

249
k |
C |
|
|
N – N |
|
C |
I |
II |
I |
||
|
|||||
|
|
N |
|
|
A αбn δ3
H
l3
rb0
1
C
a) б)
C rb0 N
rb0 N
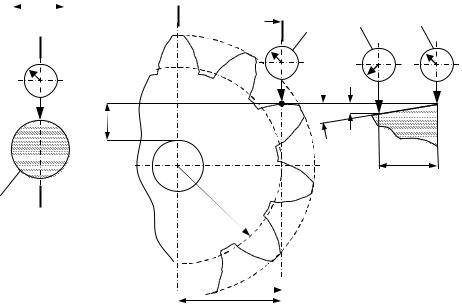
Рис. 8.8. Измерение бокового заднего угла αбn
Провести сравнение величин, полученных различными методами, а также с величинами, установленными нормативами (табл. 8.2).
Содержание отчёта
В отчёт по работе входят формулировка задания, чертёж исследуемого долбяка, расчёты, указанные выше, и необходимые для выполнения работы,
описания проведённых измерений со схемами и необходимыми расчётами,
заключение по работе с определением класса точности долбяка по исследуемым параметрам на основании табл. 8.2.
8.3Вопросы для контроля
1.Дайте определение модуля.
2.Какие поверхности ограничивают долбяк, как геометрическое тело?
3.Почему передний и задний углы на вершинах зубьев долбяков имеют небольшие величины?
4.Какие параметры определяют долбяка, как зубчатое колесо?
250
5.Дайте определение угла профиля в произвольной точке зуба долбяка.
6.Почему у многих долбяков действительный делительный диаметр не совпадает с номинальным делительным диаметром?
7.Как определяется радиус основной окружности долбяка?
8.Чем характеризуется исходное сечение долбяка?
9.Как определяется исходное расстояние?
10.Что ограничивает выбор максимальной величины исходного расстояния?
11.Как измерить величину исходного расстояния на долбяке?
12.Какие углы профиля α, α0 и радиусы основной окружности r/b0, rb0
используются при рассмотрении долбяка как геометрического тела и как зубчатого колеса?
13.Почему необходимо корректировать угол профиля долбяка α0?
14.При каких геометрически параметрах угол α0 будет совпадать с углом профиля исходного контура α?
15.Какой боковой задний угол αб или αбn является одинаковым для всех точек профиля долбяка?
16.Объясните схему измерения бокового заднего угла αбn.
8.4 Лабораторная работа
«Исследование точности зубчатого венца зуборезного долбяка»
Цели и задачи работы
Цель работы – изучение конструкции зуборезного долбяка и исследование точности его зубчатого венца. В задачи работы входит изучение работы приборов, определение на приборах отклонений от заданных параметров на чертеже, анализ и заключение о классе точности долбяка по исследуемым параметрам.
Необходимое оборудование, инструменты и приборы
251
Объектом исследования является зуборезный долбяк m=3-5мм, d0=80 или
100мм. Необходимые приборы: специальный прибор конструкции завода МИЗ для определения радиального биения зубчатого венца и исследования погрешностей окружного шага зубьев, универсальный эвольвентомер типа КЭУ
(конструкция МИЗа) или Э1 (конструкция ЧИЗа).
Методика выполнения работы
Лабораторная работа включает в себя:
1.Определение радиального биения зубчатого венца;
2.Исследование погрешностей окружного шага зубьев;
3.Определение погрешностей эвольвентного профиля долбяка.
8.4.1Определение радиального биения зубчатого венца
Рис. 8.9. Схема прибора для контроля радиального биения
и погрешностей окружного шага
252
Определение радиального биения зубчатого венца проводится на специальном приборе конструкции завода МИЗ (рис. 8.9, положение «Б»).
Биение определяют измерением отклонения радиального положения измерительного наконечника 9, последовательно вводимого во впадины зубьев,
относительно оси зубчатого колеса. Наконечник 9 закрепляется в подвижном подпружиненном ползуне 10, измерение радиального положения которого указывается индикатором 11. По данным измерения стоится график биения зубьев и оценивается класс точности долбяка. Сопоставляются графики биения зубчатого венца и отклонения шага, устанавливается взаимосвязь между ними.
