

34. Схема резанья при строгании. Основные технологические и физические параметры обработки. Сечение среза и гребешки шероховатости.
Строгание применяется обычно при обработке не сложных профильных профильных поверхностей с прямолинейными образующими, а также для горизонтальных плоскостей в единичным и массовом производстве.
Строгальные резцы по своим геометрическим параметрам и по форме имеют много общего с токарными. В процессе строгания в период врезания резца в обрабатываемые материалы происходит удар, который не позволяет хрупкие инструментальные материалы. Применяют ВК8, ВК10М, Т15К6 и др.
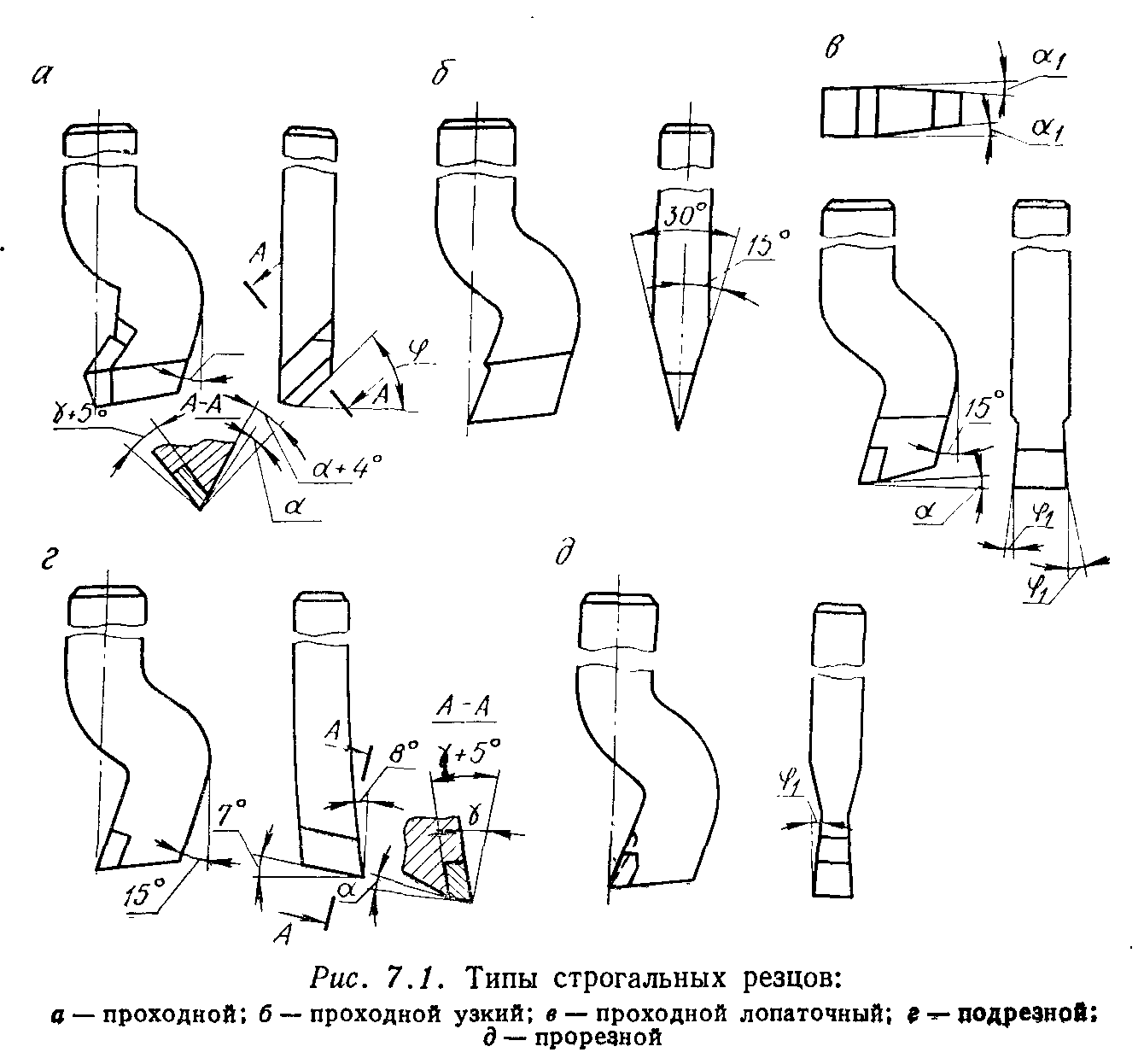
Применяемые резцы по виду выполняемых работ делятся на: проходные, подрезные, отрезные, фасонные. Форма державки преимущественно прямоугольная. Величина сечения у низ 1,25-1,5 больше токарных.
Главное режущее лезвие устанавливается строго параллельно обработанной поверхности. Величина подачи при этом назначается на 2…3 мм меньше длины главного режущего лезвия, за счет чего достигается высокая производительность обработки и высокий класс шероховатости обработанной поверхности.
При работе на продольно-строгальных станках главное движение обеспечивается за счет прямолинейного движения стола с закрепленной на ней заготовки. Подача – горизонтальная – осуществляется периодически перемещением суппорта с резцом в боковом и направлении за время перемены хода стола с рабочего на холостой.
Таким образом, скорость резанья определяется скоростью перемещения стола
υ= ,
,
где D – диаметр шестерни, ведущей стол, n – частота ее вращения в минуту.

