

150
Глава 5. Развертки
5.1 Назначение, типы и конструктивные особенности
Развертки предназначены для получистовой и чистовой обработки отверстий, полученных предварительно зенкерованием или растачиванием, с
точностью H11-H6 и шероховатостью не менее 1,25-0,63 в диапазоне диаметров
1-120мм. Основные конструктивные элементы разверток показаны на рис.5.1.
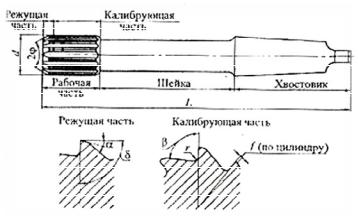
Рис.5.1. Развертка
Развертка содержит рабочую часть, включающую режущую (заборную) и
калибрующие части, на которых расположены режущие зубья, хвостовую часть и связывающую их шейку.
Режущая часть выполнена с углом φ заборного конуса для плавного вхождения развертки в предварительно обработанное отверстие и на торце не имеет режущих кромок.
Калибрующая часть на своей первой трети длины выполнена цилиндрической, а затем – с обратным конусом (0,05-0,07 на 100мм длины) и
окончательно формирует отверстие.
Зубья режущей части выполнены наостро, а на калибрующей части имеют цилиндрическую ленточку f.
Углы резания на режущей части чистовых разверток: передний угол γ=0– 5°, а задний угол α=1–4°. На калибрующей части γ=5–8°.
151
Хвостовик предназначен для фиксации развертки в осевом направлении и передачи крутящего момента за счет сил трения между поверхностями хвостовика и шпинделя станка.
К конструктивным параметрам развертки относятся также: число зубьев z (6 – 12), радиус r скругления дна канавки, наружный диаметр d и угол β осевого направления канавок.
Рабочая часть разверток обычно выполняется из быстрорежущей стали, а
хвостовик – из стали 45 или 40Х. Место сварки располагается в районе шейки.
Рис.5.2. Цельная машинная развертка с коническим хвостовиком
Рис.5.3. Машинная насадная цельная развертка под оправку
Рис.5.4. Машинная развертка со вставными ножами из быстрорежущей стали с коническим хвостовиком
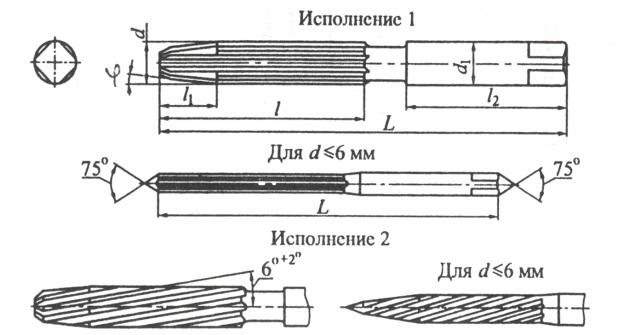
В зависимости от условий обработки развертки имеют различные конструкции и подразделяются на цельные машинные с коническим хвостовиком (Рис.5.2) с d=5,5-50мм, z=6-12, φ=5°, 15°, 45°; машинные насадные цельные под оправку (Рис.5.3) с d=25-50, z=3-12,  =5°, 15°, 45°; машинные со вставными ножами из быстрорежущей стали с коническим хвостовиком
=5°, 15°, 45°; машинные со вставными ножами из быстрорежущей стали с коническим хвостовиком
(Рис.5.4) с d=32-50мм, z=6, φ=5°, 15°, 45°; ручные цилиндрические с
152
цилиндрическим хвостовиком (Рис.5.5) с d=1-71мм, z=4-12, φ=1-1,5° с прямыми
или винтовыми канавками и фрезерованным под вороток концом хвостовика.
Рис.5.5. Ручные цилиндрические развертки с цилиндрическим хвостовиком
5.2 Выбор основных параметров
Основные параметры развертки определяются исходными параметрами отверстия в детали, а именно:
1.Материалом детали;
2.Диаметром d отверстия;
3.Длиной отверстия;
4.Квалитетом точности;
5.Шероховатостью поверхности стенок отверстия;
6.Характером расположение отклонения от номинала.
Выбор величины d калибрующей части. Диаметр d калибрующей части развертки равен номинальному диаметру D отверстия. Отклонение от номинала диаметра d в системе отверстия с отклонением H определяются по таблице 5.1.
