

295
Индикатор приспособления показывает погрешности, возникающие при повороте и замене пластин при схеме их крепления, показанной на рис. 10.9, а.
Результаты работы и расчеты записывают в табл. 10.3.
7. С использованием данных лабораторной работы № 1 рассчитывают точности позиционирования для каждой из конструкций резцов.
Содержание отчета. В отчете указывают цель и содержание работы, эскизы инструмента и приспособлений, методику выполнения работы, запись результатов измерений (табл. 10.3) и выводы, подкрепленные расчетными и экспериментальными
10.5Вопросы для контроля
1.Какая схема установки и класс допусков пластин пригодны для бесподналадочной замены многогранных твердосплавных пластин?
Варианты ответов: 1) схема установки на рис. 10.9, а, пластина класса допуска М; 2) схема установки на рис. 10.9, б, пластина класса допуска U; 3) схема установки на рис. 10.9, в, пластина класса допуска А; 4) схема установки на рис. 10.9, я, пластина класса допуска А; 5) схема установки на рис. 10.9, 6,
пластина класса допуска F.
2. Какая из пластин пригодна для бесподналадочной замены ее в режущих инструментах?
Варианты ответов: 1) пятигранная класса допуска U; 2) трехгранная класса допуска М; 3) трехгранная класса допуска U; 4) четырехгранная класса допуска М; 5) пятигранная класса допуска А.
Дополнительный вариант выполнения лабораторной работы
Цель работы – исследование влияния точности многогранных пластин на точность позиционирования резцов при бесподналадочной замене пластин.
Отличие данной работы от основного варианта следующее.
296
1.Исследуют только резец 1 (см. рис. 10.9. а).
2.Применяют две пластины класса допуска Μ или U. В работе
требуется рассчитать зависимость точности позиционирования резцов от
точности пластин при их повороте и замене.
Методика выполнения работы, запись результатов и требования к оформлению отчета аналогичнытребованиям основного варианта лабораторнойработы.
10.6 Лабораторная работа
«Исследование влияния конструкций и точности изготовления присоединительных поверхностей в инструментальных блоках для станков с ЧПУ на точность позиционирования инструмента»
Работа раскрывает источники погрешностей позиционирования инструмента, установленного в переходные втулки и державки подсистемы вспомогательного инструмента для станков с ЧПУ, и их зависимость от конструкции и точности изготовления присоединительных поверхностей инструментальных блоков. Для того чтобы выдержать требуемую точность позиционирования, необходимо правильно выбрать конструкцию и точность изготовления режущего и вспомогательного инструмента.
Цель и задачи работы. Цель работы – исследование влияния конструкции присоединительных поверхностей режущего и вспомогательного инструмента, а также точности их изготовления на точность позиционирования инструмента в инструментальных блоках.
В задачу работы входит изучение конструкций вспомогательного инструмента для станков с ЧПУ и приобретение навыков их исследования и обработки полученных экспериментальных данных.
Необходимое оборудование, инструменты и приборы. Для выполнения лабораторной работы необходимо следующее оборудование.
1.Горизонтально-фрезерный станок 6Р82 (6Р82Г) или другой модели со шпинделем, имеющим внутренний конус 50.
297
2.Переходная втулка с конусом 50 для инструментов с конусом Морзе 3 с лапкой.
3.Контрольная цилиндрическая оправка №1* общей длиной 225мм и диаметром 23,9мм с конусом Морзе 3 с лапкой. Биение цилиндрической части оправки относительно конуса Морзе не должно превышать 0,01мм. Степень точности конуса Морзе - АТ6.
*Указанные номера маркируются на оправках для выполнения лабораторной работы.
4.Контрольная цилиндрическая оправка № 2, аналогичная п. 3 с конусом Морзе 3 степени точности АТ7.
5.Контрольная цилиндрическая оправка № 3, аналогичная п. 3 с конусом Морзе 3 степени точности АТ8.
6.Державка с конусом 50 для регулируемых патронов, втулок и оправок с цилиндрическим отверстием диаметром 36мм.
