


166
4.Выбрать критерий притупления и рассчитать возможное число переточек.
5.Выбрать форму и материал абразивного круга (с чертежом) и режимы обработки (скорость резания в м/с; продольную подачу в м/мин,
поперечную подачу в мм/дв.ход ).
6.Привести схему заточки, показать схему контроля правильности заточки
исделать вывод, подписать отчет.
5.5Вопросы для контроля
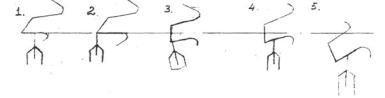
1.Как надо установить упорку по отношению к линии центров станка для получения заднего угла α?
1.Поднять выше центра; 2. Опустить ниже центра; 3. Установить по центру;
4.Развернуть на угол α в горизонтальной плоскости.
2.Чему равняется смещение упорки при заточке по задней поверхности развертки диаметром 20мм, α = 8° (sin8° = 0,139 , cos8°= 0,990) ?
1.0,8мм; 2. 1,0мм; 3. 1,4мм; 4. 1,8мм; 5. 2,1мм.
3.Какую форму шлифовального круга надо рекомендовать для заточки развертки по задней поверхности ?
4.С помощью каких измерительных приборов производится установка упорки станка?
1.Индикатора; 2. Штангенциркуля; 3. Штангенрейсмуса; 4. Микрометра;
5. Масштабной линейки.
5.Где имеет место наибольший износ развертки в процессе работы?
6.Где надо установить упорку при заточке развертки ?
1.На шлифовальной головке сверху; 2.На шлифовальной головке снизу; 3.На столе станка; 4.На станине станка; 5. На корпусе задней бабки.
7. Как осуществляется подача развертки на глубину резания при заточке заднего угла?
167
1.Продольной подачей стола; 2.Поперечной подачей стола; 3.Подъемом шлифовального круга; 4. Смещением упорки; 5.Поперечной подачей шлифовальной головки.
8.От чего зависит число проходов при заточке развертки?
1.Величины износа; 2.Длины калибрующей части; 3.Продольной подачи; 4.Угла заборного конуса; 5.Поперечной подачи.
9.Укажите режущую часть развертки.
10.За счет чего обеспечивается получение заданного значения заднего угла при заточке разверток?
1.Поворот стола; 2.Смещение упорки; 3.Смещение центровых бабок;
4.Подъем шлифовального круга; 5.Опускание шлифовального круга.
11. Какие элементы входят в формулу для расчета теоретического числа переточек развертки по заборному конусу?
1.Длина режущей части; 2.Длина калибрующей части; 3.Поперечная подача; 4.Толщина слоя, снимаемого за одну переточку; 5.Число зубьев развертки.
12.Укажите оптимальную скорость шлифовального круга при затачивании разверток, оснащенных твердым сплавом Т15К6?
1.20м/мин; 2. 60м/мин; 3. 10м/сек; 4. 25м/сек; 5. 60м/сек.
13.Укажите величину поперечной подачи при затачивании развертки из быстрорежущей стали?
1.0,2-0,25мм; 2. 0,1-0,15мм; 3. 0,03-0,05мм; 4. 0,005-0,01мм; 5. меньше
0,005мм.
14. Укажите правильную установку упорки при затачивании задней
поверхности развертки.
168
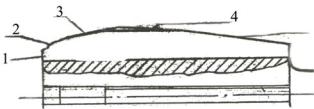
15.Что надо контролировать при заточке развертки по задней поверхности на калибрующей части?
1.Биение зубьев; 2. Обратную конусность; 3. Ширину ленточки и задний угол;
4.Задний угол; 5. Передний угол.
16.Когда должна осуществляться поперечнаяподача при заточке разверток?
1.После заточки одного зуба; 2. После прохода всех зубьев; 3. На один продольный ход; 4. На одиндвойной продольный ход.
17.Когда следует при заточке повернуть развертку на следующий зуб?
1.После одногодвойного продольного хода; 2. После снятия всего припуска;
3.После окончания искрения;4. После одного продольного хода.
18.Чему должна быть равна величина продольной подачи при заточке развертки из быстрорежущей стали?
1.10м/мин; 2. 5-6м/мин; 3. 2,5-3м/мин; 4. 0,5-1м/мин; 5. Меньше 0,5м/мин.
19.Точность выполнения отверстий развертки
1.Н14-Н12; 2. Н5-Н3; 3. Н11-Н5; 4. Н8-Н7.
20.Шероховатость стенок отверстий при развертыванииRa, мкм
1.0,04-0,02; 2. 0,63-0,16; 3. 2,5-0,63; 4. 6,3-2,5.
21.Материал рабочей части разверток
1.У8А; 2. Ст40Х; 3. Р6М5; 4. Ст10.
22.Какие параметры развертки изменяются после переточки?
1.Диаметр калибрующей части; 2. Длина заборного конуса; 3. Длина рабочей части; 4. Угол в плане заборного конуса.
23.Какие параметры отверстия могут быть улучшены после развертывания?
1.Эксцентриситет оси отверстия; 2. Нецилиндричность; 3. Точность и шероховатость; 4. Огранка; 5. Увод оси отверстия.
24.При каких соотношениях окружного шага зубьев развертки качество поверхности стенок отверстия наивысшее?
169
1.Все окружные шаги одинаковы;2. Противоположные окружные шаги равны;
3.Все окружные шаги различны.
25.Геометрические параметры развертки после переточки (α, γ, φ) контролируют
1.Центроискателем; 2. Штангенрейсмусом; 3. Угломером индукционного типа;
4.Универсальным угломером;5. Шаблоном.
26.Какую часть наружного диаметра развертки составляет диаметр сердцевины?
1.0,5-0,4; 2. 0,3-0,2; 3. 0,8-0,5; 4. 0,9-0,8.
Список литературы
1.Справочник инструментальщика. Г.В. Боровский, С.Н. Григорьев,
А.Р. Маслов. М.: Машиностроение, 2005.
2. Режущий инструмент. Учебник для ВУЗов. Д.В. Кочевников,
В.А. Гречишников и др. М.: Машиностроение, 2004, с.512.
3.Режущий инструмент. Лабораторный практикум. Учеб. пособие для вузов по специальности «Технология машиностроения, металлорежущие станки и инструменты» / Н.Н. Щегольков, Г.Н. Сахаров, О.Б. Арбузов и др.; Под общ. ред. Н.Н. Щеголькова. М.:Машиностроение, 1985 – 168с.,
ил.
4.Расчет режущего инструмента на прочность и жесткость. Учебное пособие. В.Н. Щербаков. М.: МГТУ «Станкин», 1990, с.42.
5.Spanende Formung. Theorie, Berechnung, Richtwerte. Degner, Lutze, Smejkal.
VEB Verlag Technik, Berlin, 2000, c.302.
6. Развертки машинные. Конструкция и размеры. ГОСТ 11172-82
(в редакции 2003г.)