

66. Сверление и сверла.
Сверление — вид механической обработки материалов резанием, при котором с помощью специального вращающегося режущего инструмента (сверла) получают отверстия различного диаметра и глубины, или многогранные отверстия различного сечения и глубины. Сверление применяется для обработки отверстия в сплошном материале и увеличения диаметра имеющегося отверстия — рассверливания. Сверлением обычно достигается точность 5—4 классов и чистота 3—4 классов. Невысокая точность вызывается главным образом биением сверла в связи с большим его вылетом из патрона и уводом (отклонением оси сверла от оси отверстия) вследствие несимметричной заточки режущих кромок. В результате диаметр отверстия обычно больше диаметра сверла. Большая точность достигается в том случае, когда сверло имеет поступательное движение, а деталь вращательное. При сверлении главное движение — вращательное, движение подачи — поступательное. В зависимости от конструкции и назначения различают сверла: спиральные, перовые, для глубокого сверления, центровочные, ружейные и др. Наибольшее распространение получили спиральные сверла.
67. Основные конструктивные параметры спиральных сверл
Спиральные
сверла — наиболее широко распространенный
тип сверл. Бывают цельными и сварными,
а также с цилиндрическими или коническими
хвостовиками. С верло
состоит из рабочей части, включающей
режущую часть, шейки, конического (рис.
а) или цилиндрического (рис. б) хвостовика
для крепления сверла в шпинделе станка,
лапки, служащей упором для выбивания
сверла из гнезда шпинделя. Режущая часть
состоит из двух зубьев, образованных
двумя канавками для отвода стружки;
сердцевины— срединной части сверла,
соединяющей оба зубца; двух передних
поверхностей, по которым сбегает стружка
и которые воспринимают силу резания;
двух ленточек — узких полосок по
наружному диаметру сверла, служащих
для его направления и центрирования в
отверстии (4); двух главных режущих
лезвий, образованных пересечением
передних и задних поверхностей и
выполняющих основную работу резания;
поперечного лезвия или перемычки(5),
образованной пересечением обеих задних
поверхностей. 1
- передняя
поверхность - винтовая поверхность, по
которой сходит стружка; 2
- задняя
поверхность, обращенная к поверхности
резания;
3
- режущая
кромка - линия, образованная пересечением
передней и задней поверхностей. Главных
режущих
кромок
у сверла – две. Две режущие кромки,
расположенные
на
режущей части, образуют угол при
вершине 2φ
=
125...135° при обработке жаропрочных
материалов; 2φ
=90...
120° при обработке алюминиевых сплавов;
2φ
=80...90° при обработке хрупких материалов
(мрамор и т.д.);
ψ
- угол
наклона поперечной кромки; при правильной
заточке
ψ =
50. ..55°.
ω
- угол
наклона винтовой канавки (от 18" до
30°).
верло
состоит из рабочей части, включающей
режущую часть, шейки, конического (рис.
а) или цилиндрического (рис. б) хвостовика
для крепления сверла в шпинделе станка,
лапки, служащей упором для выбивания
сверла из гнезда шпинделя. Режущая часть
состоит из двух зубьев, образованных
двумя канавками для отвода стружки;
сердцевины— срединной части сверла,
соединяющей оба зубца; двух передних
поверхностей, по которым сбегает стружка
и которые воспринимают силу резания;
двух ленточек — узких полосок по
наружному диаметру сверла, служащих
для его направления и центрирования в
отверстии (4); двух главных режущих
лезвий, образованных пересечением
передних и задних поверхностей и
выполняющих основную работу резания;
поперечного лезвия или перемычки(5),
образованной пересечением обеих задних
поверхностей. 1
- передняя
поверхность - винтовая поверхность, по
которой сходит стружка; 2
- задняя
поверхность, обращенная к поверхности
резания;
3
- режущая
кромка - линия, образованная пересечением
передней и задней поверхностей. Главных
режущих
кромок
у сверла – две. Две режущие кромки,
расположенные
на
режущей части, образуют угол при
вершине 2φ
=
125...135° при обработке жаропрочных
материалов; 2φ
=90...
120° при обработке алюминиевых сплавов;
2φ
=80...90° при обработке хрупких материалов
(мрамор и т.д.);
ψ
- угол
наклона поперечной кромки; при правильной
заточке
ψ =
50. ..55°.
ω
- угол
наклона винтовой канавки (от 18" до
30°).