153
|
|
|
|
|
|
|
|
Таблица 5.1 |
|
|
Допуски на наружный диаметр развертки, мкм |
|
|||||||
Диаметр |
|
|
Поле допуска обрабатываемого отверстия |
|
|||||
развертки d,мм |
Н6 |
Н7 |
|
Н8 |
Н9 |
Н10 |
|
Н11 |
Н12 |
От 1 до 3 |
+5 |
+8 |
|
+11 |
+21 |
+34 |
|
+51 |
+85 |
+2 |
+4 |
|
+6 |
+12 |
+20 |
|
+30 |
+50 |
|
|
|
|
|||||||
Св. 3 до 6 |
+6 |
+10 |
|
+15 |
+25 |
+40 |
|
+63 |
+102 |
+3 |
+5 |
|
+8 |
+14 |
+23 |
|
+36 |
+60 |
|
|
|
|
|||||||
Св. 6 до 10 |
+7 |
+12 |
|
+18 |
+30 |
+49 |
|
+76 |
+127 |
+3 |
+6 |
|
+10 |
+17 |
+28 |
|
+44 |
+74 |
|
|
|
|
|||||||
Св. 10 до 19 |
+9 |
+15 |
|
+22 |
+36 |
+59 |
|
+97 |
+153 |
+5 |
+8 |
|
+12 |
+20 |
+34 |
|
+54 |
+90 |
|
|
|
|
|||||||
Св. 19 до 32 |
+11 |
+17 |
|
+28 |
+44 |
+71 |
|
+110 |
+178 |
+6 |
+9 |
|
+16 |
+25 |
+41 |
|
+64 |
+104 |
|
|
|
|
|||||||
Св. 32 до 50 |
+13 |
+21 |
|
+33 |
+52 |
+85 |
|
+136 |
+212 |
+7 |
+12 |
|
+19 |
+30 |
+50 |
|
+80 |
+124 |
|
|
|
|
|||||||
Св. 50 до 80 |
+16 |
+25 |
|
+39 |
+62 |
+102 |
|
+161 |
+255 |
+9 |
+14 |
|
+22 |
+36 |
+60 |
|
+94 |
+150 |
|
|
|
|
|||||||
Св. 80 до 120 |
+18 |
+29 |
|
+45 |
+73 |
+119 |
|
+187 |
+297 |
+10 |
+16 |
|
+26 |
+42 |
+70 |
|
+110 |
+174 |
|
|
|
|
|||||||
Так, для отверстия D=d=50мм при отклонении H11 имеем: |
|
|
|||||||
|
|
|
|
d 50 00..13608 |
|
|
|
|
|
откуда |
|
|
|
dmax=50,136мм |
|
|
|
|
|
|
|
|
|
dmin=50,08мм |
|
|
|
|
|
сдопуском на изготовление То=0,136-0,080=0,056мм
Чтобы уменьшить номенклатуру разверток, заводы-изготовители выпускают внутри одного номинального размера шесть номеров разверток под доводку (Табл.5.2.). Из этих шести номеров выбирают ту развертку, которая ближе подходит по величине и характеру отклонений.
Так, при обработке отверстия D=50мм с отклонением Н11 подходит развертка №6, у которой:
D 50 00..18152
Прошлифовав эту развертку по ленточке калибрующей части, получим искомый размер:
d 50 00..13608

154
Величина отклонений на диаметр d калибрующей части определяется с
учетом допуска Т на диаметр отверстия D, верхней Р1 и нижней Р2 разбивки
развертки, а также допуска Ти на износ инструмента.
|
Величины отклонений в мкм на развертки |
Таблица 5.2 |
||||||||||||||||
|
|
|
|
|
|
|||||||||||||
в диапазоне диаметров 40-50мм под доводку |
|
|
|
|||||||||||||||
Номер разверток → |
|
№1 |
|
№2 |
|
№3 |
|
№4 |
|
№5 |
|
№6 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
+123 |
+180 |
|||
Величины |
|
|
|
|
|
|
|
|
|
+86 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
отклонений мкм на |
|
|
|
|
|
|
+64 |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
развертки под |
|
|
|
+42 |
|
|
|
|
|
|
+152 |
|||||||
|
|
|
|
|
|
|
|
|
|
+98 |
||||||||
доводку |
+21 |
|
|
|
+64 |
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
→ |
|
|
|
+48 |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
+30 |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
+9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Величина поля |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
допуска на |
12 |
|
12 |
|
16 |
|
22 |
|
|
25 |
|
28 |
|
|||||
изготовление, мкм |
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Возможные поля |
N7, M7, |
Js6, Js7, |
H8, H9, |
F7, F8 |
|
F9, |
H11, D8, |
|||||||||||
допусков отверстий |
K6, K7 |
H6, H7 |
|
G7 |
|
E8,E9 |
|
D9 |
||||||||||
|
|
|
|
|
|
|||||||||||||
Величины Р1 и Р2 даются в таблице 5.3. и зависят от разбивки шпинделя станка и способа крепления развертки в шпинделе, а величина Ти – от возможных прошлифовок развертки по наружному d и величины угла 
 обратного конуса на калибрующей части.
обратного конуса на калибрующей части.
