

211
имеется градусная шкала (рис. 7.1.12 и 7.1.13). Величину спада К1 задней по-
верхности зуба определяют индикатором 3 при повороте метчика на угол θ = 10-15º.
Задний угол: tg K1360 ,
d
где d- диаметр метчика.
Полученное значение заднего угла α сравнивают с заданным значением и определяют соответствие метчика по данному параметру техническим требованиям,
по которым отклонение величины заднего угла не должно превышать ± 1°.
Величину биения режущих кромок метчика измеряют в центрах с помощью индикатора на стойке с точностью
0,01мм. Биение режущей части по наружному диа-
метру не должно превышать 0,03мм для метчиков диаметром до
24мм и 0,04мм для метчиков диаметром свыше 24мм.
Шероховатость заточенной поверхности должна быть не ниже Ra 1,25 мкм.
7.1.3Вопросы для контроля
1.Вид задней поверхности на режущей части метчика.
Варианты ответов: 1. цилиндрическая; 2. плоская; 3. коническая; 4.
цилиндрическая архимедова поверхность; 5. винтовая архимедова поверхность.

212
2. Определите величину припуска, снимаемого при затачивании задней поверхности метчика М20, при износе по передней поверхности 0,25мм и по задней 0,5мм:
Варианты ответов: 1. 1,0мм; 2. 0,8мм; 3. 0,6мм; 4. 0,35мм; 5. 0,25мм
7.1.4 Лабораторная работа
«Формообразование передней поверхности метчика»
Формируют передние поверхности на универсально-заточном станке.
Объектами изучения являются машинно-ручные метчики М12-М24.
Для выполнения работы необходимы шлифовальные круги
соответствующих характеристик, центровые бабки с центрами,
микрометрическая упорка, шаблон-центроискатель, штангенрейсмус,
штангенциркуль.
Методика выполнения работы 1.Формирование передней поверхности метчиков производят на универсально-заточном станке рис. 7.1.14.
Рис. 7.1.14 Заточку передней поверхности метчиков производят на универсально-заточном станке мод.3В642

213
Для этой цели метчик устанавливают в центрах, закрепленных на столе станка.
На столе станка устанавливают и закрепляют микрометрическую упорку, которая служит для фиксирования зубьев метчика при обработке в определенном положении
(рис.7.1.15б).
Рис. 7.1.15Схема установкиметчикапри формообразованиипереднейповерхности
С помощью этой упорки 1 осуществляют также поперечную подачу путем поворота метчика в направлении к кругу.
а) установка исходного положения оси метчика 2 относительно торца шлифовального круга с помощью шаблона-центроискателя 1;
б) положение метчика при заточке передней поверхности, выдвигающаяся часть упорки 1. Перед настройкой необходимо установить шлифовальный круг с помощью шаблона-центроискателя 1 в положение (рис. 7.1.15 а), при котором его торец совпадает с осью метчика. Для этого шаблон-центроискатель устанавливают на цилиндрическую часть хвостовика метчика 2 и перемещают стол станка рукояткой поперечной подачи до тех пор, пока не будет просвета между торцевой поверхностью шлифовального круга и установочной

214
поверхностью шаблона-центроискателя (рис. 7.1.16).
Рис. 7.1.16 Установка начального положения метчика
Для получения заданного переднего угла γ необходимо рабочий торец шлифовального круга сместить на величину h относительно оси метчика (рис. 7.1.15 б).
Величина смещения h d sin , где d– наружный диаметр резьбы
2
метчика.
После установки величины смещения h стол станка больше не перемещают. Поперечную подачу осуществляют только с помощью упорки 1 с
микрометрическим винтом.
2. Выбрав и установив шлифовальный круг – 1Т(ЧК)150х40х32 25А 1625П СМ1 7 К5, обрабатывают переднюю поверхность метчика.
Подачу на врезание 0,01-0,04мм/дв.ход обеспечивают за счет микрометрического винта упорки, продольная подача – 2-4м/мин, частота вращения круга 3710об/мин. После обработки рассчитываюттеоретическое числопереточек.
3. Контролируют передний угол и биение режущих кромок метчика можно производить непосредственно на станке (рис. 7.1.17).
215
|
Рис. 7.1.17Контрольвеличиныпереднего угламетчикана станке |
|
|||
|
Передний угол γ |
проверяют |
|
|
|
штангенрейсмусом при |
установке |
|
|
|
|
метчика в центрах приспособления |
|
|
|
||
для контроля (рис. 7.1.18). |
|
|
|
||
|
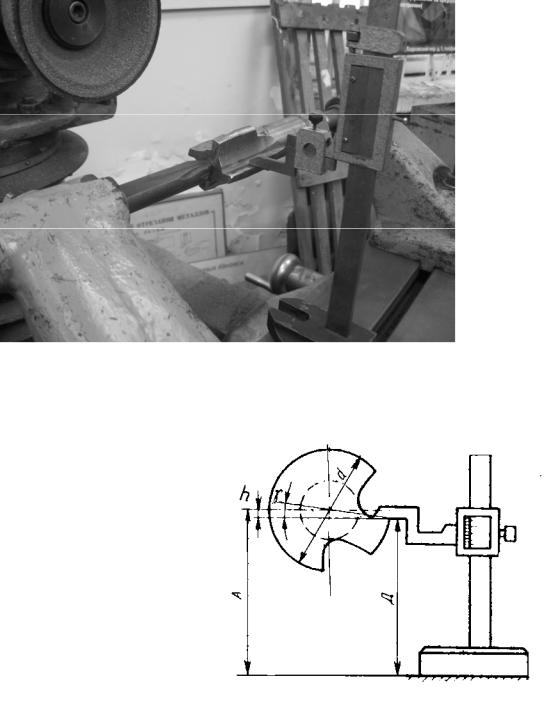
Штангенрейсмус настраивают |
|
|
|
|
на размер: Д= A- h , |
|
|
|
|
|
где A - расстояние от поверхности, |
|
|
|
||
на |
которой |
установлен |
|
|
|
штангенрейсмус, до оси центров, в |
|
|
|
||
которых установлен метчик; |
|
|
|
||
h - величина смещения торца шли- |
Рис.7.1.18 Схема контроля переднего угла |
γ |
|||
|
|
|
|||
фовального круга. |
|
|
|
|
|
|
Передняя поверхность метчика должна совпадать с измерительной |
||||
поверхностью ножки штангенрейсмуса. |
|
||||
|
При их несовпадении измеряют фактическую величину размера Дф и |
||||
определяют полученный угол:sin Ф |
2 A ДФ |
, |
|
||
|
|
||||
|
|
|
d |
|
|