8.4.2 Исследование погрешностей окружного шага
1.Разность соседних окружных шагов определяется на приборе (рис. 8.9) в позиции «А». Долбяк крепится на втулку 1 и вместе с ней надевается на палец 2, закреплённый на станине прибора. Прибор настраивают таким образом, чтобы при повороте долбяка до упора его зуба с неподвижным наконечником 3, одноимённый профиль смежного зуба контактировал бы с измерительным наконечником 4, связанным с рычажной системой с индикатором 5. Острие обоих наконечников должны находиться в зоне делительной окружности долбяка, что достигается перемещением измерительного суппорта 6 с помощью маховичка 7. В этом положении индикатор 5 устанавливается на ноль. Приподнимая и поворачивая втулку 1 с
долбяком, подводят последний другим зубом до упора с неподвижным наконечником 3. Показание индикатора определяет разность окружных шагов.
Измерения повторяют для всех зубьев долбяка, результаты которых записывают в графу 2 таблицы 8.3. По наибольшей величине разности окружных шагов согласно табл. 8.2 (значение fu0r) устанавливают класс точности долбяка по этому параметру.
253
2.Накопленную погрешность окружного шага можно определить непосредственно измерением на приборе (рис. 8.9), или, зная разности соседних
окружных шагов, графическим или расчётным путём.
|
|
|
|
Табл. 8.3 |
|
|
|
|
|
|
|
|
Исследование погрешностей окружного шага |
|
|||
№ |
Разность |
Алгебраическая |
Сумма средних |
Накопленная |
|
соседних |
сумма |
||||
зубье |
отклонений шага |
погрешность |
|||
окружных шагов |
отклонений Σδt, |
||||
в zi |
δt, мкм |
мкм |
Σδtср, мкм |
шага δtΣ, мкм |
|
|
|
|
|||
1 |
2 |
3 |
4 |
5 |
|
1 |
0 |
0 |
+2 |
+2 |
|
2 |
+4 |
+4 |
+4 |
0 |
|
3 |
+6 |
+10 |
+6 |
-4 |
|
4 |
+5 |
+15 |
+8 |
-7 |
|
5 |
0 |
+15 |
+10 |
-5 |
|
6 |
-4 |
+11 |
+12 |
+1 |
|
7 |
-1 |
+10 |
+14 |
+4 |
|
8 |
-2 |
+8 |
+16 |
+8 |
|
9 |
+7 |
+15 |
+18 |
+3 |
|
10 |
+5 |
+20 |
+20 |
0 |
|
Расчётный путь. Для примера в табл. 8.3 представлены результаты измерений условного долбяка с z0=10, m=2,5. Зная разность окружных шагов
(графа 2, табл. 8.3), производим последовательное их алгебраическое сложение.
Полученные данные заносим в графу 3. Средняя арифметическая величина разности окружного шага определяется как Σδt/n, где n – число измерений (для данного примера оно равно 10). Последовательное сложение этой величины записывают в графу 4. Значения графы 5 получены вычитанием из от величин графы 4 соответствующих им величин графы 3. Сумма абсолютных максимальных отрицательного и положительного значений графы 5 равна накопленной погрешности окружного шага δtΣ. В рассматриваемом примере
δtΣ=(-7)+(+8)=15мкм, что согласно табл. 8.2 (величина Fp0r) для m=2,5
соответствует классу точности А.
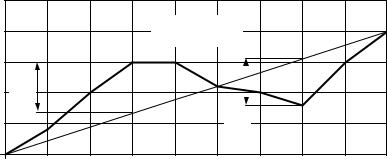
Графический метод нахождения накопленной погрешности окружного шага основан на построении графика (рис. 8.10) значений последовательного алгебраического сложения разности соседних окружных шагов (данные графы
3, табл. 8.3). Соединив крайние точки графика прямой линией найдём
254
максимальное положительное (+Δ) и отрицательное (-Δ) значения накопленной погрешности. Сумма абсолютных значений этих величин и составляет накопленную погрешность окружного шага. Для данного примера по графику получим δtΣ=(-7)+(+8)=15мкм.
