

Способы подачи сож
Применяют следующие основные способы подач СОЖ в зону резания лезвийным инструментом:
свободно падающей струей;
напорной струей;
струей воздушно-жидкостной смеси /в распыленном состоянии/;
через каналы в теле режущего инструмента.
Подача СОЖ чаще всего осуществляется свободнопадающей струей (поливом). Свободно падающая струя истекает из сопел различных конструкций под давлением 0,03-0,1 МПа, (т.е. под действием силы тяжести) и обильно поливает зону резания.
Широко практикуется подача СОЖ напорной струей под давлением 0,1-2,5 МПа. На операциях глубокого сверления давление струи СОЖ достигает 10 МПа. Напорную струю можно подавать как в зону обработки (со стороны задней грани инструмента), так и по каналам в теле инструмента. При подаче в зону обработки скорость напорной струи достигает 40-60 м/с. В целях уменьшения разбрызгивания рекомендуется разветвлять поток СОЖ - часть потока направлять в виде тонкой напорной струи, а часть- свободным поливом.
Недостатки подачи СОЖ высоконапорной струей следующие:
трудность обеспечения в производственных условиях нужного направления струи СОЖ на режущую кромку инструмента;
необходимость тщательной очистки СОЖ, чтобы исключить засорение сопла;
необходимость оснащения станка специальной насосной станцией;
сильное разбрызгивание жидкости.
58. Внешняя картина изнашивания задней и передней поверхностей инструмента.
Износ резца. Происходящее относительное перемещение частиц металла сопровождается их трением одна о другую, вследствие чего образуется значительное количество теплоты.
Теплота образуется и вследствие трения стружки о переднюю поверхность резца, причем тем в большем количестве, чем выше скорость резания и чем больше сила резания. При трении задней поверхности резца о поверхность резания также образуется теплота.
Теплота резания распределяется между стружкой, резцом и обрабатываемой деталью; лишь очень небольшая часть ее поступает в окружающий воздух.
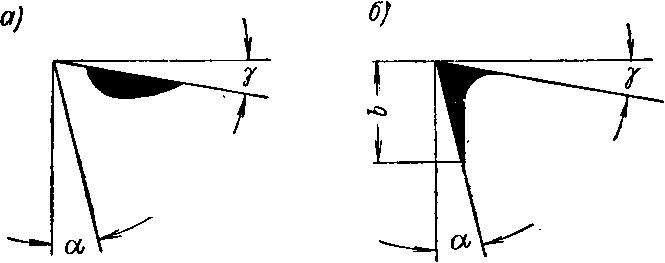
Фиг. 13. Износ резца по передней (а) и задней (б) поверхностям резца
Примерно 70-90% всей теплоты резания образуется в стружке. Именно поэтому при работе быстрорежущими резцами струю охлаждающей жидкости, применяемой при резании, следует направлять на стружку.
Теплота резания, поступающая в резец, нагревает его, что вызывает в свою очередь понижение его твердости и сопротивляемости износу.
При обработке стали с большой площадью среза быстрорежущим резцом с самого начала резания на передней поверхности резца образуется лунка, показанная на фиг. 13, а в преувеличенном для ясности виде. По мере дальнейшей работы резца ширина лунки увеличивается. Одновременно с этим на задней поверхности резца, трущейся о поверхность резания, образуется ленточки износа, изображенная на фиг. 13, б также в преувеличенном виде. В дальнейшем по мере увеличения лунки и ленточки происходит их соединение, обусловливающее затупление режущей кромки резца.
При обработке чугуна главное значение имеет износ на задней поверхности. Заметных следов износа на передней поверхности резца, а тем более образования лунки обычно не наблюдается. Это объясняется тем, чТо получающаяся при резании чугуна стружка надлома не скользит по передней поверхности резца.
У твердосплавных резцов преобладает износ по задней поверхности.
По мере износа резца по задней поверхности изменяется размер обрабатываемой детали и ухудшается чистота ее поверхности.