

16. Отрезные и канавочные резцы (конструкции, схема резания).
Резец -это режущий инструмент, предназначенный для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах. Рабочая часть резца представляет собой клин, который под действием приложенного усилия деформирует слой металла, после чего сжатый элемент металла скалывается и сдвигается передней поверхностью резца. При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка.
О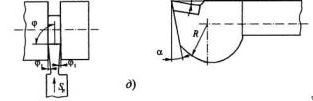 трезные
резцы применяют для отрезки заготовок
из прутка и проточки наружных канавок
в заготовках на токарных,
токарно-револьверных станках,
станках-автоматах и пр. Из-за тяжелых
условий работы (большого вылета резца,
затрудненных условий деформации металла
при переходе в стружку, малой жесткости
режущей части и, следовательно, низкой
виброустойчивости) отрезные резцы чаще
всего изготавливают из быстрорежущей
стали.
Режущая часть имеет главную режущую
кромку с углом φ = 90° и две вспомогательные
кромки с углами φ1 = 1°30¢...З°. Если нужно
обработать торец заготовки без оставления
стержня (бобышки) в ее центре, то главную
режущую кромку затачивают под углом φ
= 75...80°.
трезные
резцы применяют для отрезки заготовок
из прутка и проточки наружных канавок
в заготовках на токарных,
токарно-револьверных станках,
станках-автоматах и пр. Из-за тяжелых
условий работы (большого вылета резца,
затрудненных условий деформации металла
при переходе в стружку, малой жесткости
режущей части и, следовательно, низкой
виброустойчивости) отрезные резцы чаще
всего изготавливают из быстрорежущей
стали.
Режущая часть имеет главную режущую
кромку с углом φ = 90° и две вспомогательные
кромки с углами φ1 = 1°30¢...З°. Если нужно
обработать торец заготовки без оставления
стержня (бобышки) в ее центре, то главную
режущую кромку затачивают под углом φ
= 75...80°.
При использовании напайных твердосплавных режущих пластин длина главной режущей кромки отрезного резца должна быть не менее 5 мм. Для повышения жесткости в вертикальной плоскости головка резца обычно делается утолщенной, а режущая кромка во избежание отрыва твердосплавной пластины устанавливается ниже оси центров станка на расстоянии 0,5...1,0 мм.
Передний угол γ оказывает большое влияние на виброустойчивость отрезных резцов, которая снижается с его уменьшением. Поэтому рекомендуется затачивать угол γ = 15...20° с упрочняющей фаской шириной f = 0,2...0,3 мм и под углом γф = 0...–5°, задний угол α = 10...12°.
Углы резания токарного резца:
α - задний угол. β - угол заострения. δ - угол резания. γ - передний угол. Важными характеристиками токарного резца являются углы его заточки, от них во многом зависит производительность труда и качество обработки. Главный задний угол (α альфа) - угол между главной задней поверхностью резца и плоскостью резания. Чем больше задний угол, тем меньше сила трения между резцом и заготовкой. Однако резкое увеличение заднего угла приводит к ослаблению рабочей части инструмента. Передний угол (γ гамма) оказывает влияние на процесс резания, на легкость схода стружки, качество обработанной поверхности. Увеличение этого угла приводит к ослаблению рабочей части резца. Угол заострения (β бета) - угол между передней и главной задней поверхностями. Величина угла заострения определяет прочность и стойкость главной режущей кромки инструмента. При заточке резца этот угол обычно делают как можно больше. Угол резания (δ дельта) (δ=α+β) - угол между передней поверхностью резца и плоскостью резания; он равен сумме углов заострения и главного заднего.
17. Строгальные резцы
По
роду выполняемой работы строгальные
резцы
разделяются на проходные (обдирочные
и чистовые), отрезные, подрезные, пазовые
и специальные (рис. 16). Проходные
строгальные резцы (рис. 16, а) предназначены
для строгания плоскостей с горизонтальной
подачей, а подрезные резцы (рис. 16, б) —
для обработки вертикальных плоскостей
с вертикальной подачей. Отрезные и
прорезные строгальные резцы (рис. 16, в)
используются при отрезке и прорезке
узких пазов. Чистовые широкие лопаточные
резцы (рис. 16, г) применяются для чистовой
обработки плоскостей с большой подачей.
Для обеспечения плавного врезания и
выхода инструмента целесообразно
применять строгальные резцы с углом
наклона режущей кромки К, который в
зависимости от условий обработки может
колебаться от 10 до 60°.

Строгальные резцы бывают прямые и изогнутые. Прямые резцы просты в изготовлении, но менее виброустойчивы по сравнению с изогнутыми. Поэтому они применяются при малых величинах вылета. В случае работы с большими вылетами рекомендуется пользоваться изогнутыми резцами, которые получили широкое распространение в промышленности. В процессе строгания резец под воздействием усилий резания изгибается. При изгибе прямого резца его режущая часть будет углубляться в материал заготовки и резец будет работать с заеданием, что снижает качество обработки и дополнительно нагружает инструмент. При изгибе же изогнутого резца его режущая часть будет отходить от заготовки и срезать меньший слой металла. Это обеспечивает более спокойное протекание процесса резания, особенно при резких колебаниях усилий резания, вызываемых изменениями сечения срезаемого слоя, локальными изменениями свойств обрабатываемого материала и т. п.