Σδt |
25 |
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
δtΣ=|+Δ|+|-Δ| |
|
|
|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
|
10 |
+Δ |
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
- |
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
Рис. 8.10. Графическое определение |
|
Zi |
|||||
|
|
|
|
|
||||||
|
|
|
накопленной погрешности шага |
|
|
|
||||
Измерение накопленной погрешности окружного шага проводится аналогично измерению разности соседних окружных шагов с той разницей, что неподвижный наконечник 3 (рис. 8.9) снимают и заменяют его неподвижным упором 8, расположенным относительно наконечника 4 под углом 180°.
Сопоставляя по индикатору 5 расположение каждой пары диаметрально противоположных зубьев принимают накопленную погрешность окружного шага δtΣ равной полусумме наибольших абсолютных показаний индикатора.
8.4.3. Определение погрешностей эвольвентного профиля долбяка
Для измерения погрешностей эвольвентного профиля необходимо определить радиус основной окружности долбяка (формулы 8.9, 8.10) и угол измерения (рис. 8.3, формулы 8.11 – 8.13), равный разности углов развёрнутости эвольвенты в начальной точке А (окружность захода) и конечной точке Е (окружность выступов долбяка) измерений.
Радиусы окружностей точке А и Е определяются по формулам:
|
|
|
|
|
|
|
|
|
|
|
|
|
255 |
r |
|
mz |
h* |
m (A l)tg |
|
; |
|
|
|
|
(8.25) |
||
|
|
|
|
|
|
|
|||||||
E |
2 |
|
a0 |
|
B |
|
|
|
|
|
|
||
r |
|
mz |
h* |
m c*m (A l)tg |
|
,еслиr |
r |
|
;(8.26) |
||||
|
|
|
|||||||||||
A |
2 |
|
f 0 |
|
|
|
B |
b0 |
|
f 0 |
|
||
rA |
rb0 ,еслиrb0 rfo , |
|
|
|
|
|
|
(8.27) |
|||||
где ha0*, hf0*, с* – соответственно коэффициенты головки, ножки зуба долбяка и радиального зазора (см. формулу 8.5); l – расстояние сечения, в котором контролируется эвольвента, от переднего торца долбяка (обычно принимается 2
– 3мм).
Измерения погрешностей эвольвентного профиля проводится на универсальных угломерах типа КЭУ или Э1. Схемы конструкций проборов представлены на рис. 8.11 и 8.12. Измерение погрешностей основано на сравнении исследуемого профиля с теоретической эвольвентой.
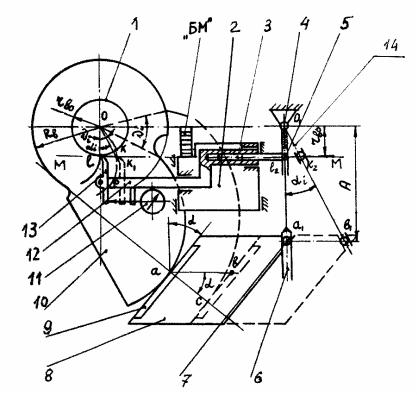
Рис. 8.11 Схема работы эвольвентомера КЭУ
Принцип работы прибора КЭУ (рис. 8.11) основан на использовании эталонного эвольвентного кулака 10 с радиусом основной окружности Rb,
закреплённого на одном шпинделе с исследуемым долбяком 1. При повороте шпинделя эвольвентный кулак 10 и долбяк 1 поворачиваются на один и тот же
256
угол развёрнутости i . Измерительный наконечник 13 с индикатором 11,
установленный в измерительной каретке 12, должен переместиться по касательной к основной окружности долбяка на расстояние lk1. Точка k1 будет принадлежать теоретической эвольвенте. При этом величина перемещения lk1
равна длине дуги lk по основной окружности долбяка.
Необходимое перемещение обеспечивается поворотом верхней линейки
14 на угол αi через ролик 5, закреплённый в ползуне 3, жёстко связанный с измерительной кареткой 12.
Поворот верхней линейки 14 на угол αi обеспечивается нижней линейкой
6, укреплённой на общем валу 4. Линейки 6 и 14 расположены в одной вертикальной плоскости. При повороте кулака 10 на угол i каретка 8 с
закреплённой на ней планкой 9 переместится вправо и через ролик 7 обеспечит поворот нижней 6 и верхней 14 линеек на необходимый угол αi.