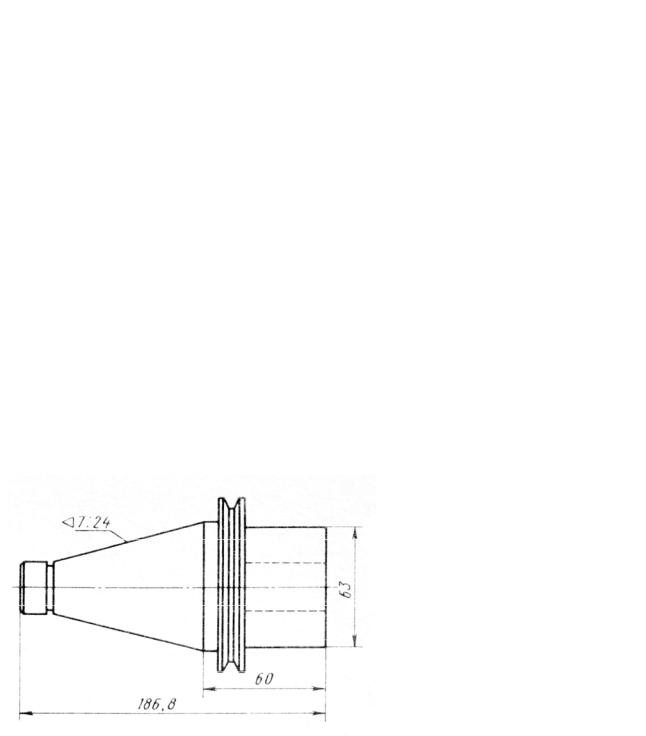
Габаритные размеры переходной втулкии державкиприведенына рис. 10.11.
Рис.10.11 Размеры переходной втулки и державки
7.Цилиндрическая оправка
№ 4 общей длиной 225мм и
диаметром 23,9мм с
цилиндрическим хвостовиком
диаметром 36 00,,0102 длиной
116мм (см. рис. 10.4). Биение диаметра оправки относительно хвостовика – не
более 0,01мм.
8.Контрольная цилиндрическая оправка № 5, аналогичная п. 7, с хвостовиком диаметром 36 00,,0304 мм.
9.Контрольная цилиндрическая оправка № 6, аналогичная п. 7, с хвостовиком диаметром 36 00,,0607 мм.
298
10.Индикатор с ценой деления 0,002мм для измерения биения внутренних цилиндрических поверхностей, со стойкой.
11.Индикатор с ценой деления 0,002мм для измерения биения наружных цилиндрических поверхностей, со стойкой.
Методика выполнения работы.
1.С хобота станка снимают кронштейн с подшипниками и сдвигают его в направлении шпинделя в крайнее положение.
2.Проворачивая вручную шпиндель, индикатором для измерения биения внутренних поверхностей измеряют биение конуса 7 : 24 в шпинделе станка на расстоянии 5мм от торца шпинделя. Результаты записывают.
3.Устанавливают в шпиндель станка переходную втулку с конусом 50 и
затягивают ее.
4.Проворачивая вручную шпиндель, индикатором измеряют биение конуса Морзе в переходной втулке на расстоянии 5мм от ее торца. Величину биения записывают. Биение конуса Морзе является результатом биения конического отверстия в шпинделе станка, биения отверстия с конусом Морзе 3 в пере-
ходной втулке относительно хвостовика с конусом 50 (не более 0,01мм) и
биения от перекоса оси втулки при сопряжении конических поверхностей шпинделя и переходной втулки, вызванного угловыми погрешностями конусов
7 : 24.
Величина перекоса осей при сопряжении конических поверхностей шпинделя и переходной втулки может быть рассчитана. Обозначим биение конического отверстия в шпинделе – δ ш, а биение конического отверстия в переходной втулке – δΒ. Величина вылета переходной втулки относительно торца шпинделя составляет 60мм.
Перекос оси втулки θ'в при вылете ее относительно шпинделя равном 60мм
В/ |
|
В Ш 0,01 |
(10.2) |
|
|||
|
2 |
|
|
299
При пересчете на вылет 100мм перекос θ = θ'ΒΑ, где A – передаточное отношение, А = 100 : 60 = 1,67 (пересчет биения с вылета 60мм на вылет 100мм).
5. Устанавливают в переходную втулку контрольную оправку № 1 и измеряют ее биение δ01 на расстоянии 100мм от торца втулки. Биение контрольной оправки является результатом биения конического отверстия во втулке, биения цилиндрической части относительно конуса Морзе (не более 0,01мм), перекоса оси переходной втулки относительно конуса шпинделя и перекоса поверхностей конусов Морзе при их сопряжении.
Перекос оси, мкм/мм, оправки от погрешностей изготовления конусов Морзе:
01 |
|
01 В 0,01 2 А1 |
(10.3) |
|
|||
|
2 |
|
|
где Α1 – передаточное отношение, равное расстоянию от торца шпинделя до сечения контрольной оправки, в котором измерялось ее биение, Α1 = 160/100 = 1,6.
6.Выполняют действия, аналогичные п. 5, но с контрольными цилиндрическими оправками № 2 и 3. Рассчитывают перекос оси оправок θ02 и
θ03 в зависимости от точности изготовления конусов Морзе.
