

Углы резания токарного резца:
α - задний угол. β - угол заострения. δ - угол резания. γ - передний угол. Важными характеристиками токарного резца являются углы его заточки, от них во многом зависит производительность труда и качество обработки. Главный задний угол (α альфа) - угол между главной задней поверхностью резца и плоскостью резания. Чем больше задний угол, тем меньше сила трения между резцом и заготовкой. Однако резкое увеличение заднего угла приводит к ослаблению рабочей части инструмента. Передний угол (γ гамма) оказывает влияние на процесс резания, на легкость схода стружки, качество обработанной поверхности. Увеличение этого угла приводит к ослаблению рабочей части резца. Угол заострения (β бета) - угол между передней и главной задней поверхностями. Величина угла заострения определяет прочность и стойкость главной режущей кромки инструмента. При заточке резца этот угол обычно делают как можно больше. Угол резания (δ дельта) (δ=α+β) - угол между передней поверхностью резца и плоскостью резания; он равен сумме углов заострения и главного заднего.
Т
 окарные
резцы подразделяют по направлению
подачи (правые левые), конструкции
головки (прямые и отогнутые), способу
изготовления (целенные и составные),
сечению стержня (прямоугольные, круглые,
квадратные) виду обработки (проходные,
подрезные, отрезные, прорезные, расточные,
фасонные, резьбонарезные). (рис.66)
Проходными резцами (рис.66, а, б, в) выполняют
протачивание боковой поверхности
заготовок, расточными (рис.66, з)- растачивают
осевые отверстия заготовок, подрезными
(рис.66, г) - подрезают торцы, а отрезными
(рис.66, д) - отрезают заготовку. Резьбовыми
резцами (рис.66, ж) нарезают на станке
внешнюю и внутреннюю резьбу.
окарные
резцы подразделяют по направлению
подачи (правые левые), конструкции
головки (прямые и отогнутые), способу
изготовления (целенные и составные),
сечению стержня (прямоугольные, круглые,
квадратные) виду обработки (проходные,
подрезные, отрезные, прорезные, расточные,
фасонные, резьбонарезные). (рис.66)
Проходными резцами (рис.66, а, б, в) выполняют
протачивание боковой поверхности
заготовок, расточными (рис.66, з)- растачивают
осевые отверстия заготовок, подрезными
(рис.66, г) - подрезают торцы, а отрезными
(рис.66, д) - отрезают заготовку. Резьбовыми
резцами (рис.66, ж) нарезают на станке
внешнюю и внутреннюю резьбу.
Схема процесса резания: а - проходной прямой; б - проходной отогнутый; в - проходной упорный; г - подрезной; д - отрезной; е - фасонный; ж - резьбовой; з - проходной расточной
При использовании дорогостоящих режущих материалов резцы изготавливают составными: рабочая часть из инструментальной стали, а сам стержень - из конструкционной углеродистой. Не следует допускать хранения резцов «навалом». Надо хранить их так, чтобы режущие кромки не касались твердых предметов. Резцы следует использовать строго по назначению. Следует периодически выполнять доводку режущей кромки резца мелкозернистым абразивным бруском.
14.Подрезные резцы (конструкции, схема резания).
Резец -это режущий инструмент, предназначенный для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах. Рабочая часть резца представляет собой клин, который под действием приложенного усилия деформирует слой металла, после чего сжатый элемент металла скалывается и сдвигается передней поверхностью резца. При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка.
Подрезные резцы изготавливают с отогнутой и прямой державками. Хотя отогнутая державка усложняет изготовление резцов, она обеспечивает следующие преимущества: 1) универсальность, так как проходные резцы могут работать напроход и на подрезание ; 2) возможность вести обработку в менее доступных местах.
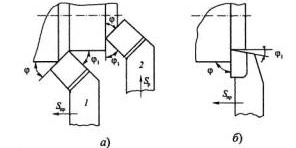 а
– подрезной (проходной отогнутый
правый);
б – подрезной (проходной
упорный правый);
а
– подрезной (проходной отогнутый
правый);
б – подрезной (проходной
упорный правый);
С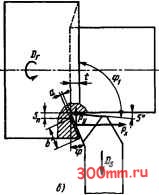 хема
подрезки торцовых плоскостей подрезным
резцом при направлении подачи к центру
(а) и от центра (б) заготовки
подрезной резец с трехгранной
твердосплавной пластинкой подрезает
торцовую плоскость с поперечной подачей
S , двигаясь от периферии к оси вращения
заготовки. Главный угол в плане ф = = 85°.
Сила резания, действующая на главную
режущую кромку, обращенную к оси вращения
заготовки, характеризуется относительно
большим значением составляющей Ру и
малым значением составляющей Р- Это
вызывает упругие деформации державки
резца, направленные в сторону
обрабатьгеаемой торцовой поверхности,
и может вызвать погрешность (вогнутость)
формы обработанного торца. Чтобы на
цилиндрической поверхности после
подрезки не было ступеньки, поскольку
угол ф < 90°, необходимо резцу сообщить
обратную продольную подачу на расстояние,
равное глубине резания t. На рис. 12.22, б
резщ предварительно была сообщена
продольная подача на врезание на глубину
резания t, а затем резец двигается от
оси вращения заготовки к периферии.
Главное режущее лезвие обращено к
обрабатьгеаемому торцу. Так как угол
при вершине трехгранной пластинки е =
60°, а вспомогательный угол в плане Ф1 =
95°, то главный угол в плане Ф = 180° - ф1 - е
= 25°.В результате характерной погрешностью
формы является выпуклость подрезанного
торца.
хема
подрезки торцовых плоскостей подрезным
резцом при направлении подачи к центру
(а) и от центра (б) заготовки
подрезной резец с трехгранной
твердосплавной пластинкой подрезает
торцовую плоскость с поперечной подачей
S , двигаясь от периферии к оси вращения
заготовки. Главный угол в плане ф = = 85°.
Сила резания, действующая на главную
режущую кромку, обращенную к оси вращения
заготовки, характеризуется относительно
большим значением составляющей Ру и
малым значением составляющей Р- Это
вызывает упругие деформации державки
резца, направленные в сторону
обрабатьгеаемой торцовой поверхности,
и может вызвать погрешность (вогнутость)
формы обработанного торца. Чтобы на
цилиндрической поверхности после
подрезки не было ступеньки, поскольку
угол ф < 90°, необходимо резцу сообщить
обратную продольную подачу на расстояние,
равное глубине резания t. На рис. 12.22, б
резщ предварительно была сообщена
продольная подача на врезание на глубину
резания t, а затем резец двигается от
оси вращения заготовки к периферии.
Главное режущее лезвие обращено к
обрабатьгеаемому торцу. Так как угол
при вершине трехгранной пластинки е =
60°, а вспомогательный угол в плане Ф1 =
95°, то главный угол в плане Ф = 180° - ф1 - е
= 25°.В результате характерной погрешностью
формы является выпуклость подрезанного
торца.