Таблица.5.3 Допуски радиального биения зубьев калибрующей части разверток, мкм
|
|
Для разверток доведенных |
|
Для разверток с |
|||
d,мм |
|
|
припуском под доводку |
||||
|
|
|
|
|
|||
|
Поле допуска развертки |
|
Номер развертки |
||||
|
|
|
|||||
|
Н6 |
Н7;Н8 |
Н9;Н10 |
|
Н11 |
1-3 |
4-6 |
|
|
Развертки быстрорежущие |
|
|
|||
От 3 до 10 |
6 |
8 |
10 |
|
12 |
10 |
12 |
Св. 10 до 30 |
8 |
10 |
12 |
|
16 |
12 |
16 |
Св. 30 |
10 |
12 |
16 |
|
20 |
16 |
20 |
|
|
Развертки цельные твердосплавные |
|
|
|||
От 1 до 6 |
- |
6 |
8 |
|
- |
8 |
10 |
От 1 до 6 |
- |
6 |
8 |
|
- |
8 |
10 |
Св. 6 до 10 |
- |
8 |
10 |
|
- |
10 |
12 |
Св. 10 до 12 |
- |
10 |
12 |
|
- |
12 |
16 |
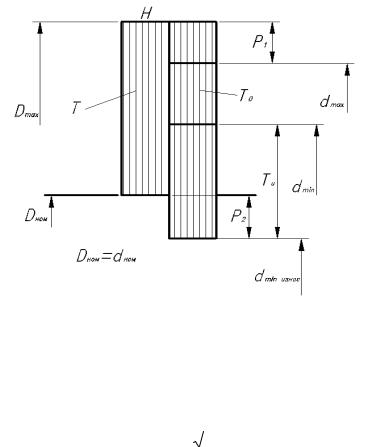
Определение диаметра калибрующей части развертки осуществляется с учетом поля допуска на отверстие и значений разбивок Р1 и Р2 по рис.5.6 на котором наибольшее и наименьшее значение диаметра отверстия обозначены
Dmax и Dном; наибольшее и наименьшее значение диаметра развертки на
155
калибрующей части – dmax и dmin, а ниаменьший диаметр изношенной развертки – dизн. На рис. 5.6 обозначено:
Т - поле допуска на отверстие;
P1 – разбивка верхняя;
T0 – поле допуска на d развертки;
P2 – нижняя разбивка изношенной развертки;
Ти - поле допуска на износ.
Рис.5.6.Схема построения полей допусков на диаметр d калибрующей части развертки
(система отверстия, отклонения по Н)
Выбор числа зубьев. Число зубьев z разверток можно найти по формуле
[1]: |
|
|
|
z 1,5 |
|
m , |
(5.1) |
d |
|||
где d – диаметр калибрующей части, m=2 (для черновых разверток), |
m=4 (для |
||
чистовых разверток). Число зубьев разверток является четным числом (4, 6, 8, 10, 12).
Число z зубьев развертки можно также выбрать по таблице 5.4, зная номинальный диаметр развертки и её тип.
Определение окружного шага ω зубьев разверток. Окружной шаг ω выбирается в зависимости от заданной шероховатости стенок отверстия детали:
а) если шероховатость поверхности не ниже 1,25, то окружной шаг равен
ω=360/z;

156
б) если шероховатость в пределах 0,63-1,25, то окружные противоположные углы равны, а их величины выбирают из таблицы 5.5;
в) при шероховатости ниже 0,63 все окружные шаги выбирают разными,
величина ω окружных углов отличаются на 1-2°.
а) если шероховатость поверхности не ниже 1,25, то окружной шаг равен
ω=360/z;
б) если шероховатость в пределах 0,63-1,25, то окружные противоположные углы равны, а их величины выбирают из таблицы 5.5;
в) при шероховатости ниже 0,63 все окружные шаги выбирают разными,
величина ω окружных углов отличаются на 1-2°.
Таблица 5.4
Числа зубьев развертки
Тип развёртки |
|
|
d,мм |
|
|
|
3 – 10 |
11 – 19 |
19 – 32 |
32 – 45 |
45 – 50 |
||
|
||||||
Ручные с прямыми канавками |
6 |
8 |
10 |
12 |
14 |
|
Машинные с прямыми канавками |
6 |
8 |
10 |
12 |
- |
|
Машинные насадные |
- |
- |
10 |
10 |
14 |
|
Сборные хвостовые |
- |
- |
6 |
8 |
10 |
|
Сборные насадные |
- |
- |
- |
8 |
8 |
|
Ручные разжимные |
6 |
8 |
8 |
10 |
12 |
При выборе окружных шагов можно использовать данные таблицы 5.5. с
учетом рисунка 5.7.
Рис. 5.7. Неравномерная разбивка шага зубьев развертки
Определение геометрических параметров развертки. К геометрическим параметрам развертки относятся: α – задний угол режущей части; γ – передний угол; φ – угол заборного конуса; β – угол наклона канавок; φ1 – угол обратного конуса на калибрующей части. Выбор (определение) этих углов зависит от марки обрабатываемого материала, длины инструмента, заданной чистоты обработки.