

16. Непрерывно-поточные линии с рабочим конвейером.
Непрерывно-поточные линии с рабочим конвейером оснащающиеся механическим транспортером, которые перемещают обрабатываемые изделия вдоль линии, регламентируют ритм работы линии и служат местом выполнения операции.
Такие линии применяются для сборки и сварки изделий при достаточно больших программных заданиях.
Операции выполняются непосредственно на конвейере с одной или двух сторон в порядке следования технологических операций. Изделия на конвейере расставляются друг от друга на расстоянии шага конвейера.
Различают поточные линии с непрерывным и прерывным (пульсирующим) движением конвейера.
В первом случае операции выполняются во время движения конвейера, во втором – в период его остановки.
Пульсирующие конвейеры применяются на операциях требующих особой точности, или когда скорость движения конвейера больше допустимой.
Шаг
конвейера определяется из габаритных
размеров изделий. Если изделие небольшое,
шаг принимают
 при одностороннем расположении рабочих
мест, или
при одностороннем расположении рабочих
мест, или
 при двухстороннем расположении.
при двухстороннем расположении.
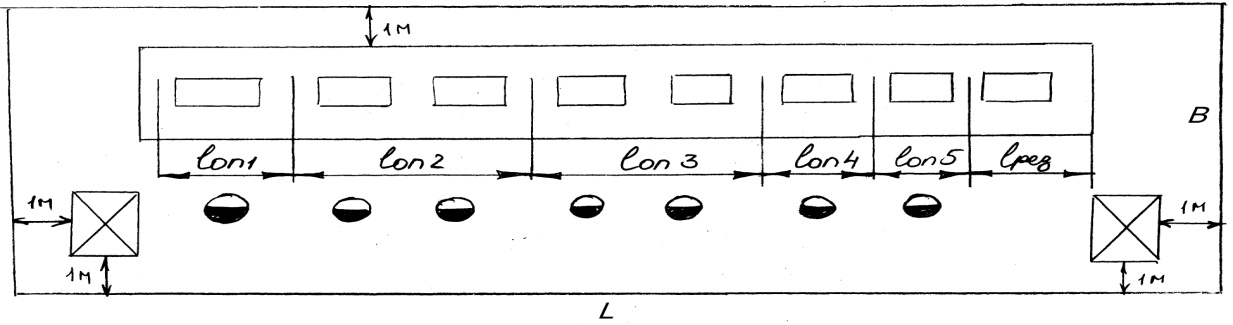
Участок
рабочего конвейера, на котором выполняется
операция, называется рабочей зоной
операции. Длина рабочей зоны каждой
операции: .
.
Для
операций со значительными колебаниями
времени определяется резервная зона: ,
где
,
где
 – число резервных делений, которые
необходимо добавить к длине рабочей
зоны операции:
– число резервных делений, которые
необходимо добавить к длине рабочей
зоны операции:
 (округляется до
целого).
(округляется до
целого). ,
,
 – максимальная и
минимальная нормы времени на i-й
операции.
– максимальная и
минимальная нормы времени на i-й
операции.
Длина рабочей части конвейера:
 ,
где
-
число операций на линии,
,
где
-
число операций на линии,
 – число резервных зон.
– число резервных зон.
|
Для обеспечения бесперебойной работы на непрерывно-поточных линиях создаются заделы (производственные запасы): технологический, транспортный и страховой.
Технологический
задел – количество изделий, находящихся
в процессе обработки на рабочих местах:
 ,
где
– количество изделий в транспортной
партии.
,
где
– количество изделий в транспортной
партии.
Транспортный задел – количество изделий, находящихся в процессе транспортировки:
 ,
где
,
где
 – длина шага конвейера.
– длина шага конвейера.
Для
поточных линий с рабочим конвейером
 =
=
 .
.
Страховой задел создаётся в целях обеспечения непрерывной работы линии из-за возможной задержки поставки заготовок по организационно-техническим причинам:
 ,
где
,
где
 –
выпуск изделий в смену.
–
выпуск изделий в смену.
17. Прерывно-поточные (прямоточные) линии.
ППЛ применяются на участках механической обработки деталей, когда средний коэф. загрузки раб. мест <80%, где имеет место недогрузка оборудования из-за несинхронности операций.
Вследствие различной трудоемкости операций возникают межоперационные оборотные заделы.
Для обеспечения ритмичной работы прямоточных линий разрабатывается регламент её работы по укрупнённому ритму, который предусматривает:
а) величину укрупнённого ритма;
б) порядок работы на каждом рабочем месте;
в) последовательность и периодичность перехода рабочих-совместителей по обслуживанию станков
г) размер и динамику оборотных заделов.
Под укрупнённым ритмом понимается установленный период времени, в течение которого на линии осуществляется выработка продукции в количестве, соответствующем плановому заданию на этот период. Рекомендуется принимать величину укрупнённого ритма 2,4,8 часов.
На 1-ом этапе рассчитывается: такт, количество рабочих мест, коэф. загрузки рабочих мест. Если средний коэф. загрузки рабочих мест <80%, то применяется ППЛ.
Для организации работы прямоточной линии составляется план-график её работы по укрупнённому ритму, который имеет вид:
№ операции |
|
|
|
№ рабочего места |
|
Рабо-чие |
График работы
|
1 |
1.9 |
1.19 |
2 |
1 2 |
100%
19% |
А
Б |
|
2 |
1.1 |
0.69 |
1 |
1 |
69% |
В |
|
3 |
2.1 |
1.31 |
2 |
1 2 |
100%
31% |
Г
В |
|
4 |
1.3 |
0.81 |
1 |
1 |
81% |
Б |
|
 (норма времени,
мин)
(норма времени,
мин)