7.На основании результатов расчетов, выполненных в п. 5, определяют влияние точности изготовления конусов Морзе на инструментах на точность их позиционирования и составляющие погрешностей позиционирования инструментального блока.
8.В шпиндель станка устанавливают и фиксируют (затягивают) державку с конусом 50, и индикатором измеряют биение бд отверстия диаметром 36мм на расстоянии 5мм от торца державки. Это биение является результатом: биения отверстия с конусом 7:24 в шпинделе станка, биения отверстия диаметром 36мм относительно конуса державки (не более 0,01мм) и биения от перекоса оси державки, вызванного угловыми погрешностями конусов 7:24 при сопряжении их поверхностей. Т.к. габаритные размеры державки такие же, как размеры переходной втулки, величины θ'Д и θД рассчитывают аналогично п. 4.
300
9.В отверстие державки устанавливают и закрепляют контрольную оправку № 4 и измеряют ее биение δ04 на расстоянии 100мм от торца державки.
Величину биения записывают. Это биение является результатом биения отверстия с концом 7 : 24 в шпинделе станка, биения отверстия диаметром
36мм относительно конуса хвостовика оправки (не более 0,01мм), перекоса оси державки θД, биения контрольной оправки относительно ее цилиндрического хвостовика (не более 0,01мм) и биения при сопряжении цилиндрических поверхностей диаметром 36мм державки и контрольной оправки.
|
|
Таблица 10.4 |
||
|
|
|
|
|
№ |
|
Измеряемый или рассчитываемый параметр |
Полученное |
|
по |
|
значение |
||
|
Формула для расчета |
|||
пор. |
|
диаметра, мм |
||
|
|
|||
1 |
Биение отверстия с конусом 7 : 24 в шпинделе станка на расстоянии 5мм от торца: δш |
|
||
2 |
Биение отверстия с конусом, Морзе 3 в переходной втулке на расстоянии 5мм от |
|
||
торца втулки: δΒ |
|
|||
|
|
|||
3 |
Биение отверстия с конусом Морзе 3 относительно хвостовика с конусом 7 : 24 |
0,01 |
||
переходной втулки |
||||
|
|
|||
4 |
Вылет торца переходной втулки относительно торца шпинделя |
60 |
||
5 |
Величина перекоса оси втулки вследствие погрешностей изготовления конусов 7 : 24 |
|
||
при их сопряжении и вылете 60мм: θВ (см. формулу 10.2) |
|
|||
|
|
|||
6 |
Пересчет величины перекоса оси втулки |
|
||
при величине вылета 100мм θВ =θ'В х 1,67 |
|
|||
|
|
|||
7 |
Биение δ01 |
контрольной оправки № 1 при установке ее во втулку |
|
|
8 |
Величина перекоса оси оправки Ν- 1 от погрешностей изготовления конусов Морзе |
|
||
θ01, мкм/мм (см. формулу 10.3) |
|
|||
|
|
|||
9 |
Биение δ02 |
для оправки № 2 (см. п. 7) |
|
|
10 |
Перекос θ02 для оправки № 2 (см. п. 8) |
|
||
11 |
Биение δ03 |
для оправки № 3 (см. п. 7) |
|
|
12 |
Перекос θ03 для оправки № 3 (см. п. 8) |
|
||
13 |
Биение δД |
отверстия диаметром 36мм в державке с конусом 50, установленной в |
|
|
шпинделе станка на расстоянии 5мм от торца державки |
|
|||
14 |
Биение отверстия диаметром 36мм относительно хвостовика с конусом 50 державки |
0,01 |
||
15 |
Величина перекоса оси державки вследствие погрешностей изготовления конусов |
|
||
7 : 24 при их сопряжении и вылете 60мм: θД (см. формулу 10.2) |
|
|||
16 |
Пересчет величины перекоса оси державки при величине вылета 100мм: θД= θ' · 1,67 |
|
||
17 |
Биение δ04 |
контрольной оправки № 4, установленной в державку, на расстоянии |
|
|
100мм от торца державки |
|
|||
18 |
Биение бчц контрольной оправки № 4 при сопряжении цилиндрических поверхностей |
|
||
(см. формулу 10.5) |
|
|||
19 |
Биение δ05 |
оправки № 5 (см. п. 17) |
|
|
20 |
Биение δ5Ц для оправки № 5 (см. п. 18) |
|
||
21 |
Биение δ06 |
оправки № 6 (см. п. 17) |
|
|
22 |
Биение δ6Ц для оправки № 6 (см. п. 18) |
|
||
Биение контрольной оправки № 4 при сопряжении цилиндрических
поверхностей
δчц = δ04 - (δш+ 0,02 + θДА1), |
(10.4) |