.5) |
|
a0 |
a0 |
|
||
hf 0 |
h*f 0m Atg B |
|
|||
где коэффициенты головки ha0* и ножки hf0* составляют:
для стандартных долбяков с dН=75 – 200мм по ГОСТ 9323 – 60 при m=1 – 1,25мм, ha0*=hf0*=1,25; при m=2,75 – 12мм, ha0=hf0=1,3;
для долбяков по ГОСТ 9323 – 80 независимо от величины модуля
ha0*=hf0*=1,25. |
|
|
|
Диаметры окружностей вершин и впадин долбяка составляют: |
|
||
da0 |
d0 |
2ha0 . |
(8.6) |
df 0 |
d0 |
2hf 0 |
|
Толщина зуба по дуге делительного цилиндра на переднем торце инструмента:
S0 |
|
m |
S 2Atg Btg , |
(8.7) |
|
||||
|
2 |
|
|
|
где S – дополнительное утолщение зуба долбяка для создания бокового зазора в передаче определяется по табл. 8.1.
|
|
|
|
|
|
|
|
Табл. 8.1 |
|
|
Величины S для стандартных долбяков с dН 75 |
|
|
||||
m |
1–1,25 |
1,5–2,25 |
2,75–3,75 |
4–4,5 |
5–5,5 |
6–6,5 |
7–10 |
10–12 |
S |
0,09 |
0,1 |
0,12 |
0,14 |
0,15 |
0,16 |
0,19 |
0,21 |
Размеры долбяка в исходном сечении определяются аналогичным образом по вышеприведённым формулам, принимая А=0 (х0=0).
У долбяка следует различать следующие углы профиля и диаметры:
239
1.α – угол профиля исходного контура нарезаемого колеса. Для стандартных долбяков α=20°. Диаметр основной окружности:
(8.8)
Эти параметры используются при рассмотрении долбяка как зубчатого колеса, при анализе возможных явлений интерференции нарезаемого колеса при зацеплении с парным колесом, подрезания ножки или срезания головки зубьев колеса, при расчёте толщин зубьев долбяка на делительной или произвольной окружностях.
2.α0 – угол профиля боковых задних поверхностей зубьев долбяка на делительной окружности в сечениях плоскостью, перпендикулярной оси инструмента, определяется по формуле:
tg 0 |
|
tg |
, |
(8.9) |
|
1 tg Btg B |
|||||
|
|
|
|
где передний и задний углы на вершинах зубьев у стандартного долбяка составляют γВ=5°, αВ=6°. Диаметр основной окружности:
db0 d0 cos 0 . (8.10)
Параметры (8.9) и (8.10) используются при рассмотрении долбяка как геометрического тела, как режущего инструмента, при расчёте задних углов на боковых режущих кромках зубьев долбяков, при наладке зубошлифовального станка и эвольвентомера для контроля профиля.
Таким образом долбяк должен быть изготовлен с параметрами (8.9) и (8.10) с тем, чтобы после заточки передней поверхности под углом γВ на проекции режущей кромки на торец инструмента получить на делительной окружности угол исходного профиля α и основную окружность (8.8).
При изготовлении долбяка на эвольвентомере проверяется погрешность эвольвентного профиля боковых задних поверхностей зубьев в сечениях плоскостью, перпендикулярной оси инструмента. Эвольвента на зубе долбяка
(рис. 8.3) начинается от основной окружности радиуса rb0 (точка N). Угол профиля эвольвенты αЕ в произвольной точке Е измеряется между касательной

240
T к профилю и продолжением радиус-вектора OE рассматриваемой точки.
Прямая EF является нормалью к эвольвенте NAE. Из рис. 8.3 следует:
cos |
E |
|
rb0 |
. |
(8.11) |
|
|||||
|
|
r |
|
||
|
|
|
E |
|
|
αE |
|
T |
|
||
E |
|
|
|
|
|
A φизм
N
rA rE
αA
F
φизм
rf0 αE
rb0
E
rзах
ra0
0
Рис. 8.3. Параметры эвольвенты
Угол между прямыми ON и OF называется углом развёрнутости эвольвенты E (для точки Е). Он равен (в радианах или градусах):
E рад. tg E |
|
|
180tg |
E |
|
|
или E |
|
|
. |
(8.12) |
||
|
|
|||||
|
|
|
|
|
|
Профиль контролируется от некоторой точки А (окружность захода) до точки Е (окружность выступов долбяка). Зона контроля характеризуется углом измерения:
изм E A или изм рад. tg E tg A . (8.13)
На этот угол поворачивают долбяк, установленный на эвольвентомере. При идеально выполненной эвольвенте, индикатор, настроенный на ноль в точке А,
не должен показывать отклонений на всём протяжении дуги измерения АЕ.