При настройке прибора вершину измерительного наконечника 13
необходимо разместить на расстоянии от оси долбяка, равном радиусу основной окружности rb0. Это обеспечивается перемещением специального суппорта 2 с использованием блока концевых мер «БМ». Погрешность контролируемого профиля фиксируется индикатором 12 часового типа 1-МКГ.
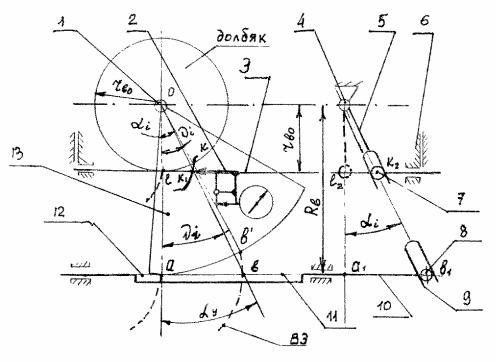
В приборе Э1 эвольвентный кулак заменён обкатным сектором 13 с
радиусом Rb, закреплённым на одном шпинделе 1 с долбяком, и тонкими стальными лентами 11 и 12. Ленты, расположенные по касательной к окружности сектора, зафиксированы на каретке 10 и, плотно облегая сектор,
закреплены на нём.
При повороте сектора, а, следовательно, и долбяка на угол развёрнутости
i , лента 12, наматываясь на сектор 13, передвинет каретку 10 вправо на расстояние a1b1 ab Rb i . Последняя через ролик 8 повернёт нижнюю линейку
9 на угол αi. Необходимое перемещение измерительной каретки 3, при котором гарантируется правильный контакт измерительного наконечника 2 с профилем долбяка, обеспечивается такой же рычажной системой, как и на приборе КЭУ.
257
При настройке прибора Э1 измерительный наконечник 2 необходимо расположить от оси шпинделя 1 строго на расстоянии, равном радиусу основной окружности долбяка rb0. Это обеспечивается по оптической шкале микроскопа.
Рис. 8.12 Схема работы эвольвентомера Э1
Погрешность контролируемого профиля зуба долбяка можно фиксировать тремя способами: индикатором часового типа 1-МКГ,
электронной измерительной системой, электронной измерительной системой с самописцем.
Порядок работы на приборах при
измерении погрешности эвольвентного профиля долбяка
Ознакомиться с инструкцией на используемый эвольвентомер. Перед измерением необходимо провести проверку точности настройки прибора
(установки измерительного наконечника) в соответствии с инструкцией по работе на приборе.

258
При измерении фиксируют углы развёрнутости i эвольвенты и соответствующие им отклонения в измеряемом профиле. Измерения проводят через каждые 2 – 3° угла развёрнутости в пределах угла измерения φизм.
Значение угла развёрнутости определяют по шкале прибора.
, ° |
24 |
|
|
|
|
|
|
|
|
|
развёрнутости |
22 |
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
|
угол |
|
|
|
|
|
ff0r |
|
|
|
|
14 |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||
|
12 |
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
-9 |
-8 |
-7 |
-6 |
-5 |
-4 |
-3 |
-2 -1 0 1 |
2 |
3 |
|
|
|
|
|
|
|
|
отклонение профиля, мкм |
||
Рис. 8.13. График отклонений эвольвентного профиля
Результаты измерения записывают в таблицу, по которой строят график
(рис. 8.13). По оси ординат откладывают углы развёрнутости i , по оси абсцисс
– измеренные на приборе отклонения фактического профиля от теоретической эвольвенты ff0r. Правильной эвольвентной форме зуба соответствует вертикальная прямая линия.
Сопоставляя полученные результаты с нормативными данными (табл. 8.2,
значение ff0r), определяют класс точности долбяка по этому параметру.
Содержание отчёта. В отчёт по работе входят: формулировка задания;
расчёты, указанные выше и необходимые для выполнения работы; заполненные таблицы результатов измерений; схемы измерений на приборах; заключение по