 ,
%
,
%
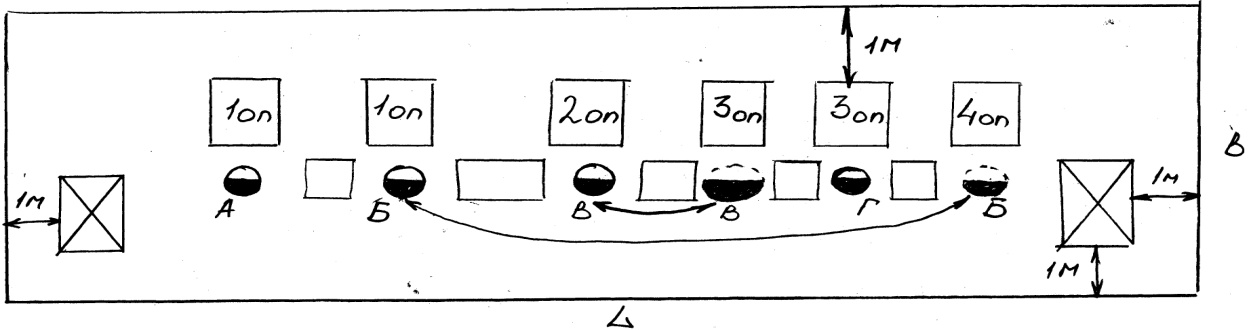
Недогруженные станки на 1-й и 4-й операции будет обслуживать один рабочий-совместитель Б, а на 2-й и 3-й операции – В.
Совмещаемые работы могут выполняться только в последовательности, определяемой планом-графиком работы линии.
На смежных операциях, вследствие различной их трудоёмкости, неизбежны межоперационные оборотные заделы, которые определяются как разность числа изделий, выработанных на смежных операциях за определённый период времени:
 ,
,
 – период времени,
в течение которого производительность
на смежных операциях постоянна, т.е.
число рабочих мест не меняется.
– период времени,
в течение которого производительность
на смежных операциях постоянна, т.е.
число рабочих мест не меняется.
 – количество
рабочих мест на смежных операциях.
– количество
рабочих мест на смежных операциях.
 – норма времени
на выполнение смежных операций.
– норма времени
на выполнение смежных операций.
Уровень межоперационных оборотных заделов в течение укрупнённого ритма будет изменяться от нуля до максимального.
По данной формуле строится динамика (эпюры динамики) оборотных заделов:
№ операции |
|
|
|
№ рабочего места |
|
Рабочие |
Динамика оборотных заделов
|
1 |
1.9 |
1.19 |
2 |
1 2 |
100 19 |
А Б |
|
|
|
|
|
|
|
|
|
2 |
1.1 |
0.69 |
1 |
1 |
69 |
В |
|
|
|
|
|
|
|
|
|
3 |
2.1 |
1.31 |
2 |
1 2 |
100 31 |
Г В |
|
|
|
|
|
|
|
|
|
4 |
1.3 |
0.81 |
1 |
1 |
81 |
Б |
|
 ,
мин
,
мин