Задние углы на баковых режущих кромках долбяков рассматриваются
(рис. 8.2):
241
1.В сечении делительным цилиндром (необходим для определения толщины зуба долбяка) – αб. Он равен углу наклона винтовой линии на делительном цилиндре:
tg б tg Btg 0 . |
(8.14) |
2.В сечении нормальном к режущей кромке – αбn, который имеет одну и туже величину для всех точек профиля долбяка и является действительным боковым задним углом в процессе резания. Он равен углу наклона винтовой линии на основном цилиндре:
tg бn tg B sin 0 . |
(8.15) |
Допустимые отклонения исследуемых конструктивных |
параметров |
дисковых зуборезных долбяков (ГОСТ 9323 – 80), необходимые для выполнения лабораторных работ, приведены в табл. 8.2.
|
|
|
|
|
|
|
Табл. 8.2 |
Допустимые отклонения долбяков |
|
|
|
||||
|
Класс |
Допуски и предельные отклонения, мкм, |
|||||
Проверяемый параметр |
|
для модулей,мм |
|
|
|||
точности |
От 1 до 2 |
Св. 2 до |
|
Св. 3,5 |
|
Св. 6,3 |
|
|
|
|
|||||
|
|
|
3,5 |
|
до 6,3 |
|
до 10 |
Разность соседних окружных шагов |
АА |
3 |
|
|
4 |
|
|
А |
5 |
|
|
6 |
|
|
|
fu0r |
|
|
|
|
|||
В |
8 |
|
|
10 |
|
|
|
|
|
|
|
|
|||
Накопленная погрешность |
АА |
9 |
11 |
|
|
11 |
|
А |
14 |
18 |
|
|
18 |
||
окружного шага Fp0r |
|
|
|||||
В |
20 |
24 |
|
|
30 |
||
|
|
|
|||||
Радиальное биение зубчатого венца |
АА |
12 |
14 |
|
|
14 |
|
Fr0r при номинальном делительном |
А |
16 |
18 |
|
|
20 |
|
диаметре от 50 до 125мм |
В |
24 |
26 |
|
|
30 |
|
|
АА |
3 |
4 |
|
4 |
|
6 |
Погрешность профиля ff0r |
А |
4 |
5 |
|
7 |
|
10 |
|
В |
8 |
10 |
|
12 |
|
16 |
Отклонение высоты головки зуба |
АА, А, В |
±18 |
±25 |
|
±32 |
|
±40 |
fha0r |
|
|
|||||
|
|
|
|
|
|
|
|
|
АА |
|
±5' |
|
|
|
|
Отклонение переднего угла fγar |
А |
|
±8' |
|
|
|
|
|
В |
|
±12' |
|
|
|
|
Отклонение заднего угла fαkr |
АА |
|
±3' |
|
|
|
|
А, В |
|
±5' |
|
|
|
||
|
|
|
|
|
|||
242
8.2 Лабораторная работа
«Исследование конструктивных и геометрических
параметров зуборезных долбяков»
Для выполнения работы необходимо предварительно изучить конструкцию и расчёт конструктивных параметров зуборезного долбяка, а
также конструкцию и условия работы универсальных измерительных приборов.
Цель и задачи работы
Целью работы является изучение конструкции зуборезного долбяка и исследование его точности. В задачи входят практические расчёты элементов конструкции долбяков и определение на приборах их отклонений от теоретических значений, а также анализ полученных значений и заключение о классе точности долбяка и пригодности его для нарезания зубчатых колёс.
Необходимое оборудование, инструменты и приборы
Объектом исследования является прямозубый зуборезный долбяк с модулем m=3-5мм и номинальным делительным диаметром dН=80 или 100мм.
Необходимые измерительные приборы: микрометр и индикатор с ценой деления 0,01мм, центра и индикаторная стойка, универсальный угломер для контроля геометрических параметров резцов, маятниковый угломер,
кромочный универсальный штангензубомер, штангенциркуль, набор концевых мер длины с микронными плитками, универсальный инструментальный микроскоп, прибор для контроля червячных фрез типа КЗФ-270.
Методика выполнения работы
243
По маркировке реального стандартного долбяка устанавливают исходные данные, необходимые для выполнения работы: модуль m, угол профиля исходного контура α, число зубьев z0.
8.2.1 Определение основных размеров долбяка
Основные размеры рассчитываются по формулам, приведённым выше.
