30. Общие правила выбора технологической оснастки.
Тех. оснастка, применяемая для установки базирования и крепления заготовок при их обработке, разделяется на 2 группы:
1) Спец оснастка;
2) Универсальная оснастка.
Спец оснастка – проектируется в случае, если невозможно применить универсальную и она предназначается для изготовлении определенного изделия или для выполнения одной или нескольких операций тех процесса.
Универсальная оснастка может применяется при изготовлении различных деталей изделия и к ней относятся: универсальные токарные патроны, поворотные и делительные столы на фрезерных станках.
Выбор вида тех оснастки проводится с учетом:
- конструкторско-технологических характеристик, обрабатываемых изделий (точность обработки, габаритные размеры, материал).
- планово-экономических требований к оснащаемой операций (годовой объем выпуска изделий, продолжительность выпуска, трудоёмкость операций).
- организационно-технических условий выполнения операций (вид оборудования, форма реализации производственного процесса).
При обосновании выбора тех оснастки определяют экономический эффект по формуле:

 -
норма времени на выполнение операции
для сравниваемых вариантов оснастки
[мин];
-
норма времени на выполнение операции
для сравниваемых вариантов оснастки
[мин];
 -
удельная сметная стоимость расходов
по эксплуатации оборудовании на данной
операции (стоимость электроэнергии,
амортизация) [руб/мин];
-
удельная сметная стоимость расходов
по эксплуатации оборудовании на данной
операции (стоимость электроэнергии,
амортизация) [руб/мин];
 -
тарифная з/п производственного рабочего
[руб/мин];
-
тарифная з/п производственного рабочего
[руб/мин];
 -
годовой объем выпуска изделий.
-
годовой объем выпуска изделий.
Составляя экономию текущих затрат с единовременными затратами на проектирование и изготовление спец оснастки решается вопрос о целесообразности применения оптимального варианта оснастки.
31. Организация процессов освоения производства новой продукции.
Освоение производства это начальный период промышленного производства новой продукции, в течение которого достигаются запланированные технико-экономические показатели.
Период освоения производства начинается изготовление опытного образца новой продукции и завершается началом многосерийного или массового производства.
Период освоения новой продукции:
Отладка и доводка новой конструкции изделия.
Внедрение и отладка новых тех процессов, освоение рабочими новой тех операции, трудовых приемов и навыков.
Техническое освоение – предусматривает достижение технических параметров конструкции изделия, определенных стандартами и тех условиями.
Производственное освоение – достижение запланированных объемов выпуска продукции при заданном качестве и ритмичности.
Экономическое освоение – достижение запланированных экономических показателей по себестоимости, прибыли и рентабельности производства новой продукции.
3 метода перехода на выпуск новой продукции:
а) последовательный;
б) параллельный;
в) параллельно-последовательный.
а) Последовательный- характеризуется тем, что производство новой продукции начинается после полного прекращения выпуска старой продукции и имеет вид:
Nпл
 -
плановый выпуск изделий (суммарный);N1
– выпуск
старой продукции;N2
– выпуск новой продукции.
-
плановый выпуск изделий (суммарный);N1
– выпуск
старой продукции;N2
– выпуск новой продукции.
Недостатки: снижение объема производства до 0 в период освоения новой продукции.
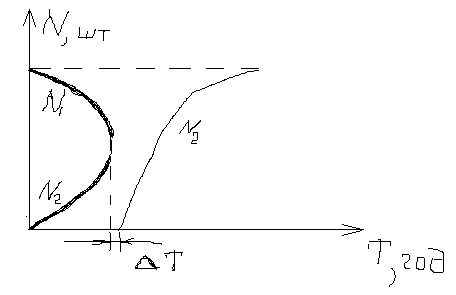
б) Параллельный- характеризуется постепенным замещением снимаемой с производства продукции вновь осваиваемой, где одновременно, сокращается производство старой продукции и происходит наращивание выпуска новой продукции.
Достоинства: сокращение или незначительное уменьшение суммарного объема выпуска продукции.
в) Параллельно- последовательный- применяется в массовом производстве при освоении новой продукции, существенно отличающейся по конструкции от снимаемой с производства. При этом на предприятии создаются дополнительные мощности, на которых начинается освоение нового изделия (где отрабатывается тех процессы, производится квалифицированная подготовка персонала, организуется выпуск новой продукции).
После производится кратковременная остановка, как в основном производстве, так и на дополнительных участках, в течение которой осуществляется перепланировка оборудования. При этом оборудование дополнительных цехов передается в основные.