 ,
%
,
%








Величина задела со знаком «+» означает возрастание его за расчетный период Т, т.к. предыдущая операция выдает больше изделий, чем может быть обработано на последующей.
Величина задела со знаком «-» означает убывание и необходимость создания его в начале периода.
Суммарная величина задела на поточной линии определяется по формуле:
 ,
где
,
где – величины начального и конечного
заделов первой эпюры.
– величины начального и конечного
заделов первой эпюры.
 – величины
начального и конечного заделов второй
эпюры.
– величины
начального и конечного заделов второй
эпюры.
 – величины
начального и конечного заделов последней
эпюры.
– величины
начального и конечного заделов последней
эпюры.
В
примере: .
.
|
18. Многопредметные поточные линии.+
МПЛ применяются в серийном производстве, где за каждой линией закрепляется несколько технологически однородных изделий. Эти линии подразделяются на групповые и переменно-поточные.
Групповые линии предназначены для обработки различных изделий, но имеющие одинаковые или кратные нормы времени на операциях, и оборудование работает без переналадки. Рабочие места оборудуются групповыми приспособлениями, необходимыми для обработки групп изделий, закрепленных за линией. Изделия передаются от станка к станку поштучно или партиями. Станки размещаются в последовательности операций. Если удается синхронизировать процессы, то линия работает так же как НПЛ в массовом производстве. Если нельзя синхронизировать, то внедряется групповая прямоточная линия.
Переменно-поточные линии предназначены для обработки различных изделий, имеющих одинаковый или сходный технологический маршрут, но разные некратные нормы времени на операциях. Изделия запускаются в производство последовательно чередующимися партиями согласно графику. При переходе от одной партии изделий к другой осуществляется переналадка оборудования. Для каждого наименования изделия рассчитывается свой такт.
Организация работы МПЛ включает:
Расчёт среднего или частных тактов;
Расчёт количества рабочих мест на линии;
Определение оптимального размера партии;
Составление плана-графика работы линии.
На групповых поточных линиях, где нормы времени на операциях при обработке разных изделий приблизительно одинаковы определяют средний такт:
 ,
, – действительный фонд времени работы
оборудования за плановый период.
– действительный фонд времени работы
оборудования за плановый период.
 – объём выпуска
– объём выпуска
 -х
изделий в плановом периоде.
-х
изделий в плановом периоде.
 – номенклатура
выпускаемых изделий.
– номенклатура
выпускаемых изделий.
Для переменно-поточных линий определяется частный такт- период времени через который должны выпуститься с линии изделия соответствующего наименования:
 ,
, – суммарное время по всем операциям
при изготовлении
-го
изделия.
– суммарное время по всем операциям
при изготовлении
-го
изделия.
 ,
,
 – норма времени на
-й
операции при изготовлении
-го
изделия.
– норма времени на
-й
операции при изготовлении
-го
изделия.
– число операций.
Количество рабочих мест на -й операции при изготовлении -го изделия:

Количество рабочих мест на одной и той же операции по разным изделиям может быть разным. Принимается максимальное количество.
Общее число рабочих мест:

Оптимальный размер партии, запускаемой на линию, определяется по формуле:
 ,
, – коэффициент допустимых потерь времени
на переналадку при смене очередной
партии изготовляемых изделий (
– коэффициент допустимых потерь времени
на переналадку при смене очередной
партии изготовляемых изделий ( ).
).
 – средние потери
времени на каждом рабочем месте при
переналадке оборудования, мин.
– средние потери
времени на каждом рабочем месте при
переналадке оборудования, мин.
–частотный такт поточной линии, мин.
План-график работы линии включает:
- расчет оптимального размера партий, очередность и периодичность их запуска в производстве
- определение необходимой величины заделов по видам (технологический, транспортный, межоперационный, страховой)
- составление графика переналадки оборудования на линии с учетом минимальных потерь на линии и полной загрузки оборудования.