При предварительном расчёте коэффициент коррекции х0, передний γВ и задний
αВ углы на вершине зуба долбяка принимаются как у стандартных долбяков
(γВ=5°, αВ=6°). Величины, полученные при расчётах, сравниваются с фактическими значениями, полученными при измерениях (см. далее, раздел
8.2.2). Всего в работе следует определить:
а) Делительный диаметр d0 (по формуле 8.4);
б) Размеры долбяка в исходном сечении (по формулам 8.5 – 8.7 при А=0);
в) Коэффициент коррекции на переднем торце х0 и исходное расстояние (по формулам 8.2, 8.3);
г) Размеры долбяка в плоскости переднего торца (по формулам 8.5 – 8.7 при А≠0);
д) Угол профиля боковой задней поверхности зубьев долбяка α0 (по формуле 8.9);
е) Диаметры основных цилиндров профиля проекции режущих кромок на торец долбяка и профиля задней поверхности зубьев (формулы 8.8 и 8.10);
ж) Измерить ширину долбяка В (рис. 8.1) штангенциркулем;
з) Измерить фактический диаметр окружности выступов da0факт на переднем торце и сравнить с расчётным. Измерения проводятся на переднем торце микрометром с точностью 0,01мм.
При расчёте величин все линейные и тригонометрические функции надлежит определять с точностью до 6 знака после запятой. Угловые величины
– с точностью до 1″. Окончательные линейные размеры округлить до 3 знака
244
после запятой, угловые – представить в градусах, минутах и секундах. По
полученным размерам выполнить чертёж долбяка.
8.2.2 Определение отклонений действительных размеров от теоретических
Отклонения действительных размеров от теоретических (нормативных,
чертёжных) определяется путём измерений и дополнительных расчётов.
Определение толщины зуба на делительной окружности
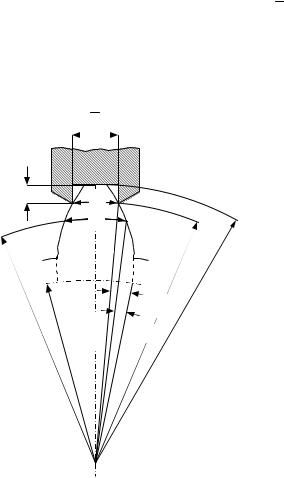
Измерение толщины зуба проводят кромочным штангензубомером (рис. 8.4). Как видно из рисунка, толщину зуба на некоторой окружности радиуса ry
можно измерить не по дуге окружности Sy, а по хорде Sy на заданном расстоянии hy от окружности выступов радиуса ra0 (наружная окружность долбяка).
|
Sy |
hy |
Sy |
|
|
|
S0 |
 ψy
ψy
ry ra0
invαy r0 r/b0  invα
invα
0
Рис. 8.4. Измерение толщины зуба по хорде
245
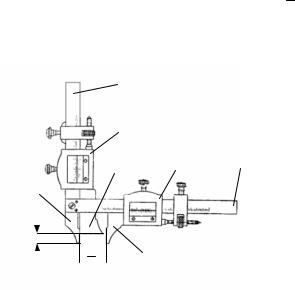
Штангензубомер (рис. 8.5) состоит из взаимно перпендикулярных линеек
1 и 7 с губками 3 и 5, по которым могут перемещаться рамки 2 и 5 с нониусами.
Рамка 2 связана с опорной планкой 4, а рамка 6 – с подвижной губкой 5. Шкала линейки 7 служит для измерения толщины зуба по хорде Sy , а шкала линейки 1
обеспечивает установку опорной планки 4 на заданном расстоянии hy.
1
2
4 6 7
3
hy
5
 Sy
Sy 
Рис. 8.5. Кромочный штангензубомер
Последовательность определения толщины зуба:
а) Измерить фактический диаметр окружности выступов da0факт (см. 8.2.1,
п.з);
б) Выбрать высоту hy, примерно равную половине высоты головки зуба
(см. 8.2.1, п.г);
в) Установить опорную планку 4 штангензубомера (рис. 8.5) на размер hy;
|
|
|
|
|
|
|
|
|
г) |
Измерить толщину зуба по хорде Sy |
(рис. 8.4 и 8.5); |
|
|||||
д) |
Определить расчётом фактическую толщину зуба на делительной |
|||||||
|
окружности S0факт на основании рис. 8.4 следующим образом: |
|
||||||
|
половина угловой толщины зуба: |
|
|
|
||||
|
|
|
|
|
|
y |
|
|
|
tg y |
|
|
S |
, |
(8.16) |
||
|
da0факт 2hy |
|||||||
|
|
|
|
|||||
диаметр окружности при измерении хорды:
dy |
|
da0факт 2hy |
, |
(8.17) |
|
||||
|
|
cos y |
|
|
угол профиля зуба на окружности dу:
246
cos y |
db' |
0 |
, |
(8.18) |
|
|
|||
|
dy |
|
||
фактическая толщина зуба на делительной окружности: |
|
|||
S0факт d0 y (рад.) inv y inv , |
(8.19) |
|||
где d'b0 определяется по формуле (8.8), эвольвентные функции на делительной и измеренной окружностях:
invα tgα α рад. |
, |
(8.20) |
invαy tgαy αy рад. |
значения углов ψy, α и αy в (8.19, 8.20) должны подставляться в радианах.