6 8. Геометрические параметры главных режущих кромок, ленточек и перемычек спирального сверла
Сверление — вид механической обработки материалов резанием, при котором с помощью специального вращающегося режущего инструмента (сверла) получают отверстия различного диаметра и глубины, или многогранные отверстия различного сечения и глубины. Спиральные свела — наиболее широко распространенный тип сверл
2ϕ – двойной угол в плане при вершине – это угол, заключенный между проекциями главных режущих кромок на плоскость, проходящую через ось сверла параллельно главным режущим кромкам (2ϕ=118-120о);
ω – угол наклона винтовой канавки – это угол между касательной к винтовой канавке и осью сверла (ψ=18-30°);
ψ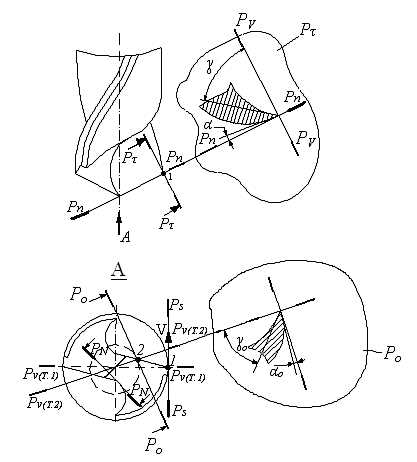 – угол наклона поперечной кромки – это
угол между проекциями главной режущей
кромки и поперечной кромки на плоскость
перпендикулярную оси сверла (ψ=50 – 55°).
– угол наклона поперечной кромки – это
угол между проекциями главной режущей
кромки и поперечной кромки на плоскость
перпендикулярную оси сверла (ψ=50 – 55°).
γ -передний угол, измеряется в главной секущей плоскости и является переменной величиной по длине режущей кромки. Передний угол – угол, заключенный между касательной к передней поверхности в рассматриваемой точке режущей кромки и плоскостью резания. В отличие от резцов передний угол на чертежах сверл не проставляют, так как форму и положение передней поверхности определяют шаг и угол наклона винтовой канавки. На рис. показана развертка винтовой линии на плоскость. Передний угол в плоскости параллельной оси сверла γох равен углу наклона винтовой линии ωх.
И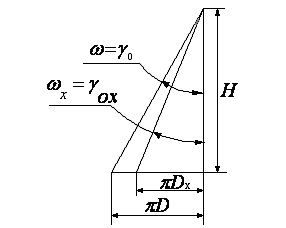 з
рис. следует: tg γох=tg
ωх=π*Dх
/H,
з
рис. следует: tg γох=tg
ωх=π*Dх
/H,
где Н – шаг винтовой линии. Шаг винтовой линии является величиной постоянной и независящей от диаметра. Для спиральных сверл с увеличением диаметра (по длине режущей кромки) угол γ0 возрастет. Передний угол в главной секущей плоскости определяется как tg γ=tg ω/sin φ и так же будет увеличиваться к периферии сверла.
α –
главный задний угол измеряется в главной
секущей плоскости, но при существующих
средствах его измерения и контроля он
задается в плоскости параллельной оси
сверла. Главный задний угол αо
- это угол между касательной к задней
поверхности в рассматриваемой точке
режущей кромки и касательной к образующей
цилиндра, образующегося при вращении
данной точки вокруг оси сверла. Главный
задний угол образуется путем заточки
сверла по задней поверхности. Угол
специально уменьшают к периферии (путем
заточки сверла) для обеспечения
равнопрочного режущего клина по всей
длине режущей кромки. сверло имеет также
неблагоприятные геометрические параметры
на поперечной кромке и кромке ленточки.
На поперечной кромке передние углы
имеют большие отрицательные значения,
в результате затрудняется резание и
резко увеличиваются усилия подачи. На
кромке ленточки, вспомогательной режущей
кромке, задние углы равны нулю, а
вспомогательные углы в плане имеют, в
силу небольшой обратной конусности,
чрезвычайно малые значения. Это вызывает
большое трение и способствует усиленному
износу периферийной зоны сверла.
–
главный задний угол измеряется в главной
секущей плоскости, но при существующих
средствах его измерения и контроля он
задается в плоскости параллельной оси
сверла. Главный задний угол αо
- это угол между касательной к задней
поверхности в рассматриваемой точке
режущей кромки и касательной к образующей
цилиндра, образующегося при вращении
данной точки вокруг оси сверла. Главный
задний угол образуется путем заточки
сверла по задней поверхности. Угол
специально уменьшают к периферии (путем
заточки сверла) для обеспечения
равнопрочного режущего клина по всей
длине режущей кромки. сверло имеет также
неблагоприятные геометрические параметры
на поперечной кромке и кромке ленточки.
На поперечной кромке передние углы
имеют большие отрицательные значения,
в результате затрудняется резание и
резко увеличиваются усилия подачи. На
кромке ленточки, вспомогательной режущей
кромке, задние углы равны нулю, а
вспомогательные углы в плане имеют, в
силу небольшой обратной конусности,
чрезвычайно малые значения. Это вызывает
большое трение и способствует усиленному
износу периферийной зоны сверла.
Рассмотрим геометрию резца на поперечной кромке. Для этого рассмотрим поперечную кромку плоскостью PN – PN, перпендикулярную к ней.
Как видно из рис. передний угол γn на поперечной кромке является отрицательным, поэтому поперечная кромка не режет, а сминает металл.