При работе на поперечно-строгальных станках главное движение осуществляется за счет инструмента, закрепленного в ползуне, а подача за счет перемещения заготовки.
Глубина резанья t при строгании называется величина слоя металла, срезаемого за один проход резца и измеренного в направлении, перпендикулярном к обработанной поверхности (рис. 7.4, а). Подачей называется перемещение резца либо заготовки за один его (ее) двойной ход в направлении подачи.
Ширина b и толщина a срезаемого слоя измеряются так же, как и элементы срезаемого слоя при точении: b – вдоль главного режущего лезвия; a – в направлении, перпендикулярном к главному режущему лезвию.
Между элементами режимов резанья и срезаемого слоя в зависимости от угла ϕ существует зависимость, такая же как и при точении:
а=s мм;
мм;
b= мм;
мм;
Чтобы увеличить производительность процесс строгания, стремятся уменьшить время холостого хода стола (ползуна). Достигает это за счет настройки кулисного механизма станка. Скорость рабочего хода изменяется от нуля до некоторого максимума, а за тем к концу рабочего хода падает снова до нуля, средняя скорость рабочего хода определяется по формуле

Где
L
– длинна хода стола, n
– число двойных ходов стола; m= – отношение скоростей рабочего и
холостого хода (приводится в паспорте
станка); обычно m=0.7-0.75.
– отношение скоростей рабочего и
холостого хода (приводится в паспорте
станка); обычно m=0.7-0.75.
Длина
рабочего хода составляла L= (рис.
7.5), где l
–
длина заготовки,
(рис.
7.5), где l
–
длина заготовки,
 – величина врезания и перебега резца
в начало и в конец хода.
– величина врезания и перебега резца
в начало и в конец хода.

На
силы резанья строгании оказывают влияние
те же факторы, что и при точении, поэтому
значение
 выражаются теме же экспериментальными
формулами, что и при точении.
выражаются теме же экспериментальными
формулами, что и при точении.
 (H)
(H)
Коэффициент
 ,
,
 ,
, ,
,
 находятся
из соответствующих таблиц.
находятся
из соответствующих таблиц.
Мощность,
при строгании и расчетная мощность привода
электродвигателя станка
и расчетная мощность привода
электродвигателя станка
 :
:
 (кВт)
(кВт)
 (кВт)
(кВт)
 -
КПД станка.
-
КПД станка.
Скорость резанья
 .
.
Где
коэффициенты
 ,
, .
Показатели
степеней m,
.
Показатели
степеней m,
 аналогично
этим же параметрам в формуле расчета
скорости резанья при точени.
аналогично
этим же параметрам в формуле расчета
скорости резанья при точени.