Сравнить полученные значения S0факт с теоретической толщиной S0
(формула 8.7) и сделать заключение о точности этого параметра.
Определение исходного расстояния
Фактическое исходное расстояние Афакт можно определить по фактическому измеренному размеру диаметра da0факт окружности выступов долбяка:
A |
|
da0факт da0исх |
, |
(8.21) |
|
||||
факт |
|
2tg В |
|
|
|
|
|
||
или более точно по толщине зуба S0факт на делительной окружности:
A |
|
S0факт S0исх |
, |
(8.22) |
|
||||
факт |
|
2tg Вtg 0 |
|
|
где размеры S0исх и da0исх в исходном сечении определяются по формулам (8.6, 8.7, 8.9) при А=0.
Полученные по (8.21, 8.22) результаты сравнить с теоретическими значениями (см. 8.2.1 п.б) .
Исследование геометрических параметров долбяка

247
Передний γВ и задний αВ углы на вершине зубьев долбяка можно определить на универсальном угломере для контроля геометрических параметров резцов (рис. 8.6 а,б) или с использованием маятникового угломера
(рис. 8,6 в).
γB
а)
γB
б) в)
Рис. 8.6. Измерение геометрии долбяка а) переднего угла γВ на универсальном угломере б) заднего угла αВ на универсальном угломере в) переднего угла γВ маятниковым угломером
Более точно эти углы можно определить с помощью индикатора на приборе для контроля червячных фрез типа КЗФ-270 (предварительно необходимо ознакомиться с конструкцией прибора и инструкцией его использования). Долбяк закрепляют на оправке, которая устанавливается в центрах прибора. Измерительный наконечник индикаторной головки необходимо устанавливать по «центровой» плитке на высоте центров прибора.
Схема измерения показана на рис. 8.7. В позиции А1, при измерении αВ,
индикатор настраивается на ноль. Переместив индикатор параллельно оси инструмента на расстояние l1 в позицию В1 снимают показания индикатора δ1.
Повернув индикаторную головку на 90° процедура повторяется при изменении переднего угла γВ.
При принятых значениях l1, l2 и показаниях индикаторов δ1, δ2 значения углов определяются по формулам:
tg |
Вфакт |
|
1 |
|
|
|||
l |
(8.33) |
|||||||
|
|
|
||||||
tg Вфакт |
|
|
1 . |
|||||
2 |
|
|
||||||
|
|
|
||||||
|
|
|
|
|||||
|
|
|
|
l2 |
|
|||

248
|
|
|
|
|
|
|
|
|
|
δ2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
γB |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
k2 |
|
|
|
|
|
|
|
|
|
|
B2 |
δ1 |
|
|
|
|
|
|
|
|
|
l2 |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
αB |
|
|
|
|
|
|
A2 |
|||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B1 |
|
|
|
|
|
|
k1 |
|
|
|
|
|
|
|
|
A1 |
||
|
|
|
|
l1 |
||||||
Рис. 8.7. Определение γB и αB с использованием индикаторов
Боковой задний угол αбn можно измерить на приборе КЗФ-270. Схема измерения показана на рис. 8.8. С помощью контрольной оправки 1,
установленной в центрах прибора, возвратно-поступательным перемещением индикаторной головки по стрелке «к» (рис. 8.8 а) следует «поймать» вертикальную диаметральную плоскость С – С. Далее переместить индикаторную головку в поперечном направлении на величину радиуса основной окружности долбяка rb0 (8.10) и поднять на высоту Н (поз. I, рис 8.8
б). Высота Н должна обеспечить положение контактной точки А примерно в районе делительной окружности.
Поворотом долбяка обеспечить контакт (предусмотрев необходимый натяг индикатора) профиля зуба долбяка с индикатором в точке А (позиция I).
Переместить индикаторную головку вдоль оси долбяка (сечение N – N на рис. 8.8 б) на расстояние l3=8-10мм в позицию II и снять показания индикатора δ3.
Искомую величину бокового заднего угла можно определить по формуле:
tg бnфакт |
|
3 |
. |
(8.24) |
|
||||
|
|
l3 |
|
|
Перемещение на расстояния rb0 и l3 осуществляется более грубо по нониусной линейке или точно с использованием